Изобретение имеет отношение к созданию устройства для разливки металлической полосы, которое включает в себя конвейер с электроприводом, содержащий охлаждаемую бесконечную ленту с боковыми подпорками, и устройство для подачи расплавленного металла на верхнюю сторону плоской и главным образом горизонтальной части бесконечной ленты. Оно имеет также отношение к способу разливки металлической полосы.
Машина с одной лентой для разливки полосы указанного типа описана в WO 93/01015.
При разливке полос обычно возникает проблема спада (уменьшения толщины) краев, то есть края становятся тоньше, так что их приходится обрезать.
Задачей настоящего изобретения является устранение проблемы спада краев. Другой задачей настоящего изобретения является разливка более тонких полос, чем это было возможно раньше. Для осуществления указанных задач в изобретении предлагаются боковые стенки, ограничивающие ширину расплавленного металла на ленте, обращенные к расплаву, выполнить наклонными внутрь, причем наклон должен соответствовать углу смачивания, так что поверхность расплавленного металла будет плоской.
Подача металла на ленту обеспечивается в виде множества свободных потоков посредством распределителя металла, представляющего собой промежуточное разливочное устройство со множеством отверстий для разливки металла из ковша на ленту.
Далее изобретение будет описано со ссылкой на сопроводительные чертежи.
На фиг. 1 приведен частичный вид в перспективе устройства для разливки полосы в соответствии с настоящим изобретением.
На фиг. 2 приведено частичное продольное сечение устройства, которое несколько изменено по сравнению с показанным на фиг. 1.
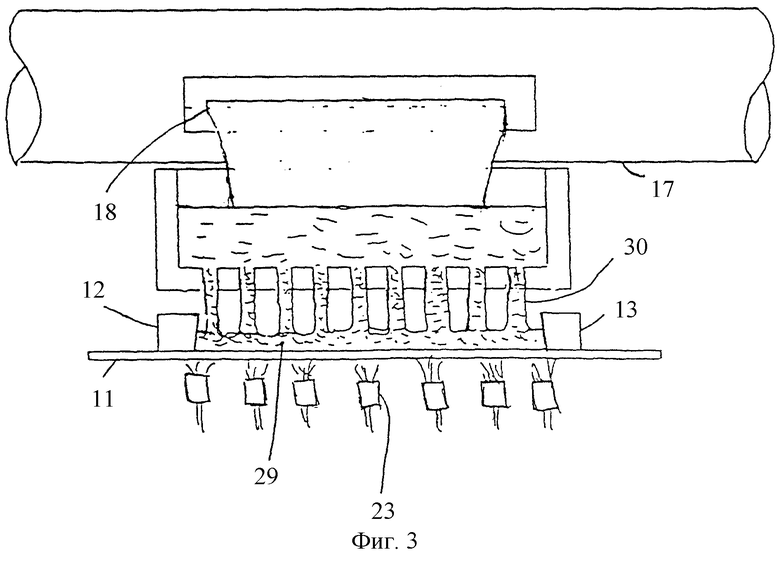
На фиг. 3 приведено поперечное сечение по линии 2-2 фиг. 3, а на фиг. 4 схематично показано поперечное сечение разлитой полосы, причем ширина и толщина полосы даны не в реальном масштабе.
Показанное на фиг. 1 устройство включает в себя конвейер с электроприводом, который содержит горизонтальную охлаждаемую водой ленту 11 из теплопроводного материала, например меди. Конвейер с лентой 11 содержит боковые стенки 12, 13, которые могут перемещаться совместно с лентой, но могут быть также и фиксированными. Стенки 12, 13 могут быть передвинуты в боковом направлении и закреплены и различных боковых положениях, так что может быть произведена разливка полос различной ширины. Над лентой установлено промежуточное разливочное устройство 14, которое функционирует как распределитель расплавленного металла. Оно имеет несколько отверстий, распределенных по всей ширине ленты, которые создают множество отдельных струй, встречающихся с лентой 11, которая перемещается по стрелке 15. Отверстия расположены так, что расплавленный металл вытекает из них и затвердевает в виде тонкой литой непрерывной полосы 29 на подложке, то есть на движущейся ленте 11. Емкость 16, например печь или ковш, создает управляемый поток расплавленного металла в промежуточном разливочном устройстве/распределителе 14. Выходной поток емкости 16 может регулироваться при помощи известных традиционных устройств, например, при помощи стопорного стержня или форсунки со скользящим затвором.
На фиг. 2 и 3 показана конструкция устройства, которое несколько изменено по сравнению с показанной на фиг. 1. Емкость заменена поворотной трубой 17 такого типа, который описан в WO 93/01015. Уровень расплавленного металла в трубе 17 поддерживается постоянным при помощи не показанного регулятора, который регулирует подачу расплавленного металла к трубе 17. Труба 17 содержит выпуск 18 в виде щели, а вытекающий из трубы поток может регулироваться за счет поворота трубы 17, так как такой поворот изменяет статическое давление, которое вынуждает поток вытекать через щель 18. Промежуточное разливочное устройство 14 содержит две фиксированные стенки 20, 21, которые замедляют поток в промежуточном разливочном устройстве и делают поток ламинарным, прежде чем он достигнет отверстий 22. Бесконечная лента 11 охлаждается при помощи большого числа охлаждающих форсунок 23, которые направляют водяные струи на нижнюю сторону ленты 11, так что расплавленный металл затвердевает на медной ленте с образованием литой непрерывной полосы.
