Изобретение относится к области обработки металлов давлением, и в частности, к процессам закрепления труб в трубных отверстиях теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформирования материала трубы.
Известен способ закрепления труб в трубных решетках, включающий установку трубы в отверстие трубной решетки, фиксацию ее от возможного перемещения с последующим закреплением в трубной решетке путем приложения нормального к внутренней поверхности трубы давления (см. Дорошенко П. А. Технология производства судовых парогенераторов и теплообменных аппаратов, Ленинград, Судостроение, 1972, 143 с).
К главным недостаткам известного способа закрепления труб в трубных решетках следует отнести:
неравномерное остаточное давление по длине вальцовочного пояска и, как следствие, относительно низкие служебные характеристики вальцовочных соединений. Для устранения данного недостатка прибегают к повышенным деформирующим трубу давлениям. Последнее обуславливает коробление трубной решетки, выдавливание материала трубы в осевом направлении из-за имеющего место угла наклона образующей боковой поверхности ролика к образующей внутренней поверхности трубы, а значит, короткий (повышенная коррозия) межремонтный пробег трубного пучка теплообменного аппарата;
закрепление трубы сопровождается ее скручиванием, что отрицательно сказывается на коррозионной стойкости вальцовочного соединения.
Известен также способ закрепления труб в трубных решетках, включающий установку трубы в отверстие трубной решетки, выполненное с кольцевыми канавками, фиксацию трубы от возможного перемещения и последующее ее закрепление путем приложения радиального давления к ее внутренней поверхности (см. ОСТ 26-02-1015-85 Крепление труб в трубных решетках, Москва, Министерство химического и нефтяного машиностроения, 1985 г. - прототип).
Недостатками известного способа закрепления труб в трубных решетках является незаполняемость объемов кольцевых канавок трубного отверстия материалом трубы, подрезание ее стенки и, как следствие, низкие служебные характеристики вальцовочных соединений.
Задачей изобретения является разработка такого способа закрепления труб в трубных решетках, который бы, не удорожая технологический процесс, обеспечивал бы качественное заполнение объемов кольцевых канавок и гарантировал бы повышенные служебные характеристики вальцовочных соединений.
Технический результат достигается тем, что в способе закрепления труб в трубных решетках, включающем установку трубы в отверстие трубной решетки, выполненное с кольцевыми канавками, фиксацию трубы от возможного перемещения и последующее ее закрепление путем приложения радиального давления к ее внутренней поверхности, согласно изобретению предварительно конец трубы калибруют по внешнему диаметру, на части длины калиброванного участка формируют внутреннее утолщение, после чего участок трубы с внутренним утолщением профилируют с получением криволинейного участка с образующей, направленной к оси трубы, сопряженного с частью калиброванного участка, не имеющей утолщения, а установку трубы в отверстие трубной решетки осуществляют с расположением кольцевых канавок отверстия симметрично относительно криволинейного участка трубы и образованием стенками трубы на упомянутом криволинейном участке опорных консолей с разной жесткостью.
Осуществление предлагаемого способа закрепления труб в трубных решетках позволяет получать вальцовочные соединения, не удорожая технологический процесс и обеспечивая качественное заполнение объемов кольцевых канавок, что гарантирует повышенные служебные характеристики вальцовочных соединений.
Это объясняется тем, что новый технологический процесс закрепления труб в трубных отверстиях, основанный на предлагаемом изобретении, строго увязан с диаметром трубного отверстия. Так, по известному диаметру трубного отверстия предварительно производят калибровку конца трубы жестким пуансоном, обеспечивая односторонний зазор между трубой и стенками трубного отверстия не более 0,025 мм. При этом длина калиброванного участка трубы превышает ширину вальцовочного пояска. Таким образом, операция калибровки внешнего диаметра конца трубы позволяет обеспечить симметричный односторонний зазор между соединяемыми элементами.
Гарантирование повышенных служебных характеристик достигается как качественным заполнением объемов кольцевых канавок материалом трубы посредством локальной раскатки, так и формированием поля сжимающих остаточных напряжений в поверхностных слоях трубного отверстия.
