Предпосылки создания изобретения
Данное изобретение имеет отношение к производственной системе для сборки невулканизированных, или сырых, покрышек для транспортных средств, которая содержит первую установку, имеющую барабан для сборки брокера, привод барабана для сборки брекера и прикатчик, предназначенный для прикатки материала брекера, накладываемого на барабан для сборки брекера, вторую установку, имеющую барабан для сборки каркаса, привод барабана для сборки каркаса и прикатчик, предназначенный для прикатки материала каркаса, накладываемого на барабан для сборки каркаса, третью установку, имеющую формовочный барабан, привод формовочного барабана, опору для формовочного барабана и прикатчик, предназначенный для прикатки материала покрышки, накладываемого на формовочный барабан, установку для подачи слоев брекера, предназначенную для подачи слоев брекера на барабан для сборки брекера, установку для подачи материала каркаса, предназначенную для подачи материала каркаса на барабан для сборки каркаса, первую транспортную направляющую, которая в вертикальном направлении расположена ниже формовочного барабана и барабана для сборки каркаса, установку для фиксации и размещения в заданном положении бортов, которая содержит устройства для размещения бортов, установленные на первой транспортной направляющей с возможностью передвижения для подачи бортов на барабан для сборки каркаса, и устройство для загрузки бортов, первое кольцо для переноса брекера, установленное на первой транспортной направляющей с возможностью передвижения, второе кольцо для переноса каркаса, установленное на первой транспортной направляющей с возможностью передвижения, и установку для съема, предназначенную для снятия сырой покрышки.
Такая производственная система известна, например, из описания Европейского патента ЕР-В1-0.880.436. Несмотря на то, что такая система в отношении типа изготавливаемой покрышки является относительно гибкой и имеет высокую производительность, оказалось, что, в частности, в случае изготовления покрышек, предназначенных для транспортных средств, которые часто используют в условиях бездорожья, известная система является недостаточно гибкой. Упомянутые так называемые покрышки повышенной проходимости, предназначенные для транспортных средств, которые могут использоваться в условиях бездорожья, часто имеют относительно большие размеры и большое количество элементов покрышки, которые у различных покрышек могут отличаться до определенной степени. Из-за наличия упомянутого большого количества различных элементов производственная система для их изготовления является относительно громоздкой, а организация подачи необходимых материалов, в частности подача различных элементов покрышек к упомянутым установкам, представляет собой относительно серьезную проблему.
Сущность изобретения
Среди прочих, одной из целей данного изобретения является создание производственной системы для сборки невулканизированных, или сырых, покрышек, в частности покрышек повышенной проходимости, для транспортных средств, которая является относительно компактной, имеет высокую гибкость при изготовлении покрышек различных типов, и с использованием которой могут быть упрощены организация подачи необходимых материалов и подача различных элементов покрышки, а также достигнута относительно высокая производительность.
Для этого производственная система типа, указанного в преамбуле, в соответствии с настоящим изобретением отличается тем, что дополнительно содержит вторую транспортную направляющую, которая простирается параллельно первой транспортной направляющей на некотором расстоянии от нее и расположена рядом с барабаном для сборки каркаса, и несколько укладчиков, предназначенных для накладывания резинового материала, такого как намотанная на бобину бортовая лента, на барабан для сборки каркаса, при этом укладчики выполнены с возможностью передвижения по второй транспортной направляющей. Благодаря использованию второй транспортной направляющей, с возможностью передвижения по которой выполнены укладчики, предназначенные для накладывания резинового материала, намотанного на бобину, упомянутая производственная система может быть выполнена относительно компактной, и она относительно легко может быть приспособлена для использования различных элементов покрышек при изготовлении сырых покрышек. Вторая транспортная направляющая также упрощает организацию подачи необходимых материалов.
