Изобретение относится к литейному производству и предназначено для производства полых заготовок из металла и сплавов методом горизонтального непрерывного литья.
В литейных установках непрерывного горизонтального литья полых заготовок используются кристаллизаторы, жестко связанные с печью (миксером).
Известен кристаллизатор для непрерывного литья полых заготовок, содержащий охлаждаемую наружную втулку и дорн с подводящими каналами, выполненными в теле дорна. Для исключения перемерзания подводящих жидкий металл каналов дорн снабжен теплоизоляционным кольцом, отделяющим его от охлаждаемой наружной втулки (Авторское свидетельство СССР N 950490, кл. B 22 D 11/04, 1982).
Известен кристаллизатор для горизонтального непрерывного литья полых заготовок, содержащий рабочую полость, образованную охлаждаемой втулкой и дорном с каналами, расположенными на заданном расстоянии от втулки, при этом втулка и дорн выполнены из теплопроводного материала и твердость материала втулки в 6-15 раз превышает твердость материала дорна (Патент РФ N 2007260, кл. B 22 D 11/04, 1994).
Наиболее близким по технической сущности к заявляемому устройству является выбранный в качестве прототипа кристаллизатор для горизонтального непрерывного литья полых заготовок, содержащий рабочую полость, образованную охлаждаемым корпусом и дорном, которые изготовлены из графита. В дорне выполнены каналы для подвода расплава в рабочую полость кристаллизатора (Авторское свидетельство СССР N 1396382, кл. B 22 D 11/10, 1988).
Недостатком конструкции этих кристаллизаторов является то, что литье должно начинаться сразу после того, как при заполнении печи расплавом металл, достигая уровня кристаллизатора, проникает в рабочую полость кристаллизатора. В противном случае металл затвердевает, охлаждается, дает усадку и захватывает дорн (внутреннюю часть кристаллизатора). Захват дорна получается настолько прочным, что при вытягивании слитка происходит обрыв.
По этой же причине невозможно продолжать процесс литья, если возникает необходимость временно прекратить вытягивание полой заготовки.
Другим недостатком конструкции указанных кристаллизаторов является низкое качество отливок (поры, трещины и обрыв металла), что также связано с необходимостью начинать литье сразу после заливки полости печи металлом без его предварительной выдержки.
Достигаемым техническим результатом предлагаемого изобретения является повышение эффективности процесса непрерывного горизонтального литья полых заготовок и повышение качества отливок.
Это обеспечивается в конструкции кристаллизатора для горизонтального непрерывного литья полых заготовок, содержащей графитовый корпус, дорн с подводящими каналами и охлаждающее устройство, при этом между корпусом и охлаждающим устройством установлена графитовая втулка, корпус установлен с возможностью продольного перемещения относительно втулки, а по периметру графитового корпуса со стороны подвода жидкого металла выполнены отверстия для подачи расплава, соединенные с подводящими каналами.
Достигаемый технический результат обеспечивается также в другом варианте конструкции кристаллизатора для горизонтального непрерывного литья полых заготовок, содержащей графитовый корпус, дорн с подводящими каналами и охлаждающее устройство, при этом кристаллизатор снабжен торцевой стенкой со стороны подвода жидкого металла, в которой выполнено отверстие для подачи расплава, соединенное с подводящими каналами и снабженной графитовой пробкой, имеется также средство для выталкивания пробки.
В качестве средства для выталкивания пробки может быть использован металлический толкатель с графитовым наконечником, установленный соосно корпусу.
Оба варианта предлагаемой конструкции кристаллизатора предусматривают возможность отключения рабочей полости кристаллизатора от полости печи в случае необходимости предварительной выдержки расплава или временной остановки литья и последующего соединения рабочей полости кристаллизатора с полостью печи при начале отливки заготовки.
При перекрытии рабочей полости кристаллизатора от попадания в нее расплава, находящегося в полости печи, возможна также замена рабочей части графитового кристаллизатора без слива металла из печи.
Таким образом достигается повышение эффективности процесса непрерывного горизонтального литья полых заготовок за счет обеспечения возможности прерывать процесс литья при необходимости, вызванной технологическими или иными причинами.
