Область техники, к которой относится изобретение
Изобретение относится к технологической установке для повышения качества зубчатого колеса, с помощью которой можно эффективно и экономично изготовлять зубчатое колесо высокого качества посредством последовательного выполнения дробеструйного упрочнения и галтовки после формирования зубьев зубофрезерованием, шевингования или прокатки и поверхностного упрочнения, такого как тепловая обработка, цементация или нитрирование, для повышения усталостной прочности на изгиб ножки зуба, поверхностной стойкости и абразивостойкости, с увеличением тем самым допустимой нагрузки.
Данное изобретение можно применять к любому из различных зубчатых колес, изготавливаемых обычным способом (например, прямозубому цилиндрическому зубчатому колесу, косозубому цилиндрическому зубчатому колесу, сдвоенному косозубому цилиндрическому зубчатому колесу, винтовому косозубому цилиндрическому зубчатому колесу, червячному колесу и т.п.), а также можно применять не только для обычной эвольвентной формы, но и для произвольных форм зубьев (например, циклоидной кривой, трохоидальной кривой, круговой арки и т.п.).
Уровень техники
Обычные основные последовательности операций изготовления стального зубчатого колеса, которое можно подвергать поверхностному упрочнению, такому как упрочнение цементацией, включают три типа операций, приведенных ниже. При этом здесь опускается дробеструйная очистка для целей удаления окалины или удаления заусенцев после поверхностного упрочнения или шлифование центрального отверстия для установки зубчатого колеса на вал.
(1) Зубофрезерование ---> поверхностное упрочнение
(2) Зубофрезерование ---> шевингование или накатка ---> поверхностное упрочнение
(3) Зубофрезерование ---> поверхностное упрочнение ---> шлифование поверхности зубьев
Последовательность (1) операций, в которой поверхность зуба доводят только зубофрезерованием, используют при изготовлении относительно большого зубчатого колеса, например гидротехнического затвора. Последовательность (2) операций используют при изготовлении зубчатого колеса малого и среднего размера, которое используют обычно в автомобильной трансмиссии. Последовательность (3) операций используют при изготовлении зубчатого колеса для применения в трансмиссиях престижных автомобилей или в коробках передач для общего промышленного машиностроения.
В настоящее время после последовательностей (2) или (3) операций может дополнительно выполняться дробеструйное упрочнение для повышения усталостной прочности на изгиб ножки зуба зубчатого колеса. Однако, если ножку зуба подвергают дробеструйному упрочнению, то поверхность зуба для передачи нагрузки становится шершавой, что приводит к проблемам с точки зрения поверхностной стойкости.
Изобретателем данного изобретения было установлено, что галтовка после дробеструйного упрочнения может значительно повысить поверхностную стойкость. С учетом этого открытия изобретатель предлагает следующие последовательности операций:
(4) Зубофрезерование ---> шевингование или накатка ---> поверхностное упрочнение ---> дробеструйное упрочнение ---> галтовка
(5) Зубофрезерование ---> поверхностное упрочнение ---> шлифование поверхности зубьев ---> дробеструйное упрочнение ---> галтовка
Однако в последовательности (4) операций дробеструйное упрочнение и галтовка обычно выполняют независимо друг от друга, что приводит к проблемам с повышением эффективности изготовления. Более того, в последовательности (5) операций также выполняют шлифование поверхности зубьев, дробеструйное упрочнение и галтовку обычно независимо друг от друга, что приводит к проблемам с повышением эффективности изготовления. Кроме того, как устройство для дробеструйного упрочнения, так и устройство для галтовки могут загрязнять окружающую среду, что приводит к проблемам с увеличением затрат для очистки производственной среды с помощью устройств для собирания пыли или т.п.
Сущность изобретения
Данное изобретение является результатом попытки решить указанные выше проблемы, присущие уровню техники. Задачей данного изобретения является объединение операций дробеструйного упрочнения и галтовки в одной установке для последовательного выполнения операций с обеспечением тем самым эффективности производства. Кроме того, другой задачей данного изобретения является включение шлифования поверхности зубьев в ту же одну установку для достижения более эффективного производства. Дополнительно к этому другой задачей изобретения является уменьшение стоимости очистки производственной среды. Кроме того, еще одной задачей данного изобретения является создание устройства для галтовки, которое можно использовать в установке.
Согласно данному изобретению, предлагается технологическая установка для повышения качества зубчатого колеса, в которой могут быть преимущественно решены указанные выше проблемы. Технологическая установка для повышения качества зубчатого колеса согласно данному изобретению содержит: устройство дробеструйного упрочнения зубчатого колеса после формирования зубьев и поверхностного упрочнения; устройство, расположенное смежно с устройством дробеструйного упрочнения, для галтовки зубчатого колеса, которое было подвергнуто дробеструйному упрочнению; и устройство для подачи зубчатого колеса, расположенное смежно с устройством дробеструйного упрочнения и устройством для галтовки, предназначенным для подачи в устройство для галтовки зубчатого колеса, которое было подвергнуто дробеструйному упрочнению.
В этой установке когда зубчатое колесо после формирования зубьев и поверхностного упрочнения подается в устройство дробеструйного упрочнения, устройство дробеструйного упрочнения подвергает поданное зубчатое колесо дробеструйному упрочнению для повышения усталостной прочности на изгиб ножки зуба зубчатого колеса. После этого устройство подачи зубчатого колеса, распложенное смежно как с устройством дробеструйного упрочнения, так и с устройством для галтовки, подает зубчатое колесо, которое было подвергнуто дробеструйному упрочнению в устройстве дробеструйного упрочнения, в устройство, в котором подвергают галтовке поданное зубчатое колесо.
Следовательно, согласно изобретению, операции дробеструйного упрочнения и галтовки включены в одну и ту же установку для последовательного выполнения, так что можно эффективно изготовлять зубчатое колесо высокого качества. Кроме того, поскольку как устройство дробеструйного упрочнения, так и устройство для галтовки, каждое из которых могут относительно легко приводить к загрязнению окружающей среды, интегрированы друг с другом, то количество очищающих средств, таких как устройство для сбора пыли, может быть уменьшено, что обеспечивает очистку производственной среды с меньшими затратами.