Дополнительное повышение гибкости производства и упрощение организации подачи необходимых материалов может быть достигнуто, если вторая транспортная направляющая с одной стороны простирается за пределы первой транспортной направляющей, и если упомянутая система содержит установку для накладывания предварительно нарезанного резинового материала, причем упомянутая установка содержит несколько подающих транспортеров, предназначенных для подачи предварительно нарезанного резинового материала, и несколько транспортеров для накладывания, предназначенных для приема предварительно нарезанного резинового материала, подаваемого подающими транспортерами, и для накладывания предварительно нарезанного резинового материала на барабан для сборки каркаса, причем транспортеры для накладывания выполнены с возможностью передвижения по второй транспортной направляющей.
Дальнейшее повышение гибкости производства и упрощение организации подачи необходимых материалов может быть достигнуто, если установка для подачи материала каркаса содержит первое устройство и второе устройство, а также третью транспортную направляющую, расположенную между упомянутыми первым устройством и вторым устройством, и транспортер для перемещения, предназначенный для перемещения материала каркаса с упомянутого первого устройства на упомянутое второе устройство, причем упомянутый транспортер для перемещения выполнен с возможностью передвижения по упомянутой третьей транспортной направляющей.
Дальнейшее повышение гибкости производства и упрощение организации подачи необходимых материалов может быть достигнуто, если упомянутое первое устройство содержит несколько расположенных рядом друг с другом узлов, причем каждый узел предназначен для подачи материала каркаса, размещенного на нем.
Дальнейшее повышение гибкости производства и упрощение организации подачи необходимых материалов может быть достигнуто, если установка для подачи слоев брекера содержит вращающуюся карусель, имеющую несколько подающих устройств, предназначенных для подачи резинового материала, намотанного на бобину, режущую установку, имеющую режущее устройство и транспортер режущего устройства, предназначенный для приема резинового материала, подаваемого подающим устройством, а также подающий транспортер, предназначенный для подачи нарезанного резинового материала, подаваемого транспортером режущего устройства, на барабан для сборки брекера.
Кроме того, производительность может быть повышена, если барабан для сборки брекера выполнен с возможностью передвижения в поперечном направлении по отношению к первой транспортной направляющей между позицией, расположенной вблизи упомянутой первой транспортной направляющей и выше ее по вертикали, и позицией, расположенной на некотором расстоянии от упомянутой первой транспортной направляющей.
Краткое описание прилагаемых фигур
Сущность изобретения будет разъяснена при помощи варианта осуществления, показанного на прилагаемой фигуре, на которой схематически показано расположение производственной системы для сборки невулканизированных, или сырых, покрышек для транспортных средств.
Подробное описание прилагаемых фигур
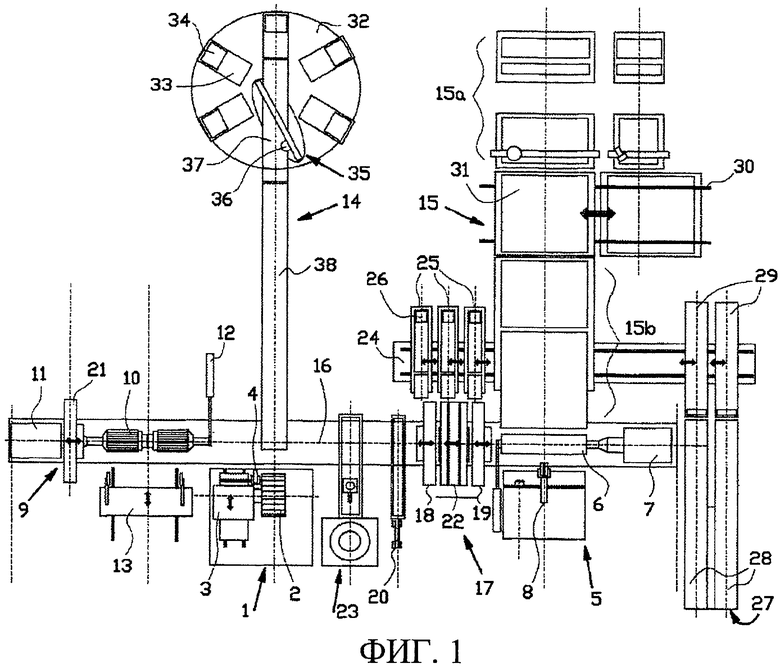
На Фиг.1 схематически показан пример расположения производственной системы для сборки невулканизированных, или сырых, покрышек для транспортных средств. В частности, упомянутая система пригодна для сборки так называемых покрышек повышенной проходимости.
