Изобретение относится к электрофизическому методу обработки токопроводящих материалов.
Известен способ электроэрозионного шлифования тел вращения (Размерная электрическая обработка металлов: Учебн. пособие для студентов вузов /Б.А. Артамонов, А. Л. Вишницкий, Ю.С. Волков, А.В. Глазков./ Под ред. А.В. Глазкова. - М.: Высшая школа, 1978. - 336 с.), при котором электроду-заготовке задают вращение, к нему подводят на определенное расстояние электрод-инструмент, между электродами подают струю минерального масла и к электродам подают импульсы технологического тока (амплитудные значения напряжения поддерживаются на уровне от 20 до 200 В, тока от 10 до 50 А при частоте импульсов до 100 кГц). При этом к инструменту подключают минусовой вывод генератора импульсов.
Данному способу электроэрозионного шлифования тел вращения присущи следующие недостатки:
- требуется поддержание определенного зазора между электродами;
- невысокий КПД способа, т.к. процесс шлифования прекращается при коротком замыкании электродов и при увеличении зазора между электродами свыше пробивной величины.
Изобретение направлено на повышение качества обработки и КПД процесса.
Решение технической задачи достигается тем, что между электродом-заготовкой и электродом-инструментом создается удельное давление до 0,5 МПа; в процессе шлифования используется сила тока от 1 мкА до 100 мА, что позволяет уменьшить размеры частиц эрозии, а следовательно, улучшить качество шлифованной поверхности;
использование высокого напряжения (от 1 до 50 кВ) позволяет обеспечить эрозию металла как при удельных нагрузках на электроды, так и при наличии зазора между электродами.
На чертеже представлена принципиальная схема устройства для реализации предлагаемого способа.
Устройство содержит источник питания постоянного тока 1, генератор импульсов 2, автотрансформатор 3, устройство для подачи масла 4, электрод-инструмент 5 и электрод-заготовку 6.
Способ осуществляется следующим образом. Обрабатываемая электрод-заготовка 6 подключается к положительному полюсу автотрансформатора 3, а электрод-инструмент 5 - к отрицательному полюсу. Первичная обмотка автотрансформатора 3 питается от источника питания постоянного тока 1, а импульсы тока создаются генератором импульсов 2, который включен последовательно к первичной обмотке. Электрод-заготовка 6 приводится во вращение, к ней подводится электрод-инструмент 5, к которому прикладывается усилие, обеспечивающее удельное давление в контакте до 0,5 МПа. Между электродами подается масло через устройство 4, после чего включается источник питания 1. Генератор импульсов 2 преобразует постоянный ток в импульсный с частотой импульсов до 100 кГц, амплитудные значения напряжения с помощью автотрансформатора 3 варьируются в пределах от 1 до 50 кВ, что обеспечивает силу импульсного тока в контакте электрода-заготовки 6 и электрод-инструмента 5 в пределах от 1 мкА до 100 мА.
