Изобретение относится к подвижному перегородочному элементу в виде выпускного клапана или поршня в двигателе внутреннего сгорания, в частности в двухтактном крейцкопфном двигателе, причем сторона перегородочного элемента, обращенная к камере сгорания, покрыта коррозионно-стойким при высоких температурах материалом, изготовленным из зернистого исходного материала из сплава, содержащего никель и хром, который с помощью процесса горячего изостатического прессования был преобразован в плотный (когерентный) материал по существу без расплавления исходного материала.
В данном контексте под коррозионно-стойким при высоких температурах материалом (стойким к высокотемпературной коррозии материалом) понимается материал, который обладает коррозионной стойкостью в среде, существующей в камере сгорания двигателя внутреннего сгорания при рабочей температуре, изменяющейся от 550oC до 850oC.
Из реализованных на практике конструкций больших двухтактных дизельных двигателей производства фирмы MAN B&W Diesel известен выпускной клапан составного типа, в которой нижняя поверхность тарелки клапана и зона седла основания оси покрыты посредством процесса горячего изостатического прессования слоем коррозионно-стойкого при высоких температурах материала из сплава Nimonic (нимоник) 80А, который содержит 18-21% хрома и приблизительно 75% никеля. Помимо коррозионной стойкости этот сплав обладает такой твердостью, составляющей приблизительно 400 HV20, что он пригоден в качестве материала для седла клапана. Как правило, седла клапанов должны обладать высокой твердостью, чтобы противодействовать образованию вмятин в поверхностях прилегания, когда частицы, оставшиеся от процесса сгорания, оказываются плотно захваченными между опорными поверхностями при закрытии клапана.
В заявке на Европейский патент ЕР-А 0521821 описано использование сплава Inconel 671 (сплава "Инконель") в качестве твердого сплава для наплавки в зоне седла клапана. Этот сплав содержит 0,04-0,05% C, 47-49% Cr, 0,3-0,40% Ti и Ni - остальное. Зона седла клапана расположена на верхней поверхности тарелки клапана в виде непрерывной кольцевой наплавки. Как указано выше, необходимо, чтобы сплав, применяемый для этих зон седел, обладал высокой твердостью. В указанной заявке на Европейский патент упомянуто, что предполагается, что Inconel 671 имеет более низкую коррозионную стойкость по сравнению со сплавом Inconel 625, который также предлагается в качестве твердого сплава для наплавки.
В принадлежащей Заявителю международной заявке, опубликованной под номером W096/18747, описан выпускной клапан с приваренным твердым сплавом для наплавки, имеющим следующий состав: 40-51% Cr, от 0 до 0,1% C, менее 1,0% Si, от 0 до 5,0% Mn, менее 1,0% Mo, от 0,05 до 0,5% B, от 0 до 1,0% Al, от 0 до 1,5% Ti, от 0 до 0,2% Zr, от 0,5 до 3,0% Nb, совокупное содержание Co и Fe максимум 5,0%, максимум 0,2% О, максимум 0,3% N и Ni остальное. После приваривания данному материалу седла клапана придается высокая твердость, например 550 HV20, путем термообработки при температуре, превышающей 550oC.
Как правило, предполагается, что коррозионно-стойкие при высоких температурах сплавы, содержащие хром и никель, подвергаются старению (дисперсионному твердению) при температурах в диапазоне от 550oC до 850oC, то есть сплав становится более твердым и хрупким. Известно, что для литых деталей для достижения очень хорошей коррозионной стойкости при высоких температурах, в частности в средах, содержащих серу и ванадий из продуктов сгорания тяжелого дизельного топлива, используют сплав такого типа, который содержит 50% Cr и 50% Ni или сплав типа IN 657, состоящий из 48-52% Cr, 1,4-1,7% Nb, максимум 0,1% C, максимум 0,16% Ti, максимум 0,2% C+N, максимум 0,5% Si, максимум 1,0% Fe, максимум 0,3% Mg и Ni остальное. После отливки сплав содержит богатую никелем γ-фазу и богатую хромом α-фазу, где обе фазы, в зависимости от точного анализа сплава, могут образовывать первичную дендритную структуру. Известно, что эти сплавы подвергаются старению (дисперсионному твердению) при рабочих температурах, превышающих 600oC. Это происходит потому, что сплав в процессе своего охлаждения не затвердевает в своем равновесном состоянии. Если впоследствии сплав будет находиться при рабочей температуре, происходит выделение части недостаточно представленной фазы путем трансформации части избыточно представленной фазы, что вызывает охрупчивание, характеризуемое пластичностью менее 4% при комнатной температуре. Вследствие этих сравнительно низких прочностных характеристик сплавы использовались исключительно для литых деталей, испытывающих небольшие нагрузки.