В технологической установке для повышения качества зубчатого колеса согласно данному изобретению, устройство подачи зубчатого колеса может подавать зубчатое колесо в устройство дробеструйного упрочнения и может отводить зубчатое колесо из устройства для галтовки. В этой установке зубчатое колесо можно автоматически подавать в установку и отводить из установки, обеспечивая тем самым эффективное изготовление зубчатого колеса высокого качества.
Кроме того, в технологической установке для повышения качества зубчатого колеса согласно данному изобретению устройство дробеструйного упрочнения и устройство для галтовки могут быть расположены горизонтально относительно друг друга. В этой системе расстояние подачи зубчатого колеса может быть уменьшено, что приводит к упрощению конструкции устройства для подачи зубчатого колеса.
В то же время в технологической установке для повышения качества зубчатого колеса согласно данному изобретению устройство дробеструйного упрочнения и устройство для галтовки могут быть расположены вертикально относительно друг друга. В этой системе можно уменьшить производственную площадь, занимаемую установкой, что обеспечивает повышение эффективности использования пространства установкой для производства зубчатых колес.
Более того, технологическая установка для повышения качества зубчатого колеса согласно данному изобретению может дополнительно содержать: шлифовальное устройство, расположенное смежно с устройством дробеструйного упрочнения, для шлифования поверхности зубьев зубчатого колеса; и второе устройство подачи зубчатого колеса, расположенное смежно с шлифовальным устройством и устройством для галтовки, для подачи в устройство дробеструйного упрочнения зубчатого колеса, поверхность зубьев которого была отшлифована в шлифовальном устройстве. В этой установке шлифование поверхности зубчатого колеса перед дробеструйным упрочнением может быть включено в одну и ту же установку для последовательного выполнения, что обеспечивает эффективное производство зубчатых колес высокого качества.
Дополнительно к этому в технологической установке для повышения качества зубчатого колеса согласно данному изобретению устройство для галтовки может быть поворотного типа, которое поворачивает барабан и вращает зубчатое колесо внутри барабана, при этом устройство для галтовки содержит: средство для подачи рабочей среды для последовательной подачи различных типов рабочей среды в барабан; и средство для отвода рабочей среды из барабана, с помощью которой зубчатое колесо подвергают обработке при галтовке. В этой установке барабан поворачивается и зубчатое колесо вращается внутри барабана для галтовки. Средство для подачи рабочей среды последовательно подает различные типы рабочей среды (абразивных материалов) в барабан. В это же время средство для отвода рабочей среды отводит рабочую среду из барабана после галтовки зубчатого колеса. Следовательно, в этой установке галтовка может выполняться различными способами, что обеспечивает эффективное производство зубчатых колес высокого качества.
Устройство для галтовки согласно данному изобретению, которое можно использовать в описанной выше установке, является устройством поворотного типа, которое поворачивает барабан и вращает обрабатываемую деталь внутри барабана, при этом устройство для галтовки содержит: средство для подачи рабочей среды, предназначенной для последовательной подачи различных типов рабочей среды в барабан; и средство для отвода рабочей среды из барабана, с помощью которой обрабатываемую деталь подвергают обработке при галтовке. В этом устройстве для галтовки барабан поворачивается и обрабатываемая деталь, такая как зубчатое колесо, вращается внутри устройства для галтовки. Средство для подачи рабочей среды последовательно подает в барабан различные типы рабочей среды. В то же время средство для отвода рабочей среды отводит рабочую среду из барабана после галтовки обрабатываемой детали. Следовательно, устройство для галтовки можно использовать в описанной выше установке, так что галтовка зубчатого колеса может выполняться различными способами. Кроме того, устройство для галтовки можно использовать для других обрабатываемых деталей, кроме зубчатого колеса, так что галтовку обрабатываемой детали можно выполнять различными способами.
Устройство для галтовки согласно данному изобретению предназначено для работы с двумя типами рабочей среды: абразивный материал для предварительной обработки и абразивный материал для финишной обработки, который имеет абразивное зерно более мелкое, чем абразивный материал для предварительной обработки. В этом устройстве для галтовки предварительная обработка и финишная обработка могут последовательно выполняться при галтовке, что обеспечивает выполнение галтовки в короткий промежуток времени.
В то же время устройство для галтовки согласно данному изобретению предназначено для работы с двумя типами рабочей среды: абразивный материал для галтовки мелких частей обрабатываемой детали и абразивный материал для периферийных частей, который крупнее, чем абразивный материал для мелких частей. В этом устройстве время для галтовки мелких частей и периферийных частей обрабатываемой детали можно задавать независимо друг от друга, выполняя тем самым заданную галтовку, подходящую для мелких частей и периферийных частей обрабатываемой детали.