Шлифование цилиндрической электрод-заготовки, изготовленной из стали 45, электродом-инструментом из БрОЦС-4-4-4 при частоте импульсов напряжения 100 кГц, амплитудных значениях напряжения между электродом-заготовкой и электродом-инструментом 10 кВ в течение 0,1 ч обеспечивает снятие слоя 0,02 мм. Шероховатость обработанной поверхности электрода-заготовки 0,1 мкм при исходной 0,63 мкм. При шлифовании между электродом-заготовкой и электродом-инструментом подавалось минеральное масло М-8Г2К, а удельное давление в контакте достигало 0,5 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОИСКРОВОГО УПРОЧНЕНИЯ ТЕЛ ВРАЩЕНИЯ | 2004 |
|
RU2288817C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО УПРОЧНЕНИЯ | 1999 |
|
RU2171162C2 |
| СПОСОБ ПРИРАБОТКИ КИНЕМАТИЧЕСКИХ ПАР ТРЕНИЯ | 1998 |
|
RU2146043C1 |
| СПОСОБ ФРИКЦИОННО-МЕХАНИЧЕСКОГО НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ | 1998 |
|
RU2157860C2 |
| СПОСОБ ПРИРАБОТКИ ДВИГАТЕЛЕЙ | 1997 |
|
RU2136928C1 |
| Способ обработки токопроводящимАбРАзиВНыМ иНСТРуМЕНТОМ и уСТРОйСТВОК шлифОВАльНОМу СТАНКу для ЕгООСущЕСТВлЕНия | 1978 |
|
SU841889A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1990 |
|
RU2028886C1 |
| Способ электроэрозионного легирования и устройство для его осуществления | 1989 |
|
SU1704971A1 |
| СПОСОБ СТАБИЛИЗАЦИИ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА ПРИ ЭЛЕКТРОЭРОЗИОННОМ ПРОФИЛИРОВАНИИ ШЛИФОВАЛЬНЫХ КРУГОВ С ПОМОЩЬЮ АВТОМАТИЧЕСКОГО ЭКСТРЕМАЛЬНОГО РЕГУЛЯТОРА ПОДАЧИ ЭЛЕКТРОДА | 2011 |
|
RU2486037C2 |
| Генератор импульсов для электроэрозионной обработки | 1977 |
|
SU707745A1 |
Изобретение может быть использовано при электрофизической обработке токопроводящих материалов. При наложении импульсов технологического тока между электродами и вращающейся деталью между ними подают струю минерального масла. Повышение качества обработки и КПД процесса достигают тем, что между электродами создают удельное давление до 0,5 МПа, амплитудные значения напряжения поддерживают на уровне от 1 до 50 кВ, а тока - от 1 мкА до 100 мА. 1 ил.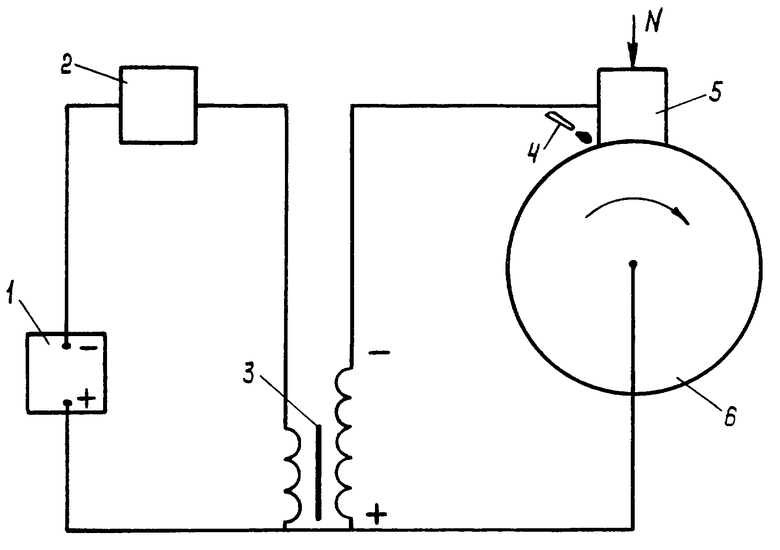
Способ электроэрозионного шлифования тел вращения, включающий наложение импульсов технологического тока между токопроводящими электродами и вращающейся обрабатываемой деталью и подачу струи минерального масла между ними, отличающийся тем, что между электродами создают удельное давление до 0,5 МПа, амплитудные значения напряжения поддерживают на уровне от 1 до 50 кВ, а тока - от 1 мкА до 100 мА.
| АРТАМОНОВ Б.А | |||
| и др | |||
| Размерная электрическая обработка металлов | |||
| - М.: "Высшая школа", 1978, с.336 | |||
| Способ абразивного шлифования | 1987 |
|
SU1553296A1 |
| Частотомер свч-диапазона | 1977 |
|
SU631837A1 |
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
