Предлагаемое изобретение относится к устройствам для плазменного напыления защитных покрытии и может быть использовано, например, для нанесения износостойкого покрытия на зубья ковша экскаватора.
Известно устройство для наплавки зубьев, содержащее специальные кондукторы, которые обеспечивают горизонтальность наплавляемых поверхностей и состоят из стола, подставки для укладывания детали и электрода [1].
Однако, в указанном устройстве не механизирована переустановка зубьев для наплавки другой противоположной поверхности.
Также известна установка для автоматической наплавки фигурных плоскостей (прототип), включающая в себя станину, стол для наплавляемой детали, копир, установленный неподвижно относительно детали и задающий очертание наплавляемого контура, сварочную головку с электродом, снабженную механизмом продольного перемещения и механизмом поперечного возвратно-поступательного перемещения, содержащим гидроцилиндр с золотником управления, связанным со щупом, взаимодействующим с копиром, пневмоклапаны, воздействующие на золотник управления, двухсекционный пневмогидравлический бак, связанный с золотником управления и штоковыми полостями гидроцилиндра [2].
Однако в этой установке для нанесения наплавочного слоя на обе стороны клиновидного изделия требуется два сварочных агрегата (головки). Кроме того, известная установка не обеспечивает нанесения защитного покрытия на обе стороны клиновидного изделия за одну технологическую операцию.
Техническим результатом, достигаемым предлагаемым устройством, является устранение недостатков прототипа и нанесение качественного металлического плазменного покрытия на клиновидную основу, что позволяет расширить применение плазменной технологии.
Это достигается тем, что устройство для плазменного напыления фигурных плоскостей включает в себя станину, кантователь деталей, содержащий механизм регулировки горизонтального положения напыляемой поверхности, выполненный в виде кривошипно-ползунного механизма и содержащий винт регулировки амплитуды перемещения ползуна, и головку, содержащую механизм продольного возвратно-поступательного движения, также выполненный в виде кривошипно-ползунного механизма и содержащий винт регулировки амплитуды перемещения ползунной планки, механизм поперечного возвратно-поступательного движения и ручной механизм вертикального движения. Причем кантователь соединен с механизмом продольного возвратно-поступательного движения головки электромеханической связью, содержащей регулируемые концевые переключатели перемещения-остановки кантователя, а механизм поперечного возвратно- поступательного движения головки соединен со счетчиком ее поперечных перемещений.
Общими признаками заявляемого устройства и прототипа являются станина, кантователь деталей и головка, содержащая механизмы продольного и поперечного возвратно-поступательного движения.
Заявляемое устройство для плазменного напыления фигурных плоскостей отличается тем, что кантователь содержит механизм регулировки горизонтального положения напыляемой поверхности и соединен с механизмом продольного возвратно-поступательного движения головки электромеханической связью, а механизм поперечного возвратно-поступательного движения головки соединен со счетчиком ее поперечных перемещений. В свою очередь, механизм регулировки горизонтального положения напыляемой поверхности выполнен в виде кривошипно-ползунного механизма и содержит винт регулировки амплитуды перемещения ползуна, механизм продольного возвратно-поступательного движения также выполнен в виде кривошипно-ползунного механизма и содержит винт регулировки амплитуды перемещения ползунной планки, а электромеханическая связь кантователя с механизмом продольного возвратно-поступательного движения головки содержит регулируемые концевые переключатели перемещения-остановки кантователя.
Предлагаемое устройство для нанесения износостойких покрытий на клиновидные зубья ковша экскаватора представлено на фиг. 1-4, а на фиг. 5 - схема перемещений напыляемых зубьев и головки.