Краткое описание чертежей:
фиг. 1A представляет вертикальный поперечный разрез схематической конфигурации первого предпочтительного варианта выполнения технологической установки для повышения качества зубчатого колеса согласно данному изобретению;
фиг. 1B - вид сверху схематической конфигурации установки первого предпочтительного варианта выполнения;
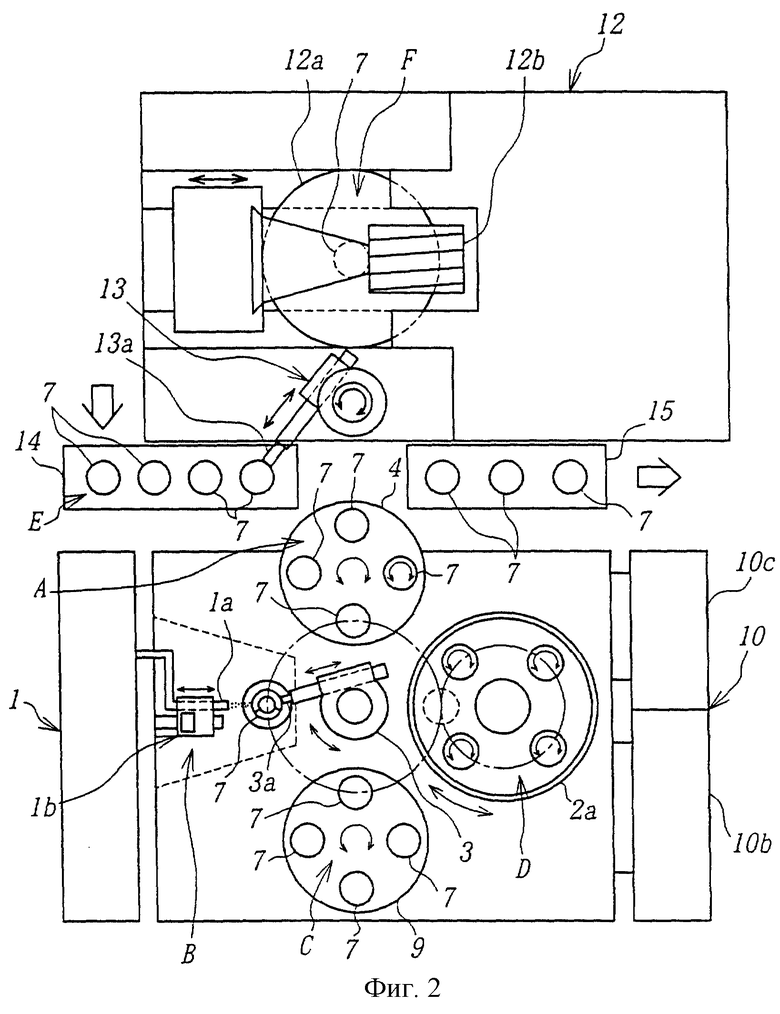
фиг. 2 - вид сверху схематической конфигурации второго предпочтительного варианта выполнения технологической установки для повышения качества зубчатого колеса согласно данному изобретению;
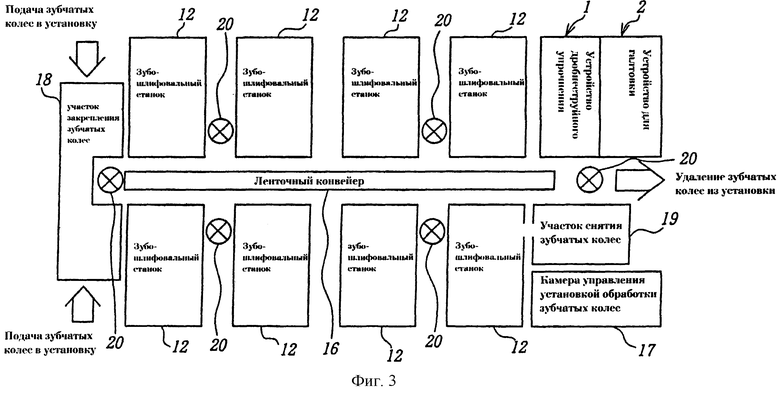
фиг. 3 - вид сверху схематической конфигурации третьего предпочтительного варианта выполнения технологической установки для повышения качества зубчатого колеса согласно данному изобретению;
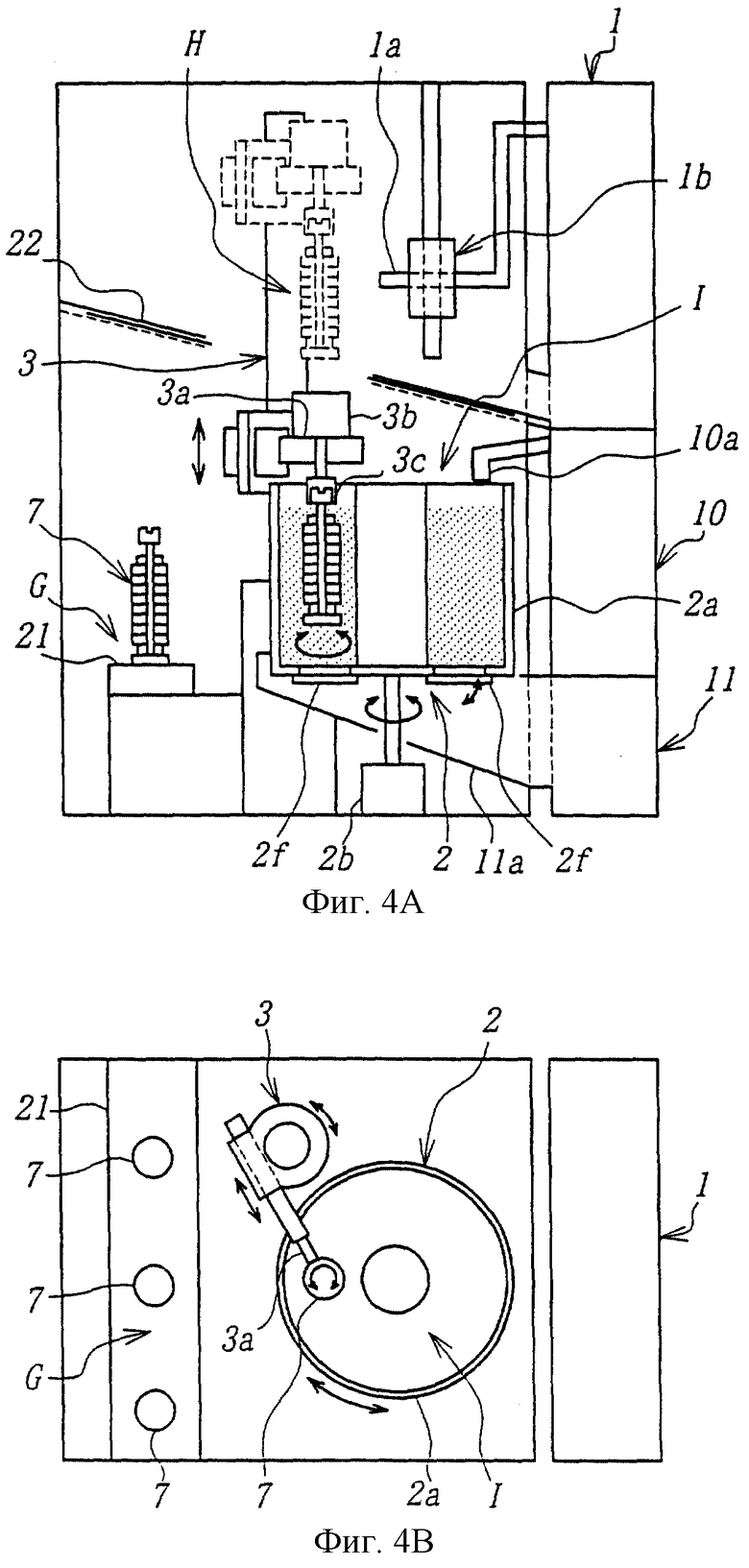
фиг. 4A - вертикальный поперечный разрез схематической конфигурации четвертого предпочтительного варианта выполнения технологической установки для повышения качества зубчатого колеса согласно данному изобретению;
фиг. 4B - вид сверху схематической конфигурации установки четвертого предпочтительного варианта выполнения.