С целью гарантированного заполнения объемов кольцевых канавок осуществляют набор толщины стенки трубы и профилирование калиброванного ее участка операцией обжима. В результате чего достигают упрочнение материала трубы с повышением жесткости в криволинейном ее отрезке. Установка трубы симметрично кольцевым канавкам обеспечивает на опорных консолях различную жесткость стенки трубы. Операция закрепления трубы в трубной решетке отличается последовательным заполнением объемов первоначально внутренней, а затем внешней кольцевых канавок трубного отверстия. При этом имеет место осевая раздача внутренних слоев трубного отверстия, что в конечном итоге обуславливает появление дополнительного остаточного давления между соединяемыми элементами, повышая служебные характеристики вальцовочных соединений.
Сущность изобретения поясняется чертежами, где на фиг. 1 показана труба перед калибровкой ее конца жестким пуансоном; на фиг. 2 - калиброванный конец трубы заданной длины, на фиг. 3 - калиброванный конец трубы, установленный в обойму, перед набором толщины стенки осевым усилием, на фиг. 4 - стадия окончания набора толщины стенки конца трубы, на фиг. 5 - утолщенный конец трубы и технологическая оснастка перед образованием криволинейного отрезка с образующей, обращенной к оси трубы, на фиг. 6 - стадия окончания образования криволинейного отрезка в пределах части калиброванного участка трубы, на фиг. 7 - профилированный конец трубы в отверстии трубной решетки перед образованием вальцовочного соединения, на фиг. 8 - стадия закрепления трубы в отверстии трубной решетки заполнением объема ее внутренней кольцевой канавки, на фиг. 9 - стадия закрепления трубы в отверстии трубной решетки заполнением объема внешней кольцевой канавки, на фиг. 10 - вальцовочное соединение.
Вариант осуществления изобретения состоит в следующем.
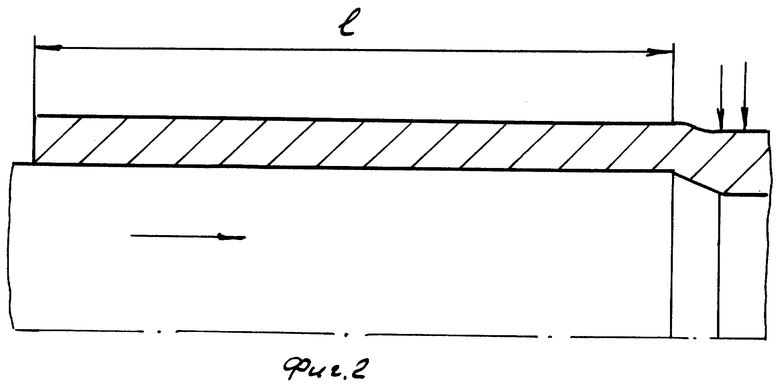
Теплообменную трубу 1, например, из стали 10 фиксируют в механизме зажима от возможного перемещения (фиг. 1) и в ее отверстие внедряют калибрующий пуансон 2, диаметр которого превышает диаметр отверстия трубы. Результатом этого действия становится приобретение внешним диаметром трубы размера, меньшего диаметра отверстия трубной решетки на 0,05 мм (фиг. 2).
Далее трубу подвергают предварительным операциям: резка в меру с приданием двусторонних припусков по длине, зачистка внешних поверхностей концов до металлического блеска.