В статье "Review of operating experience with current valve materials" ("Обзор опыта использования современных материалов для клапанов"), опубликованной The Institute of Marine Engineers, Лондон, в 1990 г., приводится обзор применяемых сплавов для наплавок для выпускных клапанов дизельных двигателей и подробно описаны проблемы высокотемпературной коррозии в дизельных двигателях. Особое внимание в статье уделяется состояниям (параметрам) на опорных поверхностях оси выпускного клапана.
На нижней поверхности клапана и на верхней поверхности поршня коррозионно-стойкий при высоких температурах материал должен ограничить коррозионное воздействие так, чтобы был обеспечен предпочтительно продолжительный срок службы клапана и/или поршня. Верхняя поверхность поршня и нижняя поверхность тарелки клапана имеют большие площади и, следовательно, подвергаются значительным термическим напряжениям, когда изменяется нагрузка на двигатель, например, при запуске или остановке двигателя. Самое сильное тепловое воздействие имеет место в середине зон частично потому, что газообразные продукты сгорания имеют самую высокую температуру возле середины камеры сгорания, и частично потому, что поршень и клапан охлаждаются вблизи краев указанных зон. Тарелка клапана охлаждается вблизи зоны седла на верхней поверхности, которая находится в контакте с охлаждаемым водой неподвижным седлом плапана, пока клапан закрыт, а что касается поршня, то тепло отводится к охлаждаемой водой гильзе цилиндра через поршневые кольца в дополнение к масляному охлаждению внутренней поверхности поршня. Более холодный материал, расположенный в периферийной зоне, препятствует тепловому расширению более горячего материала, находящегося в центре, что вызывает значительные термические напряжения.
Хорошо известно, что медленно изменяющиеся, но значительные по величине термические напряжения, вызываемые указанными тепловыми воздействиями, могут привести к звездообразному растрескиванию, начинающемуся в середине нижней поверхности тарелки клапана. Звездообразные трещины могут стать настолько глубокими, что они проходят через всю толщину коррозионно-стойкого при высоких температурах материала таким образом, что расположенный ниже материал подвергается коррозионному воздействию и разъедается, приводя к отказам в работе выпускного клапана.
Задачей настоящего изобретения является разработка выпускного клапана или поршня, имеющих предпочтительно продолжительную долговечность благодаря коррозионно-стойкому при высоких температурах материалу.
С учетом вышесказанного перегородочный элемент, заявленный в ограничительной части пункта 1 формулы изобретения, отличается в соответствии с изобретением тем, что помимо обыкновенных примесей и неизбежных остаточных количеств раскисляющих компонентов коррозионно-стойкий материал содержит в весовых процентах от 38 до 75% Cr и возможно от 0 до 0,15% C, от 0 до 1,5% Si, от 0 до 1,0% Mn, от 0 до 0,2% В, от 0 до 5,0% Fe, от 0 до 1,0% Mg, от 0 до 2,5% Al, от 0 до 2,0% Ti, от 0 до 8,0% Co, от 0 до 3,0% Nb, а также возможные составляющие элементы Ta, Zr, Hf, W и Mo, и Ni - остальное, причем совокупное содержание Al и Ti составляет максимум 4%, и совокупное содержание Fe и Co составляет максимум 8%, и совокупное содержание Ni и Co составляет не менее 25%, и что коррозионно-стойкий материал имеет твердость менее 310 HV, измеренную при приблизительно 20oC после того, как произвели нагрев материала до температуры в диапазоне 550-850oC и выдерживание его при данной температуре в течение более 400 часов.
Совершенно неожиданно оказалось, что материал данного состава, полученный с помощью процесса горячего изостатического прессования, не твердеет при рабочих температурах, которые воздействуют на подвижный перегородочный элемент в двигателе внутреннего сгорания, и, таким образом, можно поддерживать предпочтительно низкую твердость менее 310 HV20 и соответствующую надлежащую пластичность коррозионно-стойкого при высоких температурах материала на стороне подвижного перегородочного элемента, обращенной к камере сгорания. Низкая твердость позволяет ограничить или предотвратить образование трещин в материале, и, следовательно, срок службы перегородочного элемента не ограничен усталостными разрушениями в материале. Изобретение обеспечивает дополнительное преимущество, заключающееся в том, что материал сохраняет очень хорошие механические свойства даже после продолжительного теплового воздействия. Таким образом, материал сохраняет высокий предел прочности на растяжение в сочетании с высокой пластичностью, что совершенно не характерно для никелевых сплавов с высоким содержанием хрома. Эти свойства также обеспечивают возможность того, что коррозионно-стойкий материал заменяет по меньшей мере часть обычного несущего нагрузку материала перегородочного элемента, так что перегородочный элемент может быть выполнен с меньшим весом по сравнению с известными перегородочными элементами в тех случаях, когда коррозионно-стойкий материал размещен в качестве наплавки на наружной стороне материала, которая требуется для обеспечения прочности. Это снижение веса предпочтительно для двигателей внутреннего сгорания, поскольку меньший вес означает меньшую энергию, потребляемую для перемещения перегородочного элемента, и меньшие нагрузки на элементы двигателя, взаимодействующие с перегородочным элементом. Кроме того, при этом достигается экономия материала. В то же время материал с высоким содержанием в нем хрома обладает исключительной стойкостью к высокотемпературной коррозии, так что равномерно распределенная эрозия материала происходит существенно дольше по сравнению с перегородочными элементами с наплавками из различных видов материала по предшествующему техническому уровню, которые содержат хром и никель.