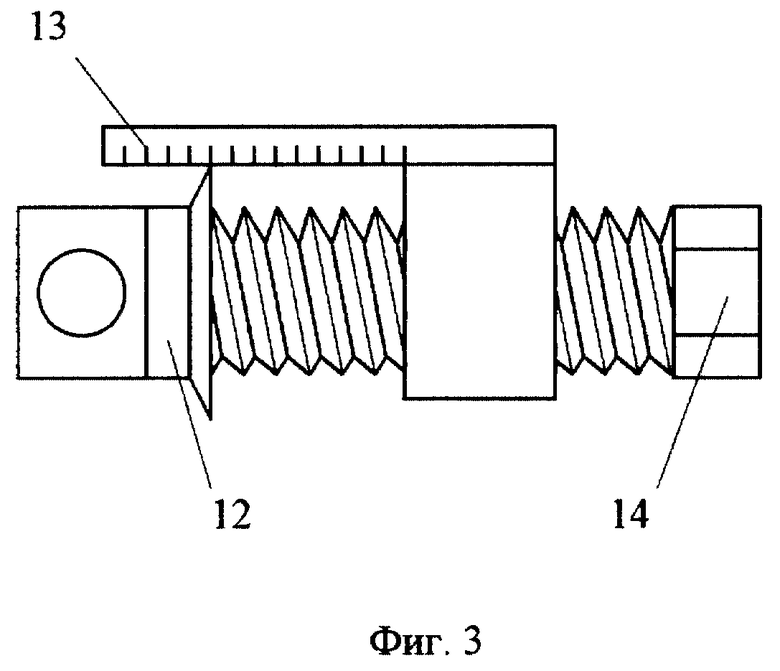
На фиг. 1 изображена конструктивная схема предлагаемого устройства; на фиг. 2 - агрегат для напыления с механизмами поперечного и вертикального перемещений головки; на фиг. 3 - кривошип с винтом регулировки амплитуды перемещения ползунной планки, на фиг. 4 - кантователь с механизмом регулировки горизонтального положения напыляемой поверхности.
Конструктивно установка состоит из агрегата для напыления 1, кантователя 2 и электродвигателя 3, установленных на станину 4 (фиг. 1).
Агрегат для напыления содержит ползунную планку 5, на которой вертикально закреплена головка (плазмотрон) 6, снабженная механизмом поперечного возвратно-поступательного движения 7 и ручным механизмом ее (его) вертикального перемещения 8, позволяющего регулировать дистанцию напыления, устанавливаемую по измерительной линейке 9. Плазмотрон закреплен на ползунной планке таким образом, что их вертикальные оси симметрии находятся в одной плоскости, параллельной оси качания кантователя. На ползунной планке 5 для привода механизма 7 установлен электродвигатель постоянного тока 10, связанный со счетчиком 11 поперечных проходов плазмотрона, позволяющим устанавливать и контролировать толщину покрытия, и с потенциометром (на чертеже не показан), предназначенным для регулирования скорости поперечного возвратно-поступательного перемещения плазмотрона (фиг. 2).
Ползунная планка шарнирно закреплена с кривошипом (плечом привода) 12 (см. фиг. 3), содержащим измерительную линейку 13 и регулировочный винт 14 для установки необходимой длины напыляемого профиля, и способна совершать возвратно-поступательное движение (перпендикулярно оси качания кантователя) по своим направляющим 15, неподвижно закрепленным в стойке 16.
Кантователь (фиг. 4) в станине закреплен шарнирно на шарикоподшипниках 17 и содержит неподвижно закрепленный на ее дне упаковочный магазин 18 для напыляемых зубьев 19. С помощью нижнего пальца 20 кантователь шарнирно соединен с механизмом 21 регулировки горизонтального положения напыляемой поверхности с приводом от электродвигателя постоянного тока 22, а с помощью верхнего пальца 23 электромеханической связью с ползунной планкой 5 (механизмом продольного возвратно-поступательного движения головки).
Механизм 21 включает в себя ползун 24, шарнирно соединенный с кривошипом 25, содержащим транспортирную линейку 26 и регулировочный винт 27, и способный совершать возвратно-поступательное движение (перпендикулярно оси качания кантователя) по своим направляющим 28, неподвижно закрепленным в стойке 16.
Электромеханическая связь кантователя и ползунной планки содержит зубчатое колесо 29, рейку 30, перемещающуюся по направляющей 31, шкалу 32 для установки концевых переключателей 33, включающих и отключающих электродвигатель постоянного тока 22, позволяющий перемещать и останавливать кантователь, и рукоять 34.
Схема перемещений плазмотрона и напыляемых зубьев относительно друг друга показана на фиг. 5, где а) - колебательные перемещения зуба из положения B в положение C и обратно, б) - продольное возвратно-поступательное перемещение плазмотрона из положения A в положение D через положения B и C, причем из положения В в положение C плазмотрон перемещается одновременно с зубом, в) - поперечное возвратно-поступательное перемещение плазмотрона.
Установка работает следующим образом.
Напыляемые зубья 19 устанавливают в упаковочный магазин 18 вертикально, клином вверх, причем вершина клина каждого зуба должна находиться на оси качания кантователя 2.