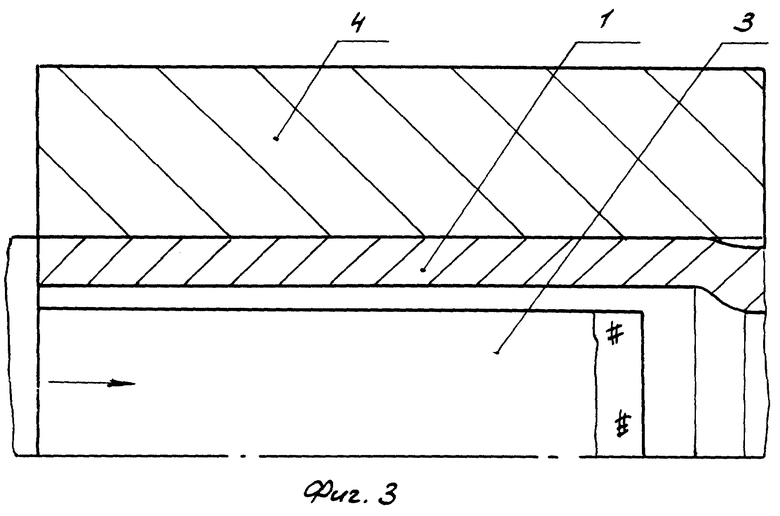
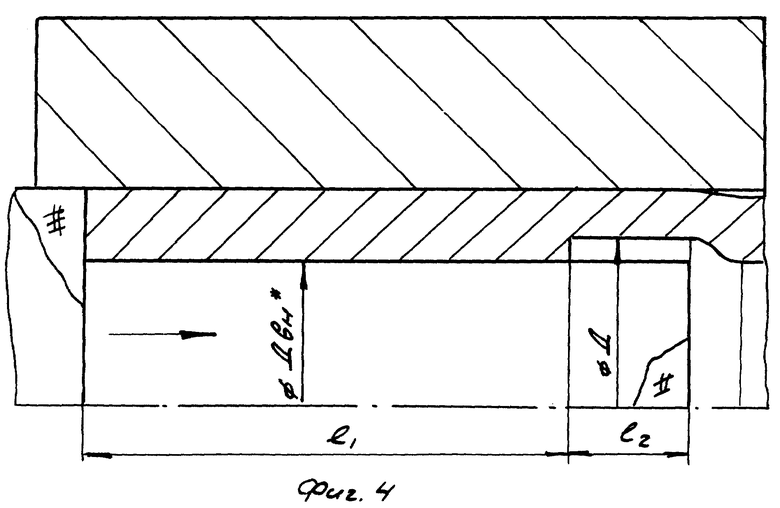
После чего калиброванный конец трубы устанавливают с минимальным зазором в отверстие толстостенной обоймы 4, а в отверстие конца трубы вводят пуансон 3, большая ступень которого выполнена с минимальным зазором по отношению к диаметру отверстия в обойме, а малая ступень образует односторонний зазор со стенками отверстия в трубе (фиг. 3). Прикладывая осевое усилие к торцу ступенчатого пуансона, вызывают выдавливание материала трубы из припуска в осевом направлении, что обуславливает устранение имеющегося одностороннего зазора (фиг. 4). Калибруемый участок конца трубы приобретает внешний диаметр, равный диаметру отверстия в обойме, и внутренний диаметр, равный диаметру малой ступени пуансона. Пластический контакт материала трубы с поверхностями упомянутых выше элементов технологической оснастки предопределяет формирование на внешней и внутренней поверхностях конца трубы соответствующих данным элементам квалитетов шероховатости. Отметим, что утолщение стенки конца трубы имеет место только на длине l1, в то же время на длине l2 с диаметром D утолщение не формируется.
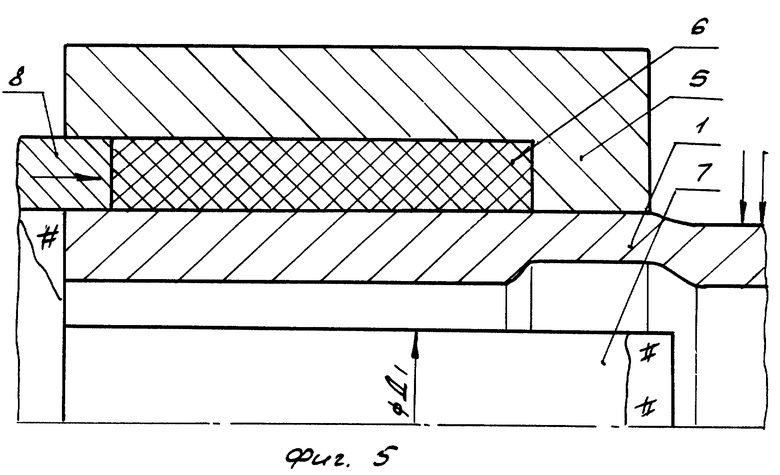
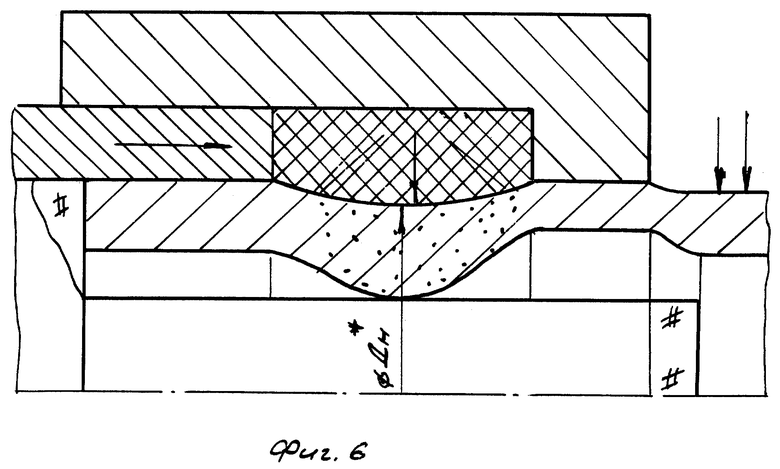