Чтобы избежать значительного твердения коррозионно-стойкого при высоких температурах материала при запуске в эксплуатацию клапана, важно, чтобы зернистый исходный материал не расплавлялся, и не подвергался существенным механическим деформациям при изготовлении перегородочного элемента. Процесс горячего изостатического прессования обеспечивает преобразование зернистого исходного материала путем, кроме всего прочего, основанного на диффузии разрушения границ между частицами, которое сохраняет очень плотную дендритную структуру частиц с близко расположенными соседними осями дендрита. В твердосплавных наплавках на основе никеля по предшествующему техническому уровню, в которых содержание хрома составляет от 40 до 52%, исходный материал расплавляется при литье или сварке, а последующий нагрев до температур, превышающих 550oC, приводит к тому, что проявляется присущая данным материалам склонность к повышению твердости при старении или дисперсионному твердению до высокой твердости. До сих пор с точки зрения металлургии не удалось дать удовлетворительное объяснение подавления механизма твердения в полученном путем горячего изостатического прессования материале перегородочного элемента согласно изобретению, но, как ни странно, подавление механизма твердения действительно имело место.
Если содержание хрома в материале становится ниже 38%, не достигается желательная стойкость по отношению к высокотемпературной коррозии. На поверхности перегородочного элемента хром вступает в реакцию с кислородом с образованием поверхностного слоя Cr2O3 защищающего расположенный под ним материал от воздействия коррозионно активных остаточных продуктов сгорания. Содержание Cr рациональным образом может превышать 44,5%. Если содержание хрома превышает 75%, содержание никеля в материале становится слишком низким, и, кроме того, при высоких температурах, используемых при процессе горячего изостатического прессования, могут произойти нежелательные локальные превращения в чистую α-фазу, то есть в богатую хромом фазу без дендритной структуры, α-фаза является хрупкой, и возрастающая доля этой фазы в структуре отрицательно влияет на пластичность материала. Предпочтительно содержание Cr в материале превышает 49%, чтобы тем самым повысить коррозионную стойкость.
Материал должен иметь совокупное содержание кобальта и никеля не менее 25% для обеспечения желательной пластичности, позволяющей противодействовать растрескиванию. Если сплав не содержит Co, содержание Ni должно быть тем самым не менее 25%. За исключением указанного нижнего предела содержания хрома, отсутствует какой-либо обусловленный структурой верхний предел содержания никеля.
Если содержание C превысит 0,15%, на поверхностях зерен могут выделяться нежелательные карбидные граничные слои, и, кроме того, может произойти выделение увеличивающих твердость карбидов, таких как NbC, WC или TiC. В зависимости от количеств других компонентов материала углерод также может образовывать нежелательные карбиды хрома. Чтобы с высокой степенью гарантированности предотвратить выделение карбидных соединений, содержание C предпочтительно должно быть меньше 0,02%, но поскольку углерод представляет собой стандартную примесь во многих металлах, с экономической точки зрения может оказаться рациональным (допустимым) ограничить содержание C максимум 0,08%.
Содержание кремния до 1,5% может способствовать повышению коррозионной стойкости, поскольку кремний образует оксиды кремния на поверхности материала, которые отличаются большой устойчивостью в среде, существующей в камере сгорания дизельного двигателя. Если содержание Si превысит 1,5%, могут выделиться нежелательные количества силицидов (соединений кремния с металлом), увеличивающих твердость. Кремний также может оказывать воздействие, вызывающее упрочнение раствора, на богатую никелем α-фазу в базовой структуре материала. По этой причине может оказаться желательным ограничить содержание Si в материале максимум до 0,95%.
Подобно Si, алюминий может способствовать повышению коррозионной стойкости за счет образования оксида алюминия на поверхности перегородочного элемента. Кроме того, при изготовлении зернистого исходного материала могут быть добавлены Al, Si и/или Mn, так как эти три компонента обладают раскисляющим (восстанавливающим) эффектом. Поскольку марганец не способствует улучшению желательных свойств материала перегородочного элемента, остаточное количество Mn в материале желательно ограничить максимум 1,0%.
С целью стабилизации оксидных образований на поверхности материала можно добавить до 0,5% Y и/или до 4,0% Та так же, как в случае добавления Al и Si. Большие количества иттрия и тантала не дают никакого дополнительного повышения коррозионной стойкости.
Алюминий может образовывать повышающее твердость интерметаллическое соединение с никелем (γ′), и поэтому материал может содержать максимум 2,5% Al. Если сплав также содержит Ti в количествах, превышающих максимум 2,0%, совокупное содержание Al и Ti в материале не может превышать 4%, поскольку титан может также образовывать часть нежелательных γ′-выделений. Чтобы получить преимущества от влияния Al, способствующего повышению коррозионной стойкости, и при этом гарантированным образом предотвратить выделение γ′, материал предпочтительно содержит менее 1,0% Al, при этом совокупное содержание Al и Ti составляет максимум 2,0%. Если сплав содержит Ti в количестве, близком к верхнему пределу для него, содержание Al рациональным образом может быть ограничено максимум 0,15%. С целью еще большего подавления образования γ′ содержание алюминия предпочтительно должно быть меньше 0,4%.
Титан Ti представляет собой часто встречающийся компонент сплавов, содержащих хром и никель, и поэтому может оказаться затруднительным полностью избежать некоторого количества Ti в материале. Предпочтительно содержание Ti составляет менее 0,6% с целью обеспечения противодействия выделениям повышающих твердость карбидов и боридов титана. Взаимодействие между Al и Ti делает желательным ограничение содержания Ti величиной менее 0,09% с тем, чтобы можно было добавить Al в количествах, которые могут повысить стойкость материала к высокотемпературной коррозии.
Содержание Fe в материале желательным образом ограничено максимум 5%, поскольку при более высоком содержании Fe коррозионная стойкость уменьшается. В качестве исходного материала также можно использовать материал, содержащий кобальт, который не оказывает отрицательного воздействия на коррозионную стойкость. Кобальт может частично заменить никель в материале, если это желательно по экономическим соображениям. В количествах до 8,0% кобальт не оказывает заметного воздействия, вызывающего упрочнение раствора, на γ-фазу. Также и в тех случаях, когда заменитель никеля нежелателен, добавления кобальта в количествах до 8,0% могут быть желательными, поскольку кобальт может изменить относительные количества α-фаз и γ-фаз в направлении, предпочтительном с точки зрения пластичности материала, за счет того, что Co способствует образованию γ-фазы. Это может оказаться желательным в особенности в том случае, если материал содержит много Cr, например более 60% Cr.
Бор может способствовать образованию смешанной фазы α+γ зернистого исходного материала, имеющей очень плотную дендритную структуру с малым расстоянием между осями дендрита. Если содержание B превысит 0,2%, количество выделений боросодержащей эвтектики и боридов может достичь такого уровня, который вызывает нежелательный эффект повышения твердости. В количествах до 0,15% цирконий Zr может оказывать такое же благоприятное воздействие на дендритную структуру, как и B, и, следовательно, его можно использовать в качестве альтернативы или в качестве дополнения к добавке В. Предпочтительно содержание B составляет менее 0,09%, чтобы ограничить количество повышающих твердость выделений.
Зернистый исходный материал может содержать остаточные количества магния, но данный компонент, очевидно, не дает никаких преимуществ при использовании (перегородочного элемента) по настоящей заявке, и, следовательно, содержание Mg в материале желательным образом ограничено максимум 1,0%.
В предпочтительном варианте осуществления содержание в материале неизбежных примесей N и О ограничено максимум 0,04% N и/или максимум 0,01% О. Содержание О в исходном материале может вызвать образование оксидных покрытий на зернах, и после процесса горячего изостатического прессования такие покрытия будут присутствовать в виде включений в материале, снижающих его прочность. Количество N может рациональным образом быть ограничено указанными 0,04% с целью противодействия образованию повышающих твердость нитридов или карбонитридов.
К сплаву, используемому при изготовлении зернистого исходного материала, может быть добавлен ниобий. По экономическим соображениям содержание Nb предпочтительно ограничено максимум 0,95%, но если сплав содержит заметные количества N и количества C, приближающиеся к верхнему пределу 0,15%, может оказаться желательным добавить до 2,0% Nb с целью нейтрализации присущей N и C склонности образовывать нежелательные граничные слои из карбидов и нитридов на границах зерен. Поразительно, но оказалось, что в коррозионно-стойком материале ниобий в количествах до 3,0% обладает положительным влиянием на структурные превращения, имеющие место при продолжительной работе перегородочного элемента в соответствующем температурном диапазоне. Таким образом, содержание Nb в количестве свыше 0,1% и предпочтительно от 0,9 до 1,95% способствует сохранению высокой пластичности материала после продолжительной работы.
Вольфрам и молибден являются нежелательными компонентами в материале, и если они присутствуют, материал предпочтительно должен содержать менее 1,4% W и менее 0,9% Mo, и совокупное содержание W и Mo должно быть меньше 2,0%. Это обусловлено тем, что как вольфрам, так и молибден оказывают воздействие, вызывающее упрочнение раствора, на базовую структуру, α+γ-фазу, в материале, что приводит к увеличению твердости. Чтобы избежать выделения интерметаллических соединений на основе W и Mo, совокупное содержание W и Mo предпочтительно должно быть меньше 1,0%.
Гафний Hf в количествах 0,1-1,5% оказывает модифицирующее воздействие на границы зерен, что положительно влияет на пластичность материала при температуре, при которой работает материал, то есть температуре в диапазоне 550-850oC.
Хорошо известно, что наплавка из чистого хрома на поверхности элемента обеспечивает исключительно высокую коррозионную стойкость, но также известно, что такая наплавка является очень хрупкой и не отличается заметной пластичностью. С помощью настоящего изобретения создается возможность смешать частицы с содержанием хрома, превышающим 75 весовых процентов, такие как частицы из чистого хрома, с исходным материалом на поверхности, обращенной к камере сгорания. Таким образом, перегородочный элемент может быть снабжен поверхностным слоем, имеющим дополнительно увеличенную коррозионную стойкость. Уменьшающаяся в результате этого пластичность поверхностного слоя может вызвать его растрескивание. Трещины приводят к тому, что находящийся ниже материал будет открыт для воздействия, а этот материал, как описано выше, имеет высокую пластичность, препятствующую превращению трещин в более глубокие трещины, и является коррозионно-стойким при высоких температурах, что ограничивает обусловленное коррозией разъедание (разрушение). Таким образом, добавление частиц с высоким содержанием хрома обеспечивает возможность получения перегородочного элемента, обладающего оптимальным сочетанием коррозионной стойкости и пластичности.
В течение срока службы перегородочного элемента содержание хрома в кристаллических зернах возле поверхности будет постепенно уменьшаться при выгорании оксидов хрома на поверхности элемента. Добавление частиц с высоким содержанием хрома препятствует данной тенденции, поскольку высокие температуры у поверхности заставляют хром из частиц с высоким содержанием хрома диффундировать в соседние кристаллические зерна с составом, указанным в пункте 1 формулы изобретения. Если частицы с высоким содержанием хрома будут проходить дальше внутрь материала, эти частицы не приведут к какому-либо существенному снижению пластичности материала. Это обусловлено тем, что уровень температуры дальше внутри материала ниже, что ограничивает склонность хрома диффундировать в соседние кристаллические зерна. Таким образом, зернистому исходному материалу может быть придан изменяющийся состав с уменьшением содержания (количества) частиц с высоким содержанием хрома при увеличении расстояния от поверхности перегородочного элемента.
С учетом обеспечения высокой пластичности коррозионно-стойкий материал предпочтительно имеет твердость менее 300 HV после нагрева его до температуры, указанной в пункте 1 формулы изобретения, (и выдерживания его при данной температуре) в течение указанного времени, и даже более предпочтительно, если твердость составляет менее 285 HV, будучи измеренной приблизительно при 20oC.
В одном варианте осуществления можно иметь толщину коррозионно-стойкого материала, превышающую 8 мм, в направлении под прямыми углами (перпендикулярно) к поверхности перегородочного элемента. Это повлечет за собой больший расход сравнительно дорогого исходного материала, но в то же время срок службы перегородочного элемента увеличивается приблизительно пропорционально увеличению толщины материала, поскольку материал не имеет никакой склонности к растрескиванию, но, напротив, истирается (разрушается) сравнительно равномерно. Если еще больше увеличить толщину коррозионно-стойкого при высоких температурах материала до значений, превышающих, например, 15 мм, достигается дополнительный эффект, заключающийся в том, что материал становится реальной (фактической) частью конструкции перегородочного элемента, а не просто защищающей от коррозии наплавкой.