После закрепления напыляемых зубьев в упаковочном магазине выполняют установочные и регулировочные операции:
- с помощью изменения амплитуды перемещения ползунной планки 5 путем завинчивания (отвинчивания) регулировочного винта 13 в плече привода 12 по измерительной линейке 13 устанавливают длину напыляемого профиля;
- в зависимости от величины угла заострения клина напыляемой детали с помощью изменения амплитуды перемещения ползуна 24 путем завинчивания (отвинчивания) регулировочного винта 27 в кривошипе 25 по транспортирной линейке 26 регулируют горизонтальное положение напыляемой поверхности;
- в зависимости от величины радиуса округления режущей кромки напыляемой детали с помощью перемещения концевых переключателей 33 путем вращения рукояти 34 по шкале 32 устанавливают период между включением и отключением электродвигателя постоянного тока 22;
- с помощью счетчика 11 поперечных проходов плазмотрона устанавливают необходимую толщину напыляемого покрытия.
Затем включают электродвигатель 3, который приводит во вращение плечо привода 12. Плечо привода, в свою очередь, с помощью шарнирного соединения приводит в возвратно-поступательное движение ползунную планку 5, вместе с которой получает продольное возвратно-поступательное перемещение плазмотрон 6. С включением электродвигателя 3 происходит одновременное включение плазмотрона и механизма его поперечного возвратно-поступательного движения 7.
Плазмотрон, совершая продольное перемещение над горизонтальной поверхностью напыляемого зуба 19, производит ее напыление. При достижении плазмотроном точки начала округления режущей кромки зуба ползунная планка 5 надавливает на концевой переключатель 33 и включает электродвигатель постоянного тока 22, который с помощью механизма 21 поворачивает кантователь 2 с напыляемыми зубьями, и происходит напыление режущей кромки. После напыления всей режущей кромки и достижения плазмотроном точки окончания ее округления ползунная планка надавливает на другой концевой переключатель 33 и отключает электродвигатель постоянного тока 22. При отключении электродвигателя автоматически устанавливается горизонтальное положение противоположной стороны зуба и плазмотрон производит ее напыление. После прохождения плазмотроном установленной длины продольного профиля напыления плечо привода 12 направляет ползунную планку 5 в обратную сторону и цикл повторяется.
При продольном и поперечном возвратно-поступательных перемещениях плазмотрона осуществляется напыление всех закрепленных в упаковочном магазине зубьев.
По истечении установленного количества поперечных проходов плазмотрона счетчик 11 отключает электродвигатель 3, плазмотрон 6 и механизм его поперечного возвратно-поступательного движения 7.
Преимуществами предлагаемого устройства для плазменного напыления фигурных плоскостей являются:
- возможность нанесения защитного покрытия сразу на обе противоположные стороны и режущую кромку клиновидного изделия одной головкой;
- установка необходимой длины напыляемого профиля клина и дистанции напыления;
- возможность применения плазменной технологии для нанесения защитных покрытий на клиновидное основание.
Источники информации
1. Петров И.В., Златопольский А.В., Гилула М.Д. Ремонт строительных машин и механизмов.- М.: Высшая школа, 1974. - С. 183-184.
2. А. С. СССР, N 524635, М. кл. 2 В 23 К 9/04, В 23 P 3/10 от 24.12.73, опубл. 15.08.76. Бюл. N 30.



Изобретение относится к устройствам для плазменного напыления защитных покрытий и может быть использовано для нанесения износостойкого покрытия на зубья ковша экскаватора. Устройство содержит станину, кантователь деталей, содержащий механизм регулировки горизонтального положения напыляемой поверхности, выполненный в виде кривошипно-ползунного механизма и содержащий винт регулировки амплитуды перемещения ползуна, и головку (плазмотрон), содержащую механизм продольного возвратно-поступательного движения, также выполненный в виде кривошипно-ползунного механизма и содержащий винт регулировки амплитуды перемещения ползунной планки, механизм поперечного возвратно-поступательного движения и ручной механизм вертикального движения. Причем кантователь соединен с механизмом продольного возвратно-поступательного движения головки электромеханической связью, содержащей регулируемые концевые переключатели перемещения-остановки кантователя, а механизм поперечного возвратно-поступательного движения головки соединен со счетчиком ее поперечных перемещений. Изобретение направлено на расширение технологических возможностей способа. 2 з.п. ф-лы, 5 ил.
| Установка для автоматической наплавки | 1973 |
|
SU524635A1 |
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| КОНТЕЙНЕР ДЛЯ ТРАНСПОРТИРОВАНИЯ ДЛИННОМЕРНЫХ МАТРИАЛОВ ПО ШАХТНОМУ СТВОЛУ | 1966 |
|
SU225080A1 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2036242C1 |