Затем приступают к формированию криволинейного отрезка трубы с образующей, направленной к оси трубы. Для чего утолщенный конец трубы размещают в контейнере 5 таким образом, что его донная поверхность располагается над частью калиброванного участка трубы, не имеющего утолщения стенки. В зазор между стенками отверстия контейнера и внешней поверхностью трубы устанавливают цилиндр 6 из упругого материала, например полиуретана. В отверстие трубы вводят ограничивающий стержень 7, а затем над цилиндром 6 размещают втулочный пуансон 8 (фиг. 5).
Прикладывая осевое усилие к торцу втулочного пуансона вызывают деформацию материала цилиндра 6, сопровождающуюся деформацией трубы на участке с утолщенной стенкой. Внутренний диаметр трубы приобретает размер D1 (фиг. 6).
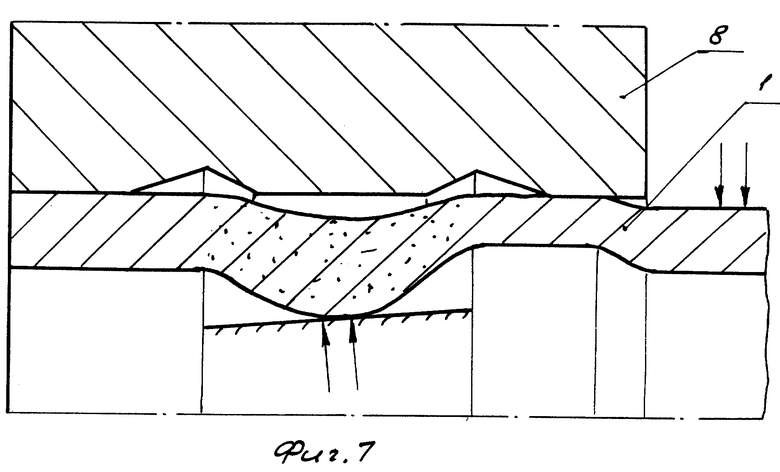
После чего трубу профилированным концом размещают в отверстии трубной решетки, располагая торец трубы в плоскости лицевой поверхности трубной решетки. В этом случае имеет место симметричное расположение криволинейного отрезка трубы относительно кольцевых канавок, что предопределяет разную жесткость опорных сечений: меньшую - на внутренней канавке отверстия трубной решетки и большую - на внешней канавке (фиг. 7). В отверстие трубы вводят механическую вальцовку и осуществляют раскатывание трубы по ее меньшему диаметру (ролик вальцовки условно изображен наклонной линей, а прикладываемое радиальное давление - стрелками).
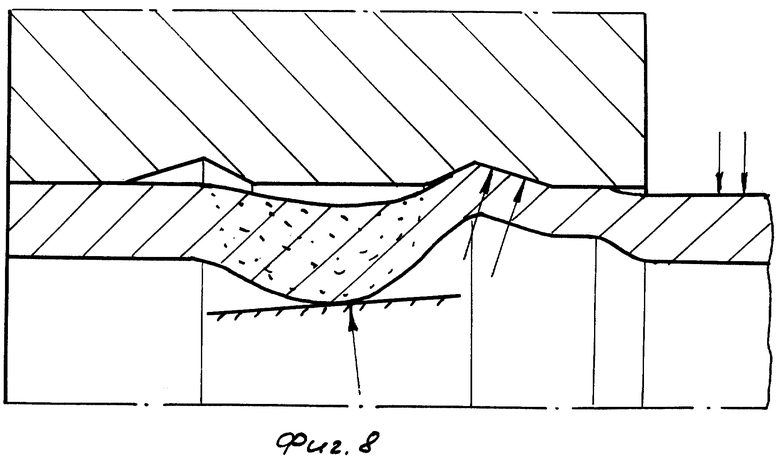
Различие в опорных жесткостях обуславливает и место, и название операции, вызывающей заполнение объема кольцевой канавки, а именно внутренняя кольцевая канавка и операция - раздача трубы внеконтактной деформацией (фиг. 8).
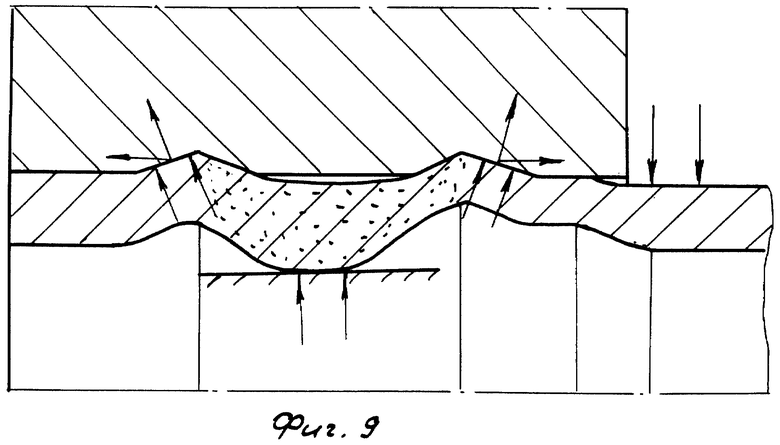
Заполнение объема внутренней кольцевой канавки материалом трубы приводит к ее фиксированию на поверхности отверстия трубной решетки и в дальнейшем способствует заполнению объема внешней кольцевой канавки, вызывая растяжение поверхностных слоев трубной решетки в направлении ее оси (фиг. 9).
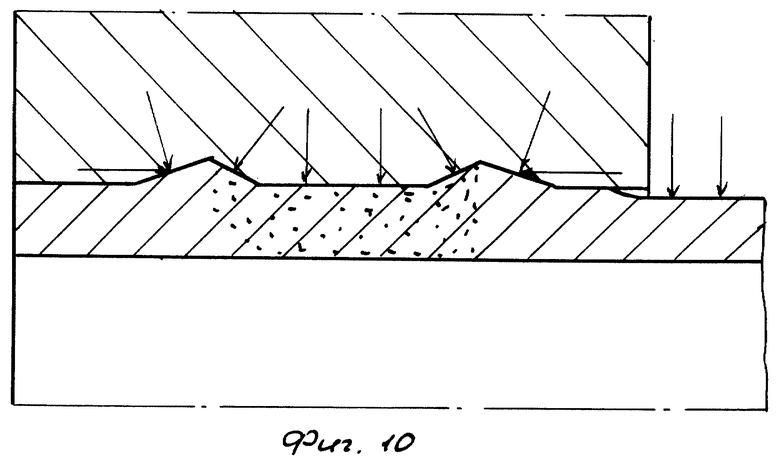
Дальнейшее выполнение стадии развальцовки соединяемых элементов (фиг. 9) сопровождается в условиях, когда имеет место раздача поверхностных слоев трубного отверстия и формируются кольцевые плотности по всему периметру профилированного отверстия (фиг. 10).
Опытно-промышленная проверка разработанного способа прошла при закреплении стальных (сталь 10) труб в трубных решетках из стали 16 ГС толщиной 60 мм.
Исходные геометрические размеры трубы составляли: внешний диаметр 25 мм, толщина стенки 2,5 мм и длина 3000 мм.
Технологическая оснастка для выполнения операций калибровки и локального обжима концов трубы изготавливалась из стали Х12М, имевшей твердость после закалки HRC= 56-58 ед. , по 7-му квалитету точности.
Обжим труб производили полиуретаном марки СКУ-7Л на гидравлической установке двойного действия при усилиях 0,15-0,17 МН, обеспечивающих уменьшение внешнего диаметра трубы до 23,8 мм и длину обжатого участка трубы - 13 мм.
Отверстия трубной решетки выполняли диаметром 25,15 мм с двумя кольцевыми канавками. Кольцевые канавки с треугольным поперечным сечением имела геометрические размеры: ширину 6,0 мм, высоту 0,3 мм, основание треугольника делилось на отрезки 1: 2.
Формирование вальцовочных соединений осуществляли за два перехода отечественными вальцовками на стенде фирмы "Индреско" (США).
Исследования характеристик прочности и плотности полученных вальцовочных соединений выявили их повышенные значения по отношению к вальцовочным соединениям, полученным по традиционной технологии. При этом отмечаются (устранением явлений подрезания стенки трубы и ее скручивания) существенно улучшенные характеристики коррозионной стойкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2177852C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2179903C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174889C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2170635C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2196657C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2171154C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2182055C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2182056C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2177854C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174886C2 |
Изобретение относится к области обработки металлов давлением и может быть использовано при закреплении труб в трубных отверстиях теплообменных аппаратов с использованием эффекта локализованного направленного деформирования материала трубы. Предварительно конец трубы калибруют по внешнему диаметру и на части длины калиброванного участка формируют внутреннее утолщение, затем упомянутый участок профилируют с получением криволинейного участка с образующей, направленной к оси трубы, сопряженного с частью калиброванного участка, не имеющей утолщения. Трубу устанавливают в отверстие трубной решетки с кольцевыми канавками, располагая последние симметрично относительно криволинейного участка трубы. При этом стенки трубы на криволинейном участке образуют опорные консоли разной жесткости. Далее трубу фиксируют от возможного перемещения и закрепляют путем приложения к ее внутренней поверхности радиального давления. В результате обеспечивается повышение служебных характеристик полученных вальцовочных соединений. 10 ил.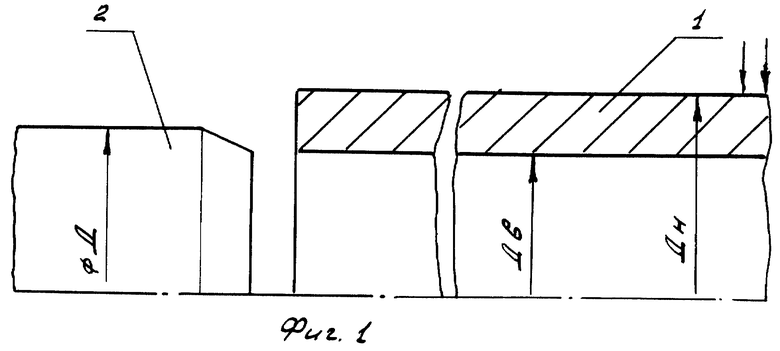
Способ закрепления труб в трубных решетках, включающий установку трубы в отверстие трубной решетки, выполненное с кольцевыми канавками, фиксацию трубы от возможного перемещения и последующее ее закрепление путем приложения радиального давления к ее внутренней поверхности, отличающийся тем, что предварительно конец трубы калибруют по внешнему диаметру, на части длины калиброванного участка формируют внутреннее утолщение, после чего участок трубы с внутренним утолщением профилируют с получением криволинейного участка с образующей, направленной к оси трубы, сопряженного с частью калиброванного участка, не имеющей утолщения, а установку трубы в отверстие трубной решетки осуществляют с расположением кольцевых канавок отверстия симметрично относительно криволинейного участка трубы и образованием стенками трубы на упомянутом криволинейном участке опорных консолей с разной жесткостью.
| Крепление труб в трубных решетках | |||
| Отраслевой стандарт | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНОЙ РЕШЕТКЕ | 1995 |
|
RU2087231C1 |
| СОЕДИНЕНИЕ ТРУБНОЙ ДОСКИ С ЗАВАЛЬЦОВАННОЙ | 0 |
|
SU265060A1 |
| US 4413395, 08.11.1983 | |||
| Многоканальный коммутатор | 1985 |
|
SU1285511A1 |

