1
Изобретение относится к технологи обработки шестерен и может быть использовано в различных отраслях машиностроения и приборостроения.
Известны способы обработки поверхностей деталей типа шестерен в рабочей, содержащей шарики, среде, которую помещают во вращающийся контейнер, а детали сообщают реверсивное вращательное движение при относительном осциллирующем движении детали и контейнера l .
В известном способе производительность повышается за счет того, что сложное движение шарикам сообщают вращением обрабатываемой детали.
Цель изобретения - интенсификация процесса обработки путем увеличения количества одновременно обрабать1ваемых шестерен.
Для этого детали в контейнере устанавливают попарно и вращают с разными по величине скоростями, а величину скорости вращения контейнера выбирают между величинами скоростей вращения шестерен, и через каждые 1/8 цикла обработки меняют направление вращения шестерен и контейнера, а также числовые значения вращения шестерен скоростей.
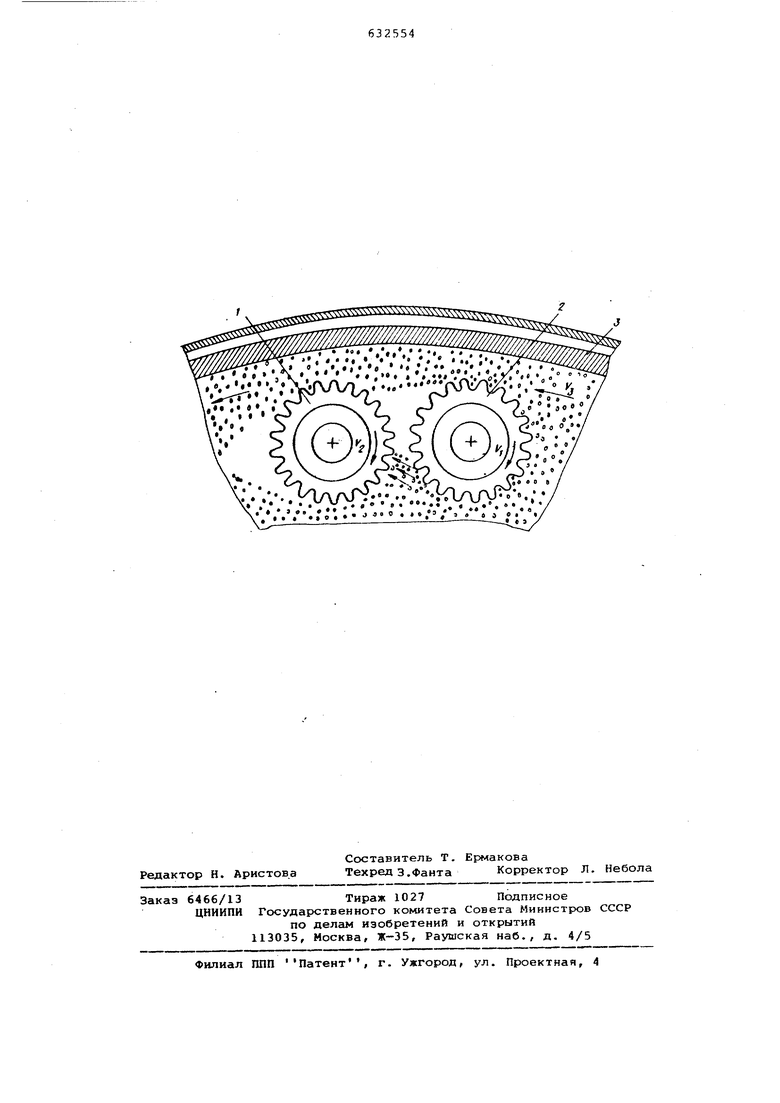
На чертеже показана схема перемещения шестерен, контейнера н шариков.
Обрабатьшаемые шестерни 1 и 2 попарно устанавливают в контейнере 3. Работа может вестись, например, на восьмишпиндельном станке. Параметры процесса определяют из условия равномерной эффективной обработки всей сложной криволинейной рабочей поверхности зуба шестерни.
Размеры шариков выбираются минимальными исходя из того, чтобы их радиус свободно вписывался в поверхность зуба. Для различных шестерен диаметр шарика лежит в пределах до 10 мм. Скорость шарика .ДО.ПЖна быть такой, чтобы она обеспечивала максимальную интенсивность процесса, но при этом не приводила бы к перенаклепу поверхности. Шарики, в зависимости от назначения обработки, могут быть металлическими, стеклянными, фарфоровыми и т.д.