Другим важным преимуществом предлагаемых вариантов конструкции кристаллизатора является возможность предварительной выдержки расплава до начала рабочего процесса литья. Для получения отливок высокого качества необходимо выдерживать металл определенное время для его дегазации, выравнивания объема металла по химсоставу и температуре. После того как металл в печи доведен до необходимого химсостава и достигнута рабочая температура, отверстия для подачи расплава открываются, металл поступает в рабочую полость кристаллизатора и начинает рабочий процесс литья. При этом получаемые отливки не имеют пор и трещин, что характерно для продукции высокого качества.
Вариант конструкции кристаллизатора, в котором рабочая полость кристаллизатора отсекается от расплава металла в печи торцевой стенкой, имеющей отверстие, снабженное графитовой пробкой, используется при необходимости интенсивного охлаждения расплава при формировании заготовок, когда нужно приблизить охлаждаемый корпус к металлу. В то время как графитовая втулка, используемая в другом варианте конструкции кристаллизатора, будет этому препятствовать.
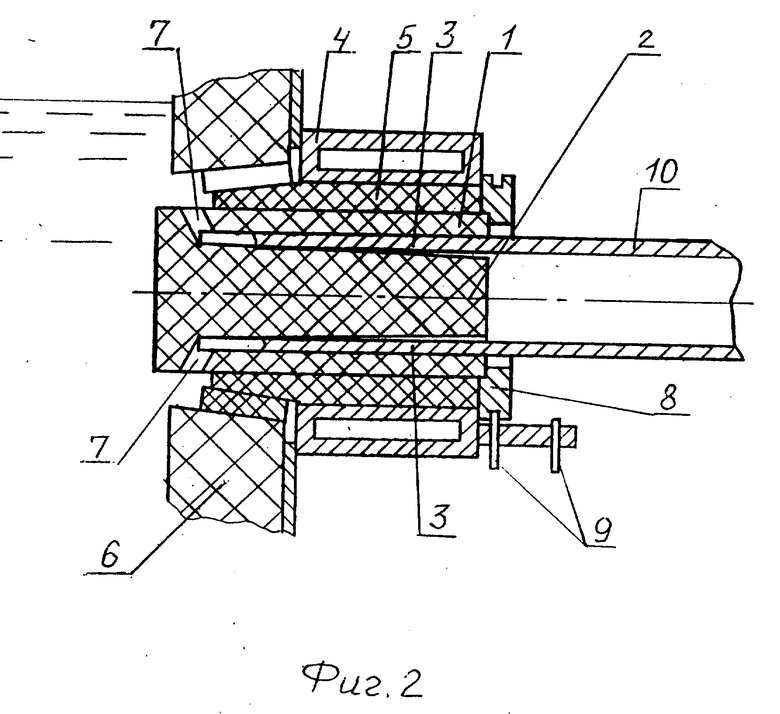
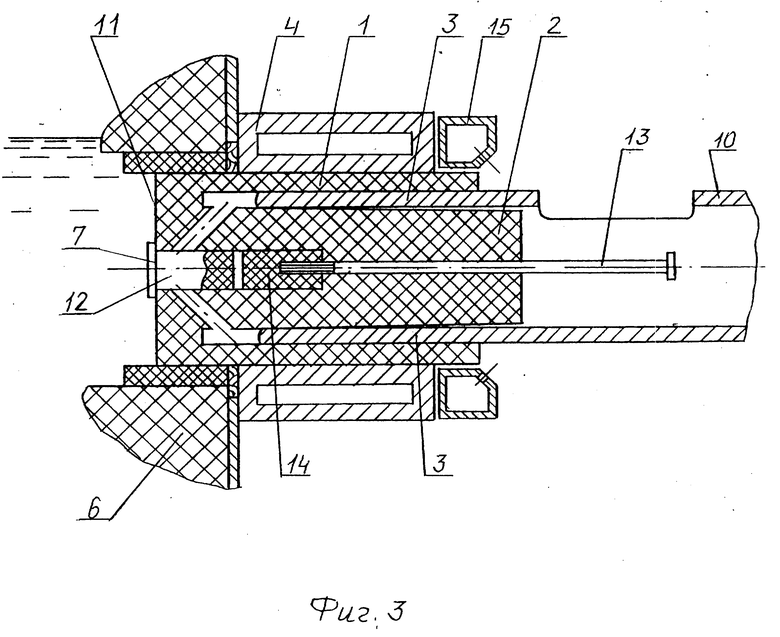
На фиг. 1 показан вариант конструкции кристаллизатора по п. 1 формулы в режиме отключения рабочей полости кристаллизатора от полости печи; на фиг. 2 - в режиме соединения рабочей полости кристаллизатора с полостью печи при отливке заготовки; на фиг. 3 - вариант конструкции кристаллизатора по п. 2 формулы в режиме отключения.
Кристаллизатор для горизонтального непрерывного литья полых заготовок (фиг. 1, 2) содержит графитовый корпус 1, дорн 2 с подводящими каналами 3, водоохлаждаемую рубашку 4, в которую запрессована графитовая втулка 5. По ходовой посадке в графитовую втулку 5 вставлен графитовый корпус 1 кристаллизатора. По периметру графитового корпуса 1 со стороны подвода из печи 6 жидкого металла выполнены отверстия 7 для подачи расплава, соединенные с подводящими каналами 3. К графитовому корпусу 1 крепится металлическая шайба 8, которая с помощью фиксаторов 9 обеспечивает продольное перемещение корпуса 1 относительно втулки 5. Перед началом литья в кристаллизатор вводят металлическую затравку 10.
Устройство работает следующим образом. Кристаллизатор устанавливают и закрепляют в стенке печи 6, а графитовый корпус 1 кристаллизатора крепят в графитовой втулке 5 в крайнем правом положении с помощью металлической шайбы 8 и фиксаторов 9 (фиг. 1). При этом отверстия 7 для подачи расплава закрыты графитовой втулкой 5 и не соединяются с ванной расплава. Затем начинают наплавлять металл в печи.
При достижении уровня наплавленного металла выше уровня кристаллизатора расплав определенное время выдерживают, в кристаллизатор устанавливают затравку 10, после чего начинают литье. Для этого графитовый корпус 1 кристаллизатора перемещают влево и закрепляют (фиг. 2). При этом отверстия 7 для подачи расплава выходят из втулки 5 и становятся открытыми для расплава, в результате чего металл через отверстия 7 поступает в подводящие каналы 3 и приваривается к затравке 10. Через несколько секунд начинают вытягивать затравку, т.е. начинается процесс отливки полой заготовки.
При необходимости временной остановки литейного процесса графитовый корпус 1 закрепляют в графитовой втулке 5 в крайнем правом положении, а литую заготовку выводят из кристаллизатора. После зачистки краев заготовку снова устанавливают в кристаллизатор и начинают процесс литья, как описано выше.
Кристаллизатор для горизонтального непрерывного литья полых заготовок (фиг. 3) содержит графитовый корпус 1, дорн 2 с подводящими каналами 3, водоохлаждаемую рубашку 4, торцевую стенку 11, расположенную со стороны подвода из печи 6 жидкого металла. В торцевой стенке 11 выполнено отверстие 7 для подачи расплава, соединенное с подводящими каналами 3 и снабженное графитовой пробкой 12. Кристаллизатор содержит средство для выталкивания пробки, которое представляет собой металлический толкатель 13 с графитовым наконечником 14, установленный соосно корпусу. Кристаллизатор также содержит дополнительное водоохлаждающее устройство 15. Перед началом литья в кристаллизатор вводят металлическую затравку 10.
Устройство работает следующим образом. Кристаллизатор устанавливают и закрепляют в стенке плавильной печи 6, закрывают графитовой пробкой 12 отверстие 7 для подачи расплава, выполненное в торцевой стенке 11 со стороны подвода жидкого металла из печи 6. Затем начинают наплавлять металл в печи. После наплавления и выдержки расплава в течение необходимого времени начинают процесс литья.