Примеры осуществления изобретения будут разъяснены ниже более подробно со ссылкой на очень схематичные чертежи, в которых
фиг. 1 представляет собой центральное продольное сечение тарелки клапана вместе с нижней частью штока клапана, выполненной согласно изобретению и
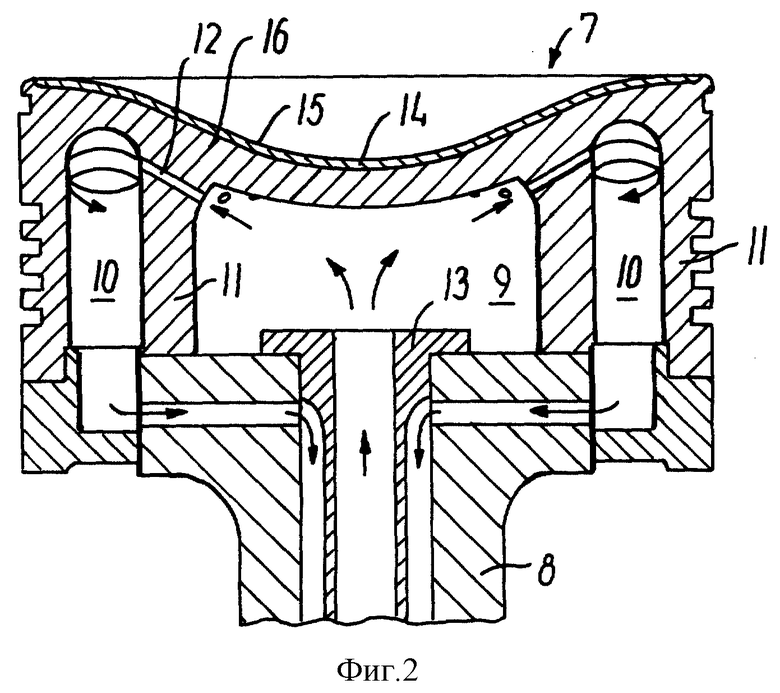
фиг. 2 представляет собой центральное продольное сечение поршня, выполненного согласно изобретению.
На фиг. 1 показан перегородочный элемент в виде выпускного клапана 1 в двухтактном крейцкопфном двигателе. Клапан содержит тарелку 2 клапана и шток 3 клапана, причем показана только нижняя часть штока. Седло 4 клапана на верхней поверхности тарелки клапана выполнено из коррозионно-стойкого при высоких температурах сплава с высокой твердостью, противодействующего образованию вмятин на уплотняемой поверхности седла. Нижняя поверхность тарелки клапана имеет слой коррозионно-стойкого при высоких температурах материала 5, противодействующего выгоранию материала с нижней поверхности 6 тарелки. Как описано выше, материал 5 изготовлен в соответствии с изобретением и обладает предпочтительным сочетанием высокой пластичности и большой стойкости к высокотемпературной коррозии.
На фиг. 2 показан перегородочный элемент в виде поршня 7, смонтированного на верхней части поршневого штока 8, причем показана только верхняя часть поршневого штока. Поршень имеет центральную полость 9 и множество вертикальных отверстий 10, равномерно распределенных вдоль периферии поршня в юбке 11 поршня, окружающей полость 9. С помощью меньших отверстий 12 полость 9 соединена с вертикальными отверстиями 10, так что охлаждающее масло из центральной трубки 13 в поршневом штоке может течь в полость и дальше через отверстия 12 в вертикальные отверстия 10, из которых масло возвращается обратно через поршневой шток. Траектория потока охлаждающего масла обозначена стрелками. Масло охлаждает нижнюю поверхность верхней части 16 поршня, но тем не менее перепады температур будут иметь место на верхней поверхности верхней части поршня, что вызывает термические напряжения в материале верхней части.
Естественно, возможны и другие конструктивные исполнения поршня, например с большим числом распылительных трубок, которые могут быть вставлены в нижнюю часть поршня для распыления охлаждающего масла до нижней поверхности верхней части поршня, или центральная полость может иметь больший диаметр, так что охлаждение верхней части поршня будет осуществляться главным образом посредством охлаждения разбрызгиванием.
На своей верхней поверхности верхняя часть поршня имеет слой коррозионно-стойкого при высоких температурах материала 14, противодействующего выгоранию материала с верхней поверхности 15 поршня. Как описано выше, материал 14 изготовлен в соответствии с изобретением и обладает предпочтительным сочетанием высокой пластичности и большой стойкости к высокотемпературной коррозии.
Когда двигатель работает, поршень совершает возвратно-поступательные движения в непоказанной гильзе цилиндра, и в соответствующие моменты цикла работы двигателя выпускной клапан закрывается и открывается за счет того, что клапан смещается от неподвижной части седла клапана, которая также не показана, и обратно к ней, причем эта неподвижная часть имеет седло клапана с кольцевой нижней уплотняющей поверхностью, которая при закрытом положении клапана упирается в верхнее седло 4 клапана.