Во время обработки шестерня, ВЕ ащаясь с более вькгокой скоростью, захватывает своими впадинами некоторые объемы шариков, при этом вовлекаются во вращение слои шариков-, примыкающие к этим объемам. В момент прохождения наиболее узкого места с сопряженной шестернью вращающиеся объемы шариков уплотняют и динамически возде Ьтвуют на обрабатываемую поверхность, упрочняя ее. Если в рабочую среду кроме шариков ввести абразивный порошок, то происходит интенсивный съем микронеровностей, скругление острых кромок, удаление заусен цев и т.д. Минимальное расстояние между шестернями небольшого модуля с учетом того, что шарики имеют, например, диаметр 0,5-2 мм, должно быть 4 мм. При меньшем расстоянии шарики могут вдавливаться во впадины шестерен, а динамического воздействия не будет происходить. Максимальное расстояние соответственно равно 15 мм. Чередование встречного,и попутног вращения шестерен, а также изменение величин скоростей для пар шестерен и изменение направления вращения кон тейнера обеспечивают равномерную обработку всей сложной криволинейной поверхности зуба. При этом наибольшая интенсификация процесса достигается при -разнице в 15-20 раз скоростей вращения шестерен и при скорости вращения контейнера, лежащей между скоростями вращения шестерен, т.е. V, V где скорость вращения одно шестерни; Vj - скорость вращения другой шестерни; Vj- скорость вращения контейнера. Вращение контейнера обеспечивает общее перемешивание шариков и постоя ный возврат их в исходное состояние поэтому скорость его вращения должна быть средней по величине между скоростями двух шестерен. Если скорость вращения контейнера будет больше скорости вращения шестерен, то это снизит интенсивность обработки, так как вращение контейне ра придает шарикам определенную общу направленность движения,, которая будет превалировать. Вращение шестерен в этом случае не обеспечит необходим го динамического импульса. Последовательность обработки, например, на восьми шпиидельис стайке следующая: включают вращение и осцилляцию контейнера, включгиот враение шпинделей и опускание головок ними в среду шариков, через 1/8 цика обработки вращения шпинделей преращают, происходит переключение реерса шпинделей, затем изменяют скоость вращения шпинделей. Формула изобретения Способ обработки поверхностей детаей типа шестерен в рабочей, содержаей шарики, среде, которую помещают о вращающийся контейнер, а детали ообщают реверсивное вращательное движение при относительном осциллирующем вижении деталей и контейиера, отличающийся тем, что, с целью интенсификаиин процесса путем увеличения количества одновременно обрабатываемых шестерен, последние устанавливают попарно и вращают с разными по величине скоростями, а величину скорости вращения контейнера выбирают между величинами скоростей вращения шестерен.2.Способ по П.1, отлича ющ и и с я тем/ что, скорость одной шестерни устанавливают в 15-20 раз больше другой. 3.Способ по п.1, отличающийся тем, что, с целью возможности осуществления динамического воздействия шариков на обрабатываемую поверхность, при использовании шариков диаметром 0,5-2 мм, расстояние между шестернями устанавливают 4-15 мм. 4.Способ по пп.1и2, отличающийся тем, что направление скоростей шестереи и коитёйнера изменяют через каждые 1/8 цикла обработки, изменяя при этом числовые значения скоростей вращения шестерен- сохраняя условие: V. V. V. или V г з V4 , V - скорость вргицеиия одной где шестерни; V - скорость вращения другой шестерни; УЗ - скорость вращения контейнера . Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР № 247074, кл. В 24 С 1/10, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки поверхностей деталей | 1980 |
|
SU876391A2 |
| Способ обработки поверхностей деталей | 1982 |
|
SU1030146A1 |
| СПОСОБ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199417C2 |
| Способ шпиндельной вибрационной обработки | 1981 |
|
SU1076263A1 |
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |
| Устройство для дробления сливной стружки на токарном станке | 1981 |
|
SU986611A1 |
| РЕЗЬБОНАРЕЗНАЯ ГОЛОВКАВССООЮЗМАЯшагЛЮ^'!^Е:г;':^КАйБИБЛИЮ Г?;КА | 1971 |
|
SU302191A1 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| Способ обработки резанием циклоидальных поверхностей | 1985 |
|
SU1337202A1 |
| Устройство для обработки винтовых профилей | 1975 |
|
SU538794A1 |