Изобретение относится к области машиностроения и может быть использовано при электрофизической обработке токопроводящих материалов.
Известен способ электроискрового упрочнения тел вращения (Иванов Г.П. Технология электроискрового упрочнения инструментов и деталей машин. - М.: Машгиз, 1961. - 304 с.. Молодык Н.В. Восстановление деталей машин. - М.: Машиностроение, 1989. - 480 с.) при котором в воздушной среде под действием выпрямленного импульсного тока при искровом разряде происходит полярный перенос материала электрода (анода) на изделие (катода). Амплитудные значения напряжения поддерживаются на уровне от 10 до 220 В, тока от 9 до 70 А.
Данному способу электроискрового упрочнения тел вращения присущи следующие недостатки:
- требуется поддержание определенного зазора между электродами;
- невысокий КПД способа, так как процесс упрочнения прекращается при коротком замыкании и при увеличении зазора между электродами свыше пробивной величины;
- малая глубина слоя электроискрового упрочнения от 0,01 до 0.1 мм. Технический результат изобретения направлен на повышение качества обработки и КПД, а также увеличения слоя электроискрового упрочнения, что позволяет увеличить ресурс восстановленных деталей.
Технический результат достигается тем, что при искровом разряде под действием выпрямленного пульсирующего тока происходит полярный перенос материала электрода на вращающееся изделие, при этом между токопроводящими электродами подается минеральное масло, создается удельное давление от 0,2 до 0,5 МПА, амплитудные значения напряжения поддерживают на уровне от 1 до 50 кВ при частоте импульсов от 500 Гц до 100 кГц.
Отличительными признаками от прототипа является то, что между токопроводящими электродами подается минеральное масло, создается удельное давление от 0,2 до 0.5 МПа амплитудные значения напряжения поддерживают на уровне от 1 до 50 кВ при частоте импульсов от 500 Гц до 100 кГц.
На чертеже представлена принципиальная схема устройства для реализации предлагаемого способа.
Устройство содержит: электрод-заготовку 1, токосъемник 2, электрод-инструмент 3, автотрансформатор 4, источник питания постоянного тока 5, генератор импульсов 6, устройство для подачи масла 7.
Способ реализуется следующим образом. Обрабатываемая электрод-заготовка 1 подключается к положительному полюсу автотрансформатора 4, а электрод-инструмент 3 к отрицательному полюсу. Первичная обмотка автотрансформатора 4 питается от источника постоянного тока 5, а импульсы тока создаются генератором импульсов, который включен последовательно к первичной обмотке. Электрод-заготовка 1 приводится во вращение, к ней подводится электрод-инструмент 3, к которому прикладывается усилие, обеспечивающее удельное давление в контакте от 0,2 до 0,5 МПа. Между электродами подается масло через устройство 7, после чего включается источник питания 5. Генератор импульсов 6 преобразует постоянный ток в импульсный с частотой импульсов от 500 Гц до 100 кГц амплитудных значений между электродом-заготовкой и электродом-инструментом 10 кВ в течение 0,5 ч, что обеспечивает упрочнение слоя на глубину 0,35 мм. При упрочнении между электродами подавалось минеральное масло M-8Г2K, a удельное давление в контакте достигло 0,5 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ШЛИФОВАНИЯ ТЕЛ ВРАЩЕНИЯ | 1999 |
|
RU2175281C2 |
| Установка для электроимпульсного управляемого получения наночастиц токопроводящих материалов | 2019 |
|
RU2756189C1 |
| Устройство для электроискрового легирования | 1979 |
|
SU1006146A1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2108212C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2130368C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТИ ДЕТАЛИ | 2016 |
|
RU2629139C1 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ЗАГЛУБЛЕННОГО ИЗОЛИРОВАННОГО СООРУЖЕНИЯ | 1997 |
|
RU2151820C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2119414C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2126315C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО УПРОЧНЕНИЯ | 1999 |
|
RU2171162C2 |
Изобретение может быть использовано при электрофизической обработке токопроводящих материалов. При искровом разряде под действием выпрямленного пульсирующего тока происходит полярный перенос материала электрода на вращающееся изделие. Между токопроводящими электродами подают минеральное масло. Создают удельное давление от 0,2 до 0,5 МПа. Амплитудные значения напряжения поддерживают на уровне от 1 до 50 кВ при частоте импульсов от 500 Гц до 100 кГц. Изобретение позволяет повысить качество обработки, а также увеличить слой электроискрового упрочнения до 0,4 мм, что обеспечивает повышение ресурса восстановленных деталей. 1 ил.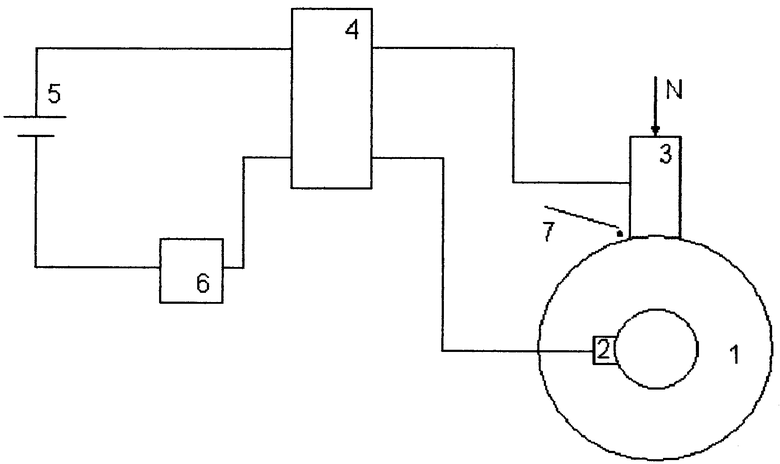
Способ электроискрового упрочнения тел вращения, включающий полярный перенос материала электрода на вращающееся изделие при искровом разряде под действием выпрямленного пульсирующего тока, отличающийся тем, что между токопроводящими электродами подают минеральное масло и создают удельное давление 0,2÷0,5 МПа, при этом амплитудные значения напряжения поддерживают на уровне от 1 до 50 кВ при частоте импульсов от 500 Гц до 100 кГц.
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО УПРОЧНЕНИЯ | 1999 |
|
RU2171162C2 |
| Способ поверхностного упрочнения деталей | 1986 |
|
SU1447587A1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2175594C1 |
| DE 3530249 A, 26.02.1987. | |||