Подвижные перегородочные элементы 1, 7 вместе с гильзой цилиндра и крышкой цилиндра, которая не показана, образуют камеру сгорания двигателя и, следовательно, подвергаются воздействию высокотемпературной и агрессивной среды, образующейся при процессе сгорания.
Если двигатель представляет собой двухтактный крейкопфный двигатель, диаметр поршня может, например, варьироваться от 250 до 1000 мм, а диаметр тарелки клапана может, например, изменяться от 100 до 600 мм. Из этого очевидно, что поверхности подвижных перегородочных элементов, обращенных к камере сгорания, имеют большие площади, что приводит к возникновению больших термических напряжений в материалах 5, 14.
Предпочтительные свойства подвижных перегородочных элементов 1 и 7 также могут быть использованы в двигателях меньшего размера, например в четырехтактных двигателях средне- или высокоскоростного типа, но их применение особенно рационально в указанных больших двигателях с тяжелыми нагрузками.
Далее приводится описание того, как образуется слой из материала 5, 14 соответственно на подвижных перегородочных элементах 1, 7. Основной корпус из соответствующего материала, такого как сталь, аустенитная сталь или сплав нимоник, описанный в вышеуказанной британской статье, изготавливают обычным образом, обрабатывая до желательной формы без коррозионно-стойкого при высоких температурах материала 5, 14. Затем материал 5, 14 наносят на основной корпус посредством хорошо известного процесса горячего изостатического прессования. При этом процессе используется зернистый исходный материал, который может быть получен, например, путем распыления струи жидкости, образованной расплавленным сплавом, содержащим никель и хром, в камере с инертной атмосферой, тем самым происходит резкое охлаждение каплеобразного материала и затвердевание его в виде частиц с очень плотной дендритной структурой α+γ. Зернистый материал также можно назвать порошком.
Зернистый исходный материал помещают в пресс-форму в количестве, отрегулированном до желательной толщины материала 5, 14. Как указано выше, одновременно в зону рядом с дном пресс-формы могут быть добавлены частицы с высоким содержанием хрома со смешиванием их в этой зоне. После этого основной корпус помещают сверху от зернистого материала, пресс-форму закрывают и создают разрежение (вакуум) для удаления нежелательных газов. После этого начинается процесс горячего изостатического прессования, при котором зернистый материал нагревается до температуры в диапазоне от 950 до 1200oC, и подается высокое давление, например, от 900 до 1200 бар. При таких условиях исходный порошок становится пластичным и преобразуется в когерентный, плотный материал по существу без расплавленния. Затем перегородочный элемент вынимают и при необходимости обрабатывают до желательных размеров.
Для клапанов 1 в качестве базового корпуса можно, использовать тарелку 2 клапана без штока 3, при этом шток крепят затем на тарелке клапана после завершения процесса горячего изостатического прессования. Эту операцию крепления штока можно, например, выполнить посредством сварки трением. Преимущество такого подхода заключается в том, что манипулирование базовым корпусом в процессе горячего изостатического прессования облегчается, когда крепление штока происходит после данного процесса. Кроме того, можно изготовить всю тарелку клапана или при желании весь клапан из зернистого материала с помощью процесса горячего изостатического прессования, при этом в различных зонах корпуса детали используются различные составы частиц, которые соответствуют желательным свойствам материала в рассматриваемых зонах и выбраны на основе экономических соображений. Ниже приведены примеры с целью иллюстрации механических свойств коррозионно-стойкого при высоких температурах материала.