Упомянутая система содержит первую установку 1, имеющую барабан 2 для сборки брекера, привод 3 барабана 2 для сборки брекера и прикатчик 4, предназначенный для прикатки материала брекера, накладываемого на барабан 2 для сборки брекера. Барабан 2 для сборки брекера выполнен с возможностью передвижения в поперечном направлении по отношению к первой транспортной направляющей 16 (подробнее рассмотренной ниже) между позицией, расположенной вблизи упомянутой первой транспортной направляющей 16 и выше ее по вертикали, и позицией, расположенной на некотором расстоянии от упомянутой первой транспортной направляющей 16. Такой барабан для сборки брекера как таковой известен, и поэтому более подробно в этом описании рассматриваться не будет.
Упомянутая система также содержит вторую установку 5, имеющую барабан 6 для сборки каркаса, привод 7 барабана 6 для сборки каркаса и прикатчик 8, предназначенный для прикатки материала каркаса, накладываемого на барабан 6 для сборки каркаса. Такой барабан для сборки каркаса как таковой известен, и поэтому более подробно в этом описании рассматриваться не будет.
Упомянутая система также содержит третью установку 9, имеющую формовочный барабан 10 (также называемый сборочным барабаном), привод 11 формовочного барабана 10, опору 12 для формовочного барабана 10 и прикатчик 13, предназначенный для прикатки материала покрышки, накладываемого на формовочный барабан 10. Такой сборочный барабан как таковой известен, и поэтому более подробно в этом описании рассматриваться не будет.
Кроме того, упомянутая система содержит установку 14 для подачи слоев брекера, предназначенную для подачи слоев брекера на барабан 2 для сборки брекера, и установку 15 для подачи материала каркаса, предназначенную для подачи материала каркаса на барабан 6 для сборки каркаса. Установки для подачи как таковые известны и могут содержать один или несколько транспортеров, таких как ленточные транспортеры, роликовые транспортеры или им подобные.
Первая транспортная направляющая 16 упомянутой системы в вертикальном направлении расположена ниже формовочного барабана 10 и барабана 6 для сборки каркаса.
Кроме того, упомянутая система содержит установку 17 для фиксации и размещения в заданном положении бортов, которая содержит устройства 18, 19 для размещения бортов, установленные на первой транспортной направляющей 16 с возможностью передвижения для подачи бортов на барабан для сборки каркаса, а также устройство 20 для загрузки бортов. Такое устройство для размещения бортов как таковое известно, и поэтому более подробно в этом описании рассматриваться не будет.
Кроме того, упомянутая система содержит первое кольцо 21 для переноса брекера, установленное на первой транспортной направляющей 16 с возможностью передвижения, и второе кольцо 22 для переноса каркаса, установленное на первой транспортной направляющей 16 с возможностью передвижения. Такие кольца для переноса как таковые известны, и поэтому более подробно в этом описании рассматриваться не будут. В соответствии с одним из аспектов данного изобретения устройства 18, 19 для размещения бортов могут быть прикреплены с возможностью снятия к кольцу 22 для переноса каркаса. Таким образом, может быть получено повышение производительности.
Кроме того, упомянутая система содержит установку 23 для съема, предназначенную для снятия готовой сырой покрышки. Такая установка для съема как таковая известна, и поэтому более подробно в этом описании рассматриваться не будет.
Благодаря использованию второй транспортной направляющей 24, которая простирается параллельно первой транспортной направляющей 16 на некотором расстоянии от нее и расположена рядом с барабаном 6 для сборки каркаса, и нескольких укладчиков 25, предназначенных для накладывания резинового материала, такого как намотанная на бобину 26 бортовая лента, на барабан 6 для сборки каркаса, причем упомянутые укладчики установлены на второй транспортной направляющей 24 с возможностью передвижения, значительно повышается гибкость упомянутой системы.
Как показано в варианте осуществления данного изобретения, изображенном на Фиг.1, вторая транспортная направляющая 24 с одной стороны простирается за пределы первой транспортной направляющей 16. С упомянутой стороны упомянутая система содержит установку 27 для накладывания предварительно нарезанного резинового материала.
Упомянутая установка 27 содержит несколько подающих транспортеров 28, предназначенных для подачи предварительно нарезанного резинового материала, а также несколько транспортеров 29 для накладывания, предназначенных для приема предварительно нарезанного резинового материала, подаваемого подающими транспортерами. Транспортеры для накладывания также предназначены для накладывания предварительно нарезанного резинового материала на барабан 6 для сборки каркаса. Эти транспортеры 29 для накладывания также выполнены с возможностью передвижения по второй транспортной направляющей 24. С одной стороны, в результате этого значительно повышается гибкость упомянутой системы, но с другой стороны - также сохраняется ее компактность.
Как показано в варианте осуществления, изображенном на Фиг.1, установка 15 подачи материала каркаса содержит первое устройство 15а и второе устройство 15b. Третья транспортная направляющая 30 расположена между упомянутыми первым устройством 15a и вторым устройством 15b. Транспортер 31 перемещения, предназначенный для перемещения материала каркаса с упомянутого первого устройства 15a на упомянутое второе устройство 15b, установлен на третьей транспортной направляющей 30 с возможностью передвижения. В показанном варианте осуществления упомянутое первое устройство 15a содержит несколько расположенных рядом друг с другом узлов, причем каждый узел предназначен для подачи материала каркаса, размещенного на нем. Таким образом возможно, чтобы каждое устройство (15a и 15b соответственно) подавало на барабан для сборки каркаса различные виды материала каркаса без использования для этого большой производственной площади. В показанном варианте осуществления количество устройств составляет два, однако специалисту будет очевидно, что может быть использовано любое другое количество без выхода за пределы объема данного изобретения.
Установка 14 для подачи слоев брекера содержит вращающуюся карусель 32, имеющую несколько подающих устройств 33, количество которых в показанном варианте осуществления составляет шесть, хотя может быть использовано также любое другое количество, предназначенных для подачи резинового материала, намотанного на бобину 34. Упомянутая установка для подачи слоев брекера дополнительно содержит режущую установку 35, имеющую режущее устройство 36 и транспортер 37 режущего устройства, предназначенный для приема резинового материала, подаваемого подающим устройством 33. Для транспортировки на упомянутый транспортер режущего устройства подающее устройство 33 может содержать подающий транспортер или стол, соединяющий транспортер режущего устройства с бобиной. Транспортер 37 режущего устройства подает нарезанный резиновый материал на подающий транспортер 38, который в свою очередь предназначен для подачи нарезанного резинового материала на барабан 2 для сборки брокера.
Упомянутая система, описанная выше, представляет собой компактную и гибкую производственную систему для сборки покрышек, имеющих относительно много частей, причем многие упомянутые части подаются на барабан для сборки каркаса просто при помощи второй транспортной направляющей, по которой можно передвигать несколько укладчиков (25, 29). Благодаря наличию третьей транспортной направляющей и транспортера 31 для перемещения, а также благодаря наличию карусели 32 (для различных материалов брокера, например, имеющих различные углы), дополнительно повышается гибкость упомянутой системы. Благодаря использованию карусели необходимо только одно режущее устройство, предпочтительно выполненное с возможностью автоматического регулирования, и один подающий транспортер 38. Для накладывания резиновых элементов на сборочный барабан 10 имеются несколько укладчиков, подача на которые осуществляется через различные установки (14, 15, 17, 27). В этом случае вторая и третья транспортные направляющие и карусель обеспечивают возможность повышения компактности системы, в результате чего резиновые элементы могут быть быстро собраны в сырую покрышку. Благодаря этому в значительной степени может быть предотвращена нежелательная вулканизация резиновых элементов, происходящая по причине их излишнего промежуточного хранения.
Изложенное выше описание приведено для пояснения работы предпочтительных вариантов осуществления изобретения, а не для ограничения объема изобретения. Исходя из приведенных выше пояснений, специалисту будут очевидны многочисленные изменения, которые не выходят за пределы сущности и объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК | 1963 |
|
SU216245A1 |
| СИСТЕМА УСТРОЙСТВ ДЛЯ СБОРКИ СЫРОЙ ШИНЫ ТРАНСПОРТНЫХ СРЕДСТВ | 1997 |
|
RU2174469C2 |
| УСТРОЙСТВО для СБОРКИ ПОКРЫШЕК | 1966 |
|
SU184424A1 |
| СТАНОК ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2002 |
|
RU2236351C2 |
| ПРИКАТОЧНОЕ УСТРОЙСТВО К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1970 |
|
SU267056A1 |
| СПОСОБ СБОРКИ РАДИАЛЬНЫХ ПОКРЫШЕК | 1997 |
|
RU2114002C1 |
| Устройство для контроля и учета выработки станка для сборки покрышек | 1974 |
|
SU506033A1 |
| Устройство для подачи и наложения полосового материала на сборочный барабан | 1990 |
|
SU1752574A1 |
| СТАНОК ДЛЯ СБОРКИ ШИН | 1964 |
|
SU162656A1 |
| Устройство для прикатки к станку для сборки покрышек пневматических шин | 1980 |
|
SU929456A1 |
Предложена производственная система для сборки покрышек для транспортных средств. Упомянутая система содержит первую установку, имеющую барабан для сборки брокера, вторую установку, имеющую барабан для сборки каркаса, третью установку, имеющую формовочный барабан, установку для подачи слоев брекера, предназначенную для подачи слоев брекера на барабан для сборки брекера, установку для подачи материала каркаса, предназначенную для подачи материала каркаса на барабан для сборки каркаса, первую транспортную направляющую, которая в вертикальном направлении расположена ниже формовочного барабана и барабана для сборки каркаса, установку для фиксации и размещения в заданном положении бортов, первое кольцо для переноса брекера и второе кольцо для переноса каркаса, установленные на транспортной направляющей с возможностью передвижения. Упомянутая система дополнительно содержит вторую транспортную направляющую, которая простирается параллельно первой транспортной направляющей на некотором расстоянии от нее и расположена рядом с барабаном для сборки каркаса, несколько укладчиков, предназначенных для накладывания резинового материала, намотанного на бобину, на барабан для сборки каркаса, причем укладчики выполнены с возможностью передвижения по второй транспортной направляющей. Изобретение позволяет повысить производительность и гибкость системы, предотвратить нежелательную вулканизацию резиновых элементов. 5 з.п. ф-лы, 1 ил.