Для этого с помощью металлического толкателя 13 проталкивают графитовую пробку 12 в ванну печи 6 и толкатель возвращают в исходное положение. После удаления графитовой пробки 12 через отверстие 7 металл поступает в подводящие каналы 3, сваривается с металлической затравкой 10 и через несколько секунд начинают вытягивание затравки. После начала вытягивания затравки 10 включают дополнительное водоохлаждающее устройство 15 и струи воды с одинаковой интенсивностью по периметру непосредственно охлаждают отливаемый слиток.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1999 |
|
RU2173603C2 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР, ТЯНУЩЕЕ УСТРОЙСТВО И МОТАЛКА ДЛЯ СМАТЫВАНИЯ СЛИТКА В БУНТЫ ДЛЯ ЭТОЙ УСТАНОВКИ | 1993 |
|
RU2027541C1 |
| ТЯНУЩЕЕ УСТРОЙСТВО | 1997 |
|
RU2134180C1 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 1999 |
|
RU2179494C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ЗАЩИТНОЙ АТМОСФЕРЫ ОТ ОКИСЛЕНИЯ МЕТАЛЛОВ, ПРЕИМУЩЕСТВЕННО МЕДИ И ЕЕ СПЛАВОВ, ПРИ ИХ ОТЖИГЕ ИЛИ ПЛАВЛЕНИИ В ПЕЧИ | 1998 |
|
RU2140459C1 |
| Устройство для горизонтального непрерывного литья круглых полых заготовок | 1989 |
|
SU1668020A1 |
| Способ непрерывного горизонтального литья полых слитков | 1982 |
|
SU1080918A1 |
| Способ непрерывного литья полых заготовок | 1989 |
|
SU1703244A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2007260C1 |
Изобретение относится к литейному производству и предназначено для производства полых заготовок из металла и сплавов методом горизонтального непрерывного литья. Кристаллизатор снабжен графитовой втулкой, установленной между графитовым корпусом и охлаждающим устройствам, с возможностью продольного перемещения корпуса относительно втулки. Для повышения эффективности процесса литья полых заготовок по периметру графитового корпуса со стороны подвода жидкого металла выполнены отверстия для подачи расплава, соединенные с подводящими каналами. Для указанного технического результата по другому варианту конструкции кристаллизатор снабжен торцевой стенкой со стороны подвода жидкого металла, в которой выполнено отверстие подачи расплава, соединенное с подводящими каналами и снабженное графитовой пробкой, при этом кристаллизатор содержит средство для выталкивания пробки. 2 с. и 1 з.п.ф-лы, 3 ил.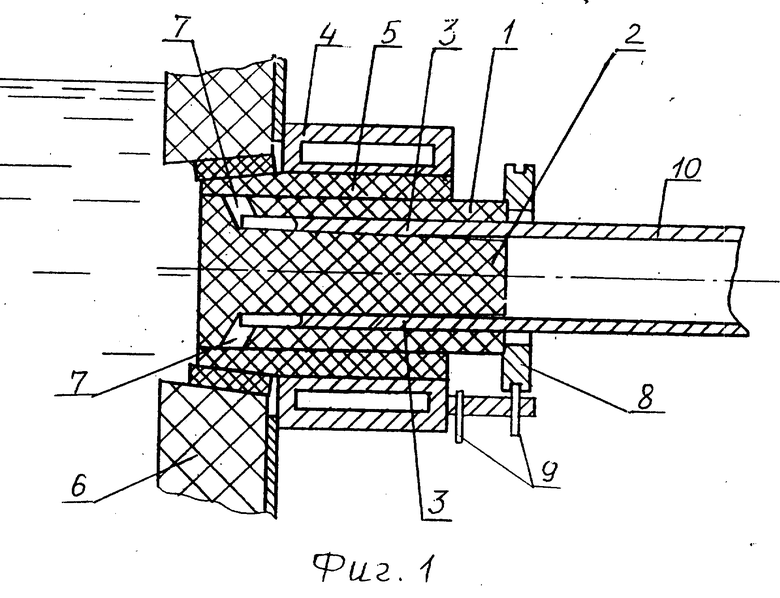
\\\1 1. Кристаллизатор для горизонтального непрерывного литья полых заготовок, содержащий графитовый корпус, дорн с подводящими каналами и охлаждающее устройство, отличающийся тем, что между корпусом и охлаждающим устройством установлена графитовая втулка, корпус установлен с возможностью продольного перемещения относительно втулки, а по периметру графитового корпуса со стороны подвода жидкого металла выполнены отверстия для подачи расплава, соединенные с подводящими каналами. \ \\2 2. Кристаллизатор для горизонтального непрерывного литья полых заготовок, содержащий графитовый корпус, дорн с подводящими каналами и охлаждающее устройство, отличающийся тем, что кристаллизатор снабжен торцевой стенкой со стороны подвода жидкого металла, в которой выполнено отверстие для подачи расплава, соединенное с подводящими каналами и снабженное графитовой пробкой, при этом кристаллизатор содержит средство для выталкивания пробки. \\\2 3. Кристаллизатор по п.2, отличающийся тем, что средство для выталкивания пробки представляет собой металлический толкатель с графитовым наконечником, установленный соосно корпусу.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кристаллизатор для непрерывного литья полых заготовок | 1981 |
|
SU950490A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2007260C1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU 1396382 A, 1988. | |||