Подробное описание предпочтительных вариантов выполнения
Ниже приводится описание предпочтительных вариантов выполнения изобретения со ссылками на прилагаемые чертежи
Первый вариант выполнения
На фиг. 1 A показан вид в вертикальном поперечном разрезе схематической конфигурации первого предпочтительного варианта выполнения технологической установки для повышения качества зубчатого колеса согласно данному изобретению; а на фиг. 1B показан вид сверху схематической конфигурации установки первого предпочтительного варианта выполнения. Эта установка в первом варианте выполнения содержит устройство 1 дробеструйного упрочнения; устройство 2 для галтовки поворотного типа, установленного горизонтально смежно с устройством 1 дробеструйного упрочнения; и работающий в полярной системе координат промышленный робот 3, служащий в качестве устройства подачи зубчатых колес, расположенный смежно с устройством 1 дробеструйного упрочнения и устройством 2 для галтовки и между ними.
Относительно зубчатого колеса, имеющего модуль, равный 3, число зубьев, равное 30, и ширину зубчатого колеса, равную 20 мм, обычно требуется от 30 с до нескольких минут для дробеструйного упрочнения и от нескольких минут до 60 мин для галтовки. С учетом этого времени, необходимого для обработки, установка в этом варианте выполнения снабжена четырьмя секциями A, B, C и D вокруг работающего в полярных координатах робота 3, имеющего рычаг 3a, выполненный с возможностью удлинения, сокращения, подъема, опускания и вращения.
В секции A расположен поддон 4 типа поворотного стола, неизображенное чистящее устройство и неизображенный экран открывающего/закрывающего типа для закрывания поддона 4. В секции B предусмотрены дробовое сопло 1a, механизм 1b перемещения сопла для подъема, опускания, перемещения вперед, перемещения назад, отклонения и качания дробового сопла 1a, стол 1c для съемного крепления блока 7 обрабатываемых деталей, состоящего из одного или нескольких зубчатых колес 5, и оправка 6 для съемного крепления зубчатого колеса 5 в положении, при котором центральная ось зубчатого колеса проходит вертикально, электродвигатель 1d для вращения стола 1c для устройства 1 дробеструйного упрочнения; и экран 8 открывающего/закрывающего типа для их закрывания.
В секции C установлен другой поддон 9 типа поворотного стола, идентичный с поддоном в секции A. В секции D предусмотрены в устройстве 2 для галтовки барабан 2a, электродвигатель 2b для поворота барабана 2a, электродвигатели 2c для вращения блоков 7 обрабатываемых деталей в четырех точках в окружном направлении внутри барабана 2a, зажимные патроны 2d для разъемного соединения блоков 7 обрабатываемых деталей с соответствующими электродвигателями 2c, и механизм 2e подъема/опускания обрабатываемых деталей для подъема/опускания электродвигателей 2c для подъема/опускания блоков 7 обрабатываемых деталей относительно барабана 2a; неизображенный механизм для открывания/закрывания нижних заслонок 2f барабана 2a; трубопровод 10a для подачи рабочей среды и трубопровод 11a для отвода рабочей среды, проходящие соответственно от устройства 10 подачи рабочей среды и резервуара 11 для отвода рабочей среды, расположенных смежно с секцией D; и неизображенный механизм для подачи химического соединения в барабан 2a вместе с водой.
Устройство 10 подачи рабочей среды имеет резервуар 10b для хранения абразивного материала для предварительной обработки (абразивный камень), который получают посредством затвердевания относительно грубых абразивных зерен, и резервуар 10c для хранения абразивного материала для финишной обработки, который получают путем затвердевания абразивных зерен, более мелких, чем зерно абразивного средства для предварительной обработки. Трубопровод 10a подачи рабочей среды по выбору подает описанные выше два типа рабочей среды из двух резервуаров 10b и 10c в барабан 2a.
В этой установке зубчатое колесо 5 подвергают дробеструйному упрочнению и галтовке в следующей последовательности операций:
(1) Сперва одно или несколько зубчатых колес 5, в которых с высокой точностью выполнена форма зубьев, включая поверхность зубьев, с помощью зубофрезерования и шевингования или накатки, с последующим поверхностным упрочнением, таким как тепловая обработка, закрепляют в оправке 6, образуя таким образом каждый из блоков 7 обрабатываемых деталей. Блок 7 обрабатываемых деталей автоматически или вручную подают в секцию A для размещения на поддоне 4.
(2) Затем вращают поддон 4, так что блок 7 обрабатываемых деталей перемещается в зону досягаемости рычага 3a робота 3. Робот 3 перемещает блок 7 обрабатываемых деталей из секции A в секцию B с помощью рычага 3a и устанавливает на стол 1c обрабатываемых деталей устройства 1 дробеструйного упрочнения. Таким образом, блок 7 обрабатываемых деталей закрепляется на столе 1c обрабатываемых деталей.