1. Производственная система для сборки невулканизированных, или сырых, покрышек для транспортных средств, которая содержит:
первую установку (1), имеющую барабан (2) для сборки брекера, привод (3) барабана (2) для сборки брекера и прикатчик (4), предназначенный для прикатки материала брекера, накладываемого на барабан (2) для сборки брекера,
вторую установку (5), имеющую барабан (6) для сборки каркаса, привод (7) барабана (6) для сборки каркаса и прикатчик (8), предназначенный для прикатки материала каркаса, накладываемого на барабан (6) для сборки каркаса,
третью установку (9), имеющую формовочный барабан (10), привод (11) формовочного барабана (10), опору (12) для формовочного барабана (10) и прикатчик (13), предназначенный для прикатки материала покрышки, накладываемого на формовочный барабан (10),
установку (14) для подачи слоев брекера, предназначенную для подачи слоев брекера на барабан (2) для сборки брекера,
установку (15) для подачи материала каркаса, предназначенную для подачи материала каркаса на барабан (6) для сборки каркаса,
первую транспортную направляющую (16), которая в вертикальном направлении расположена ниже формовочного барабана (10) и барабана (6) для сборки каркаса,
установку (17) для фиксации и размещения в заданном положении бортов, которая содержит устройства (18, 19) для размещения бортов, установленные на первой транспортной направляющей (16) с возможностью передвижения для подачи бортов на барабан для сборки каркаса, и устройство (20) для загрузки бортов,
первое кольцо (21) для переноса брекера, установленное на первой транспортной направляющей (16) с возможностью передвижения, второе кольцо (22) для переноса каркаса, установленное на первой транспортной направляющей (16) с возможностью передвижения, и
установку (23) для съема, предназначенную для снятия сырой покрышки, отличающаяся тем, что упомянутая система дополнительно содержит:
вторую транспортную направляющую (24), которая простирается параллельно первой транспортной направляющей (16) на некотором расстоянии от нее и расположена рядом с барабаном (6) для сборки каркаса,
несколько укладчиков (25), предназначенных для накладывания резинового материала, такого как намотанная на бобину (26) бортовая лента, на барабан (6) для сборки каркаса, причем укладчики (25) выполнены с возможностью передвижения по второй транспортной направляющей (24).
2. Система по п.1, отличающаяся тем, что вторая транспортная направляющая (24) с одной стороны простирается за пределы первой транспортной направляющей (16), и тем, что упомянутая система содержит установку (27) для накладывания предварительно нарезанного резинового материала, причем упомянутая установка (27) содержит несколько подающих транспортеров (28), предназначенных для подачи предварительно нарезанного резинового материала, и несколько транспортеров (29) для накладывания, предназначенных для приема предварительно нарезанного резинового материала, подаваемого подающими транспортерами, и для накладывания предварительно нарезанного резинового материала на барабан (6) для сборки каркаса, причем транспортеры (29) для накладывания выполнены с возможностью передвижения по второй транспортной направляющей.
3. Система по п.1 или 2, отличающаяся тем, что установка (15) для подачи материала каркаса содержит первое устройство (15а) и второе устройство (15b), а также третью транспортную направляющую (30), расположенную между упомянутыми первым устройством (15а) и вторым устройством (15b), и транспортер (31) для перемещения, предназначенный для перемещения материала каркаса с упомянутого первого устройства (15а) на упомянутое второе устройство (15b), причем упомянутый транспортер (31) для перемещения выполнен с возможностью передвижения по упомянутой третьей транспортной направляющей (30).
4. Система по п.3, отличающаяся тем, что упомянутое первое устройство (15а) содержит несколько расположенных рядом друг с другом узлов, причем каждый узел предназначен для подачи материала каркаса, размещенного на нем.
5. Система по п.1 или 2, отличающаяся тем, что установка (14) для подачи слоев брекера содержит вращающуюся карусель (32), имеющую несколько подающих устройств (33), предназначенных для подачи резинового материала, намотанного на бобину (34), режущую установку (35), имеющую режущее устройство (36) и транспортер (37) режущего устройства, предназначенный для приема резинового материала, подаваемого подающим устройством (33), а также подающий транспортер (38), предназначенный для подачи нарезанного резинового материала, подаваемого транспортером (37) режущего устройства, на барабан (2) для сборки брекера.
6. Система по п.1 или 2, отличающаяся тем, что барабан (2) для сборки брекера выполнен с возможностью передвижения в поперечном направлении по отношению к первой транспортной направляющей (16) между позицией, расположенной вблизи упомянутой первой транспортной направляющей и выше ее по вертикали, и позицией, расположенной на некотором расстоянии от упомянутой первой транспортной направляющей (16).
| ЕР 0597125 А, 18.05.1994 | |||
| DE 19918523 С1, 20.04.2000 | |||
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ НЕВУЛКАНИЗИРОВАННЫХ ШИН | 2003 |
|
RU2302341C2 |
| Линия для сборки каркасов покрышек пневматических шин | 1978 |
|
SU765007A1 |