Так как бесконечная лента 11 быстро перемещается, когда вертикальные и параллельные струи 30 из отверстий 22 промежуточного разливочного устройства встречаются с лентой 11, и расплавленный металл не смачивает ленту, то расплавленный металл не растекается назад по ленте и поэтому задний подпор и задняя стенка не нужны. Расплавленный металл должен образовывать на ленте 11 ровный слой, поэтому расстояние между струями 30 не должно быть слишком большим. Отсутствует контакт между промежуточным разливочным устройством/распределителем 14 и лентой 11 и боковыми стенками 12, 13, что является особенно благоприятным в случае завершения разливки или неправильной разливки, так как расплавленный металл не может застыть в устройстве и препятствовать его новому запуску. Струи расплавленного металла показаны вертикальными, но они могут быть также и наклонными. В устройстве может быть быстро и просто осуществлена замена одного промежуточного разливочного устройства/распределителя 14 на другое в случае изменения ширины литой полосы или изменения процесса разливки, когда необходимы другие отверстия или другое число отверстий, так как промежуточное разливочное устройство не подключено ни к бесконечной ленте 11, ни к емкости 16 или 17. Число отверстий и их размер должны изменяться в зависимости от ширины полосы, скорости ленты, вязкости расплавленного металла и желательной толщины полосы.
Можно видеть, что боковые стенки 12,13 выполнены наклоненными внутрь. На фиг. 1 показана стальная полоса 29, которая разлита при помощи описанного устройства. По причине наклона внутрь боковых стенок поверхность металла горизонтальна вдоль линий, где встречаются твердое тело (стенки), расплавленный металл и газ (аргон). Если бы поверхности стенок были вертикальными, то указанная поверхность имела бы наклон вниз на краях, так как расплавленный металл не смачивает боковые стенки. Наклонные стенки в сочетании с подачей расплавленного металла в виде отдельных струй делают верхнюю поверхность полосы очень ровной. Также возможно производить разливку более тонких полос, когда указанным образом создается противодействие влиянию поверхностного натяжения. Для получения плоской поверхности расплавленного металла наклон боковых стенок 12, 13 должен быть выбран таким образом, чтобы он совпадал с углом смачивания.
Следует иметь в виду, что приведенные чертежи являются схематичными и фрагментарными. Например, не показана крышка. Такая крышка, удерживающая защитную атмосферу, например аргон, защищает от окисления свободные струи расплавленного металла и открытую поверхность расплавленного металла на ленте.
Устройство для разливки полосы в соответствии с настоящим изобретением может иметь различные размеры и может быть предназначено для разливки различных металлов и сплавов. Оно годится, например, для разливки углеродистой стали в полосу толщиной до 6 мм или меньше, с шириной полос до 2 метров или больше.


Изобретение относится к металлургии. Жидкий металл подают на охлаждаемую бесконечную ленту конвейера. Боковые стенки ограничивают ширину металла на ленте. Стороны боковой ленты, обращенные внутрь, выполняют наклонными. Наклон стенок соответствует углу их смачивания с образованием плоской поверхности расплавленного металла. Изобретение позволяет получать более тонкую полосу и увеличить производительность. 2 с. и 3 з.п. ф-лы, 4 ил.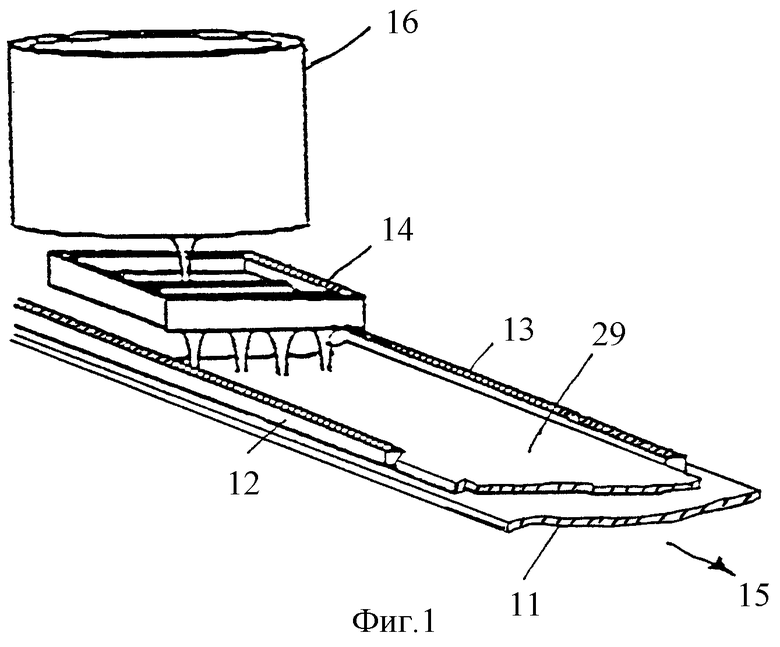
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| JP 05329586 А 14.12.1993 | |||
| JP 60255241 А 16.12.1985 | |||
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА НА ДВИЖУЩУЮСЯ КОНВЕЙЕРНУЮ ЛЕНТУ | 1947 |
|
SU80096A1 |
| JP 6326245 А 03.02.1988. | |||