(3) Затем в секции B зубчатые колеса 5 в блоке 7 обрабатываемых деталей подвергают дробеструйному упрочнению в течение заданного времени. В то время как дробовое сопло 1a поднимают, опускают, перемещают вперед, назад, отклоняют или качают с помощью механизма 1b перемещения сопла, дробовые шарики направляются из дробового сопла 1a на зубчатые колеса 5. В то же время блок 7 обрабатываемых деталей вращают вперед или назад относительно заданного направления вращения с помощью стола 1c обрабатываемых деталей электродвигателем 1d, так что шарики дроби могут равномерно соударяться с обеими поверхностями зубчатого колеса 5. Во время дробеструйного упрочнения экран 8 закрыт для предотвращения разлета дроби из секции B.
(4) После этого робот 3 с помощью рычага 3a помещает блок 7 обрабатываемых деталей на поддон 9 в секции C. Блок 7 обрабатываемых деталей ожидает на поддоне 9 своей очереди для выполнения галтовки.
(5) Затем один или несколько блоков 7 обрабатываемых деталей перемещают последовательно в секцию D с помощью рычага 3а робота 3 и здесь устанавливают над барабаном 2a, из которого перед этим удалили рабочую среду. Блок 7 обрабатываемых деталей удерживается зажимным патроном 2d, поднятым вместе с электродвигателем 2c механизмом 2e подъема/опускания обрабатываемых деталей, и затем опускается внутрь барабана 2a с помощью механизма 2e.
(6) Затем зубчатые колеса 5 в блоке 7 обрабатываемых деталей подвергают галтовке внутри барабана 2a. В этот момент после закрывания нижней заслонки 2f барабана 2a с помощью механизма открывания/закрывания заслонки в барабан 2a подают абразивный материал для предварительной обработки из резервуара 10b для абразивного материала для предварительной обработки через подающий трубопровод 10a, в то время как химическое соединение подают в барабан 2a из механизма подачи химического соединения. Затем барабан 2a поворачивают (вращают) вперед и назад относительно заданного направления вращения с помощью электродвигателя 2b, а затем вращают блок 7 обрабатываемых деталей в противоположном направлении относительно направления вращения барабана 2a в четырех точках по периферии барабана 2a с помощью электродвигателей 2c. Таким образом, обе поверхности зубьев зубчатого колеса 5 подвергаются грубой галтовке с помощью абразивного материала для предварительной обработки и химического соединения. Во время полирования в барабане (галтовки) блок 7 обрабатываемых деталей может, например, выполнять колебательные перемещения в направлении центральной оси с помощью механизма 2e подъема/опускания обрабатываемых деталей.
После окончания грубого полирования в барабане открывают нижние заслонки 2f барабана 2a с помощью механизма открывания/закрывания нижних заслонок, так что абразивный материал для предварительной обработки и химическое соединение из барабана 2a удаляют в резервуар 11 через трубопровод 11a. Затем после закрывания нижних заслонок 2f с помощью механизма открывания/закрывания нижних заслонок в барабан 2a подают абразивный материал для финишной обработки из резервуара 10c для абразивного материала для финишной обработки через трубопровод 10c, а затем подают химическое соединение в барабан 2a из механизма подачи смеси. Так же как в описанной выше операции грубого полирования в барабане, обе поверхности зубьев зубчатого колеса 5 подвергаются финишному полированию в барабане с помощью абразивного материала для финишной обработки и химического соединения. После окончания финишной полировки в барабане открывают нижние заслонки 2f барабана 2a с помощью механизма открывания/закрывания нижних заслонок, так что абразивный материал для финишной обработки и химическое соединение, находящиеся внутри барабана 2a, удаляются в резервуар 11 через трубопровод 11a.
Как во время операции грубого полирования в барабане, так и во время финишного полирования в барабане абразивный материал для другой операции возвращают в резервуар для рабочей среды. В это время последовательно проверяют состояние рабочей среды и химического соединения и затем рабочая среда может быть заменена новой, если это необходимо. Таким образом, устройство 2 для галтовки очень пригодно для последовательной обработки зубчатых колес 5 в больших и средних количествах.
(7) После этого блок 7 обрабатываемых деталей поднимают из барабана 2a с помощью механизма 2e подъема/опускания обрабатываемых деталей и перемещают на поддон 4 в секции A с помощью рычага 3a робота 3. В секции A после закрывания экрана 8 блок 7 обрабатываемых деталей обрабатывают струями воздуха и очищающего растворителя для смывания используемой при обработке жидкой смеси химического соединения с водой, а затем при необходимости распыляют антикоррозионное средство.
(8) После этого открывают экран и извлекают из секции A блок 7 обрабатываемых деталей автоматически или вручную.
Таким образом, в той установке в первом варианте выполнения, поскольку дробеструйное упрочнение и галтовку выполняют в одной и той же установке, можно эффективно производить зубчатые колеса высокого качества. Кроме того, поскольку устройство дробеструйного упрочнения и устройство для галтовки, которые оба могут вызывать загрязнение окружающей среды, интегрированы друг с другом, возможно сократить число очищающих средств, таких как устройство для сбора пыли, обеспечивая тем самым недорогую очистку производственной среды.
Более того, в установке в первом варианте выполнения, поскольку робот 3 автоматически подает зубчатые колеса 5 в устройство дробеструйного упрочнения и забирает зубчатые колеса из устройства 2 для галтовки, можно эффективно изготовлять зубчатые колеса высокого качества.
Дополнительно к этому в установке в первом варианте выполнения, поскольку устройство 1 дробеструйного упрочнения и устройство 2 для галтовки установлены рядом друг с другом, возможно уменьшить расстояние подачи зубчатых колес, что позволяет упростить конструкцию робота 3.
Второй вариант выполнения
На фиг. 2 показан вид сверху схематической конфигурации установки для обработки зубчатых колес в качестве второго предпочтительного варианта выполнения технологической установки для повышения качества зубчатых колес согласно данному изобретению. Установка в этом варианте выполнения содержит устройство 1 дробеструйного упрочнения; устройство 2 для галтовки поворотного типа, установленное горизонтально смежно с устройством 1 дробеструйного упрочнения; и работающий в полярной системе координат промышленный робот 3, служащий в качестве устройства подачи зубчатых колес, расположенный смежно с устройством 1 дробеструйного упрочнения и устройством 2 для галтовки и между ними. Установка в этом варианте выполнения дополнительно содержит: зубошлифовальный станок 12 с числовым программным управлением в виде шлифовального устройства, расположенного смежно с устройством 1 дробеструйного упрочнения; второй робот 13, имеющий ту же конструкцию, что и робот 3, служащий в качестве второго устройства для подачи зубчатых колес, расположенный вблизи устройства 1 дробеструйного упрочнения и зубошлифовального станка 12; и пару ленточных конвейеров 14 и 15 для транспортировки блоков 7 обрабатываемых деталей в установку и из нее. Конфигурация и расположение устройства 1 дробеструйного упрочнения, устройства 2 для галтовки и робота 3 идентичны первому варианту выполнения, описанному выше, и поэтому здесь не приводится их детальное описание.
Установка во втором варианте выполнения дополнительно к секциям A, B, C и D включает в себя секцию E, в которой расположены ленточные конвейеры 14 и 15, и секцию F, в которой расположен стол 12a для обрабатываемых деталей зубошлифовального станка 12.
В установке в этом варианте выполнения зубчатое колесо 5 подвергают дробеструйному упрочнению и полированию в барабане со следующей последовательностью операций:
(1) Сперва одно или несколько зубчатых колес 5, в которых с определенной степенью точности выполнена форма зубьев с помощью зубофрезерования или т.п. , с последующим поверхностным упрочнением, таким как тепловая обработка, закрепляют в оправке 6, образуя таким образом каждый из блоков 7 обрабатываемых деталей. Блок 7 обрабатываемых деталей автоматически или вручную подают в секцию E для размещения на ленточном конвейере 14.
(2) Затем приводят в действие ленточный конвейер 14, так что установленные на ленточном конвейере 14 блоки 7 обрабатываемых деталей один за другим перемещаются в зону досягаемости рычага 13a робота 13. Робот 13 перемещает блок 7 обрабатываемых деталей из секции E в секцию F с помощью рычага 13a и помещает его на столе 12a для обрабатываемых деталей зубошлифовального станка 12. Затем блок 7 обрабатываемых деталей закрепляют на столе 12a. Поверхность зубьев зубчатого колеса 5 в блоке 7 обрабатываемых деталей шлифуют шлифовальным кругом 12b зубошлифовального станка 12. После окончания шлифования блок 7 обрабатываемых деталей перемещают из секции F в секцию A с помощью рычага 13a робота 13, и затем помещают на поддон 4.
Последующие операции идентичны операциям в первом варианте выполнения:
(4) Блок 7 обрабатываемых деталей перемещают в секцию B с помощью рычага 3a робота 3.
(5) Затем обе поверхности зубьев зубчатого колеса 5 в блоке 7 обрабатываемых деталей подвергают дробеструйному упрочнению с помощью устройства 1 дробеструйного упрочнения.
(6) Блок 7 обрабатываемых деталей подают на поддон 9 в секции C с помощью рычага 3a робота 3, где он дожидается своей очереди для галтовки.
(7) Блок 7 обрабатываемых деталей перемещают к барабану 2a в секции D с помощью рычага 3a робота 3.
(8) Обе поверхности зубьев зубчатого колеса 5 в блоке 7 обрабатываемых деталей подвергают галтовке с помощью устройства 2 для галтовки.
(9) Блок 7 обрабатываемых деталей подают в секцию A с помощью рычага 3a робота 3, в которой зубчатое колесо 5 очищают. При необходимости на зубчатое колесо 5 может быть напылено антикоррозийное средство.
(10) После этого блок 7 обрабатываемых деталей перемещают с поддона 4 в секции A на ленточный конвейер 15 в секции E с помощью рычага 3a робота 3. Приводят в действие ленточный конвейер 15 для последовательной транспортировки блоков 7 обрабатываемых деталей, установленных на него. Наконец, блоки 7 обрабатываемых деталей, установленные на ленточном конвейере 15, автоматически или вручную перемещают из секции E.
Таким образом, установка во втором варианте выполнения может выполнять те же функции и действия, что и в описанном выше первом варианте выполнения. Дополнительно к этому, поскольку шлифование поверхности зубьев перед дробеструйным упрочнением можно последовательно выполнять в одной и той же установке, обеспечивается более эффективное изготовление зубчатых колес высокого качества.
Третий вариант выполнения
На фиг. 3 показан вид сверху схематической конфигурации установки для обработки зубчатых колес в качестве третьего предпочтительного варианта выполнения технологической установки для повышения качества зубчатых колес согласно данному изобретению. Установка в этом варианте выполнения содержит дополнительно к одной или нескольким установкам (на фиг. 3 показана одна), имеющим ту же конфигурацию, что и в первом варианте выполнения, несколько (на фиг. 3 восемь) зубошлифовальных станков 12 с ЧПУ; ленточный конвейер 16 для соединения зубошлифовальных станков 12 с устройством 1 дробеструйного упрочнения; камеру 17 управления установкой обработки зубчатых колес, имеющую обычный компьютер для управления операциями всей установки для выполнения обработки с учетом очередности выполнения операций или прерываний обработки зубчатых колес для повышения производительности; участок 18 крепления зубчатых колес, на котором зубчатые колеса 5 закрепляют в оправке 6 с образованием блока 7 обрабатываемых деталей; участок 19 снятия зубчатых колес, на котором зубчатые колеса 5 снимают с оправки 6; и несколько промышленных роботов 20, например, работающих в полярной системе координат роботов, для подачи блоков 7 обрабатываемых деталей.
В системе в третьем варианте выполнения операции шлифования поверхности зубьев, дробеструйного упрочнения и галтовки можно выполнять последовательно в отношении каждого блока 7 обрабатываемых деталей и операции могут выполняться с управлением с помощью компьютера. Таким образом, условия выполнения операций (время обработки, условия обработки, положение и т.п.) можно задавать произвольно, так что можно контролировать ход обработки, чрезмерные нагрузки, ошибки обработки, перерывы в обслуживании и т.п. во время операций. Установку зубчатых колес 5 на оправку 6 и снятие их с нее можно осуществлять автоматически с помощью промышленных роботов 20.
Четвертый вариант выполнения
На фиг. 4A показан вид в вертикальном разрезе схематической конфигурации четвертого предпочтительного варианта выполнения технологической установки для повышения качества зубчатых колес согласно данному изобретению; и на фиг. 4B показан вид сверху схематической конфигурации четвертого предпочтительного варианта выполнения установки. Установка в четвертом варианте выполнения содержит: устройство 1 дробеструйного упрочнения; устройство 2 для галтовки вращательного типа, установленное по вертикали смежно с устройством 1 дробеструйного упрочнения; и работающий в полярных координатах промышленный робот 3 в качестве устройства подачи зубчатых колес, установленный между устройством 1 дробеструйного упрочнения и устройством 2 для галтовки и смежно с ними.
Установка в четвертом варианте выполнения включает в себя три секции G, H и I вблизи робота 3. В секции G установлен ленточный конвейер 21. В секции H дробовое сопло 1a и механизм 1b перемещения сопла для подъема, опускания, перемещения вперед и назад, отклонения и качания дробового сопла 1a устройства 1 дробеструйного упрочнения расположены так же, как в секции B в описанном выше первом варианте выполнения. В секции I барабан 2a устройства 2 для галтовки расположен так же, как в секции D в описанном выше первом варианте выполнения.
В отличие от устройства 2 для галтовки в первом варианте выполнения устройство 2 для галтовки в этом варианте выполнения не снабжено электродвигателем 2c для вращения блока 7 обрабатываемых деталей, зажимным патроном 2d для разъемного соединения блока 7 обрабатываемых деталей с электродвигателем 2c и механизмом 2e для подъема/опускания блока 7 обрабатываемых деталей. Вместо этого в этом варианте выполнения робот 3 содержит на конце рычага 3a электродвигатель 3b для вращения блока 7 обрабатываемых деталей и зажимной патрон 3c для разъемного соединения блока 7 обрабатываемых деталей с электродвигателем 3b. Кроме того, в этом варианте выполнения предусмотрены экраны 22 открывающего/закрывающего типа для отделения секций G и I от секции H.
В установке в этом варианте выполнения дробеструйное упрочнение и галтовку выполняют во время нахождения блока 7 обрабатываемых деталей на конце рычага 3a робота 3 в следующей последовательности:
(1) Сперва ленточный конвейер 21 в секции G транспортирует блок 7 обрабатываемых деталей в заданное положение, затем робот 3 зажимает блок 7 обрабатываемых деталей, находящийся на ленточном конвейере 21, с помощью зажимного патрона 3c, расположенного на конце рычага 3a, и перемещает в секцию H.
(2) Затем при вращении роботом 3 блока 7 обрабатываемых деталей с помощью электродвигателя 3b устройство 1 дробеструйного упрочнения перемещает дробовое сопло, подвергая тем самым зубчатые колеса блока 7 обрабатываемых деталей дробеструйному упрочнению.
(3) После окончания дробеструйного упрочнения открывают экран 22 между секциями H и I, так что робот 3 опускает блок 7 обрабатываемых деталей в барабан 2a устройства 2 для галтовки, расположенного под устройством 1 дробеструйного упрочнения.
(4) Затем так же как в первом варианте выполнения устройство 2 для полирования в барабане производит последовательно грубое и финишное полирование в барабане.
(5) После окончания галтовки робот 3 поднимает блок 7 обрабатываемых деталей в секцию H, в которой блок 7 обрабатываемых деталей обдувают воздухом с высоким давлением из неизображенного сопла, очищая тем самым блок 7. При необходимости на блок 7 напыляют антикоррозионное средство.
(6) После этого робот 3 возвращает блок 7 обрабатываемых деталей в секцию G и помещает его на ленточный конвейер 21, который транспортирует блок 7 наружу.
Таким образом, установка в данном варианте выполнения может выполнять те же функции и действия, что и в описанном выше первом варианте выполнения. Дополнительно к этому, поскольку устройство 1 дробеструйного упрочнения и устройство 2 для галтовки расположены вертикально относительно друг друга, можно уменьшить производственную площадь, занимаемую установкой, тем самым повышая эффективность использования площади на участке изготовления зубчатых колес. В частности, установка в данном варианте выполнения может быть легко включена в работающую в настоящее время линию по производству зубчатых колес для повышения качества изготовляемых зубчатых колес.
Хотя данное изобретение описано и показано применительно к специальным вариантам выполнения, следует понимать, что данное изобретение не ограничивается специальными вариантами выполнения и различными модификациями и изменениями, производимыми без выхода за рамки идеи и объема изобретения.
Например, зубошлифовальный станок может быть без ЧПУ, а устройство подачи зубчатых колес может иметь другую конфигурацию вместо работающего в полярных координатах робота. Кроме того, хотя в описанных выше вариантах выполнения перемещают блок 7 обрабатываемых деталей и подвергают зубчатое колесо дробеструйному упрочнению и галтовке в положении, в котором блок 7 обрабатываемых деталей расположен вертикально (т.е. в положении, в котором центральные оси зубчатых колес проходят вертикально), можно подвергать блок 7 обрабатываемых деталей обработке в последовательности операций при его горизонтальном положении.
Более того, хотя в описанных выше вариантах выполнения используют два типа абразивного материала для грубого и финишного полирования, можно использовать два типа полировального абразивного материала для мелких частей, способного проникать в мелкие части обрабатываемой детали, и абразивный материал для полирования в барабане периферийной части, который крупнее абразивного материала для мелких частей, или же можно селективно использовать последовательно несколько типов рабочей среды в подходящей комбинации для полирования в барабане мелких и периферийных частей.
Установку согласно данному изобретению можно использовать для повышения качества любых зубчатых колес, таких как зубчатое колесо внутреннего зацепления, коническое зубчатое колесо, гипоидное зубчатое колесо и т.п., в дополнение к обычным зубчатым колесам внешнего зацепления. Кроме того, установку согласно данному изобретению можно применять для зубчатых колес, изготовленных из стали, которые подвергали различным способам поверхностного упрочнения, таким как цементация, нитроцементация, нитрирование, сульфонитрирование, индукционная закалка и пламенная закалка, причем зубчатые колеса могут быть изготовлены способами холодной или горячей обработки, такими как прокат, ковка и т.п., как описано выше.
В дополнение к этому установку и устройство для галтовки согласно данному изобретению можно использовать для обработки механических компонентов, например кулачков, пальцев, болтов или тяговых элемент в тяговых приводах, поверхность которых должна быть упрочнена.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для финишной обработки деталей и снятия с них заусенцев (его варианты) | 1987 |
|
SU1838077A3 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
| УСТРОЙСТВО ДЛЯ ГАЛТОВКИ | 2013 |
|
RU2540246C1 |
| СПОСОБ ОБРАБОТКИ НОВЫХ ИЛИ ВОССТАНАВЛИВАЕМЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ТИПА ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2147272C1 |
| УСТРОЙСТВО ДЛЯ ГАЛТОВКИ | 2010 |
|
RU2446933C2 |
| Автоматическая центробежная барабанная машина для финишной обработки | 1987 |
|
SU1799322A3 |
| УСТРОЙСТВО ДЛЯ ГАЛТОВКИ | 2011 |
|
RU2478462C1 |
Изобретение относится к области изготовления зубчатых колес различных типов с зубьями различной формы. Установка для повышения качества зубчатых колес содержит устройство для дробеструйного упрочнения зубчатого колеса после формирования зубьев и поверхностного упрочнения и устройство для галтовки зубчатого колеса, подвергнутого дробеструйному упрочнению, и устройством для подачи зубчатого колеса от дробеструйного устройства к устройству для галтовки. Последнее имеет возможность поворачивания барабана и вращения внутри него зубчатого колеса и снабжено средством подачи рабочей среды, предназначенным для последовательной подачи различных типов рабочей среды в барабан, и средством отвода из барабана рабочей среды, с помощью которой производилась галтовка зубчатого колеса. 2 с. и 7 з.п. ф-лы, 4 ил.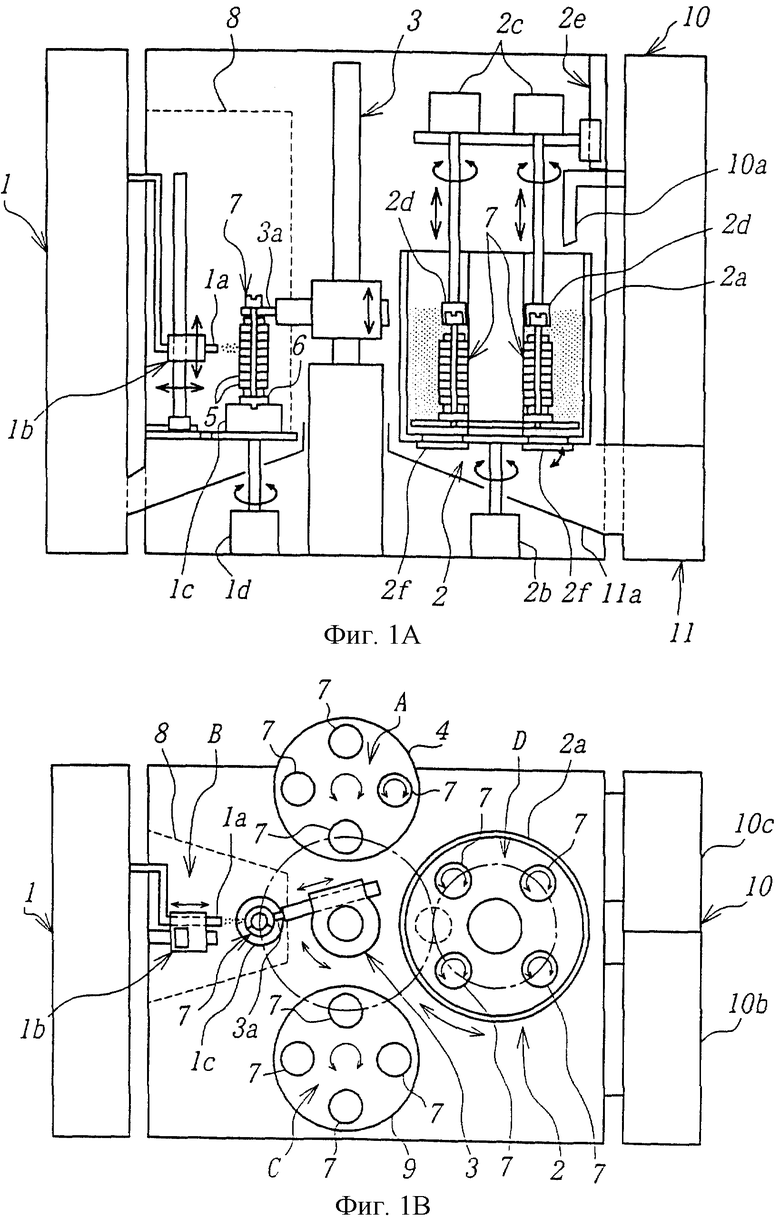
| JP 57061470 А, 13.04.1982 | |||
| Способ обработки поверхностей деталей | 1977 |
|
SU632554A1 |
| Машина для наклепа дробью бандажей железнодорожных колес и зубчатых венцов шестерен | 1949 |
|
SU87165A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОКОНЧАТЕЛЬНОЙ ОБРАБОТКИ ЗУБЬЕВ КОЛЕС | 0 |
|
SU240463A1 |
| Сырьевая смесь для получения алитового портландцементного клинкера | 1978 |
|
SU681010A1 |
| US 5222285, 29.06.1993. | |||