Пример 1
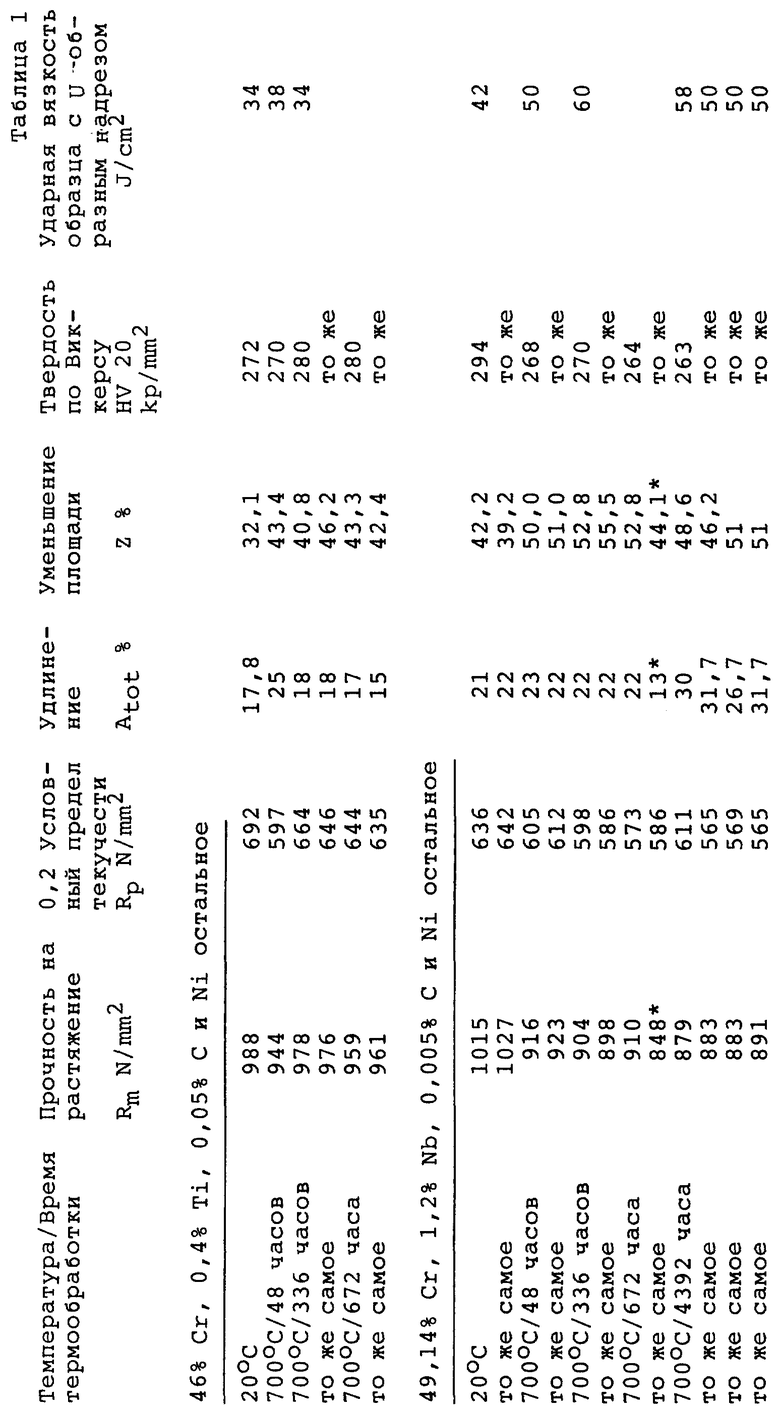
Посредством процесса горячего изостатического прессования была изготовлена стержнеобразная деталь с диаметром 30 мм и длиной приблизительно 1000 мм, причем деталь была изготовлена из зернистого исходного материала, анализ состава которого показал, что данный материал содержит 46% Cr, 0,4% Ti, 0,05% C и Ni - остальное. После помещения в пресс-форму исходный материал нагрели до температуры 1150oC и подвергли воздействию избыточного давления, составившего приблизительно 1000 бар, и после выдержки базовой детали при данных условиях в течение приблизительно 2,5 часов осуществляли возврат базовой детали к комнатной температуре и нормальному давлению. Из стержнеобразной детали были нарезаны диски с толщиной приблизительно 8 мм, используемые в качестве образцов. При комнатной температуре средняя измеренная твердость дисков составила 269 HV20. После этого диски были подвергнуты термообработке при температуре 700oC в течение 672 часов. После термообработки средняя измеренная твердость дисков при комнатной температуре составила 285 HV20. Таким образом, можно было удостовериться в том, что термообработка вызвала лишь очень ограниченное увеличение твердости.
Пример 2
Стержнеобразная деталь была изготовлена так же, как и в примере 1, из зернистого исходного материала, анализ состава которого показал, что материал содержит 49,14% Cr, 1,25% Nb, 0,005% C и Ni - остальное, и были нарезаны диски, служащие в качестве образцов, причем средняя измеренная твердость дисков составила 292 HV20. Затем диски были подвергнуты термообработке при температуре 700oC в течение 672 часов, после чего их средняя измеренная твердость составила 260 HV20. Таким образом, можно было удостовериться в том, что термообработка вызвала уменьшение твердости.
Пример 3
Затем так же, как и в примере 1, были изготовлены три стержнеобразные детали, причем анализ состава материала первой из этих деталей показал, что материал содержит 46% Cr, 0,4% Ti, 0,05% C и Ni - остальное, анализ состава материала второй из этих деталей показал, что материал содержит 49,14% Cr, 1,25% Nb, 0,005% C и Ni - остальное, и анализ состава материала третьей из этих деталей показал, что материал содержит 54,78% Cr, 1,26% Nb, 0,005% C, 0,1% Fe и Ni - остальное. Из каждой из этих трех деталей были нарезаны детали длиной 120 мм, которые были обработаны обычным образом для получения образцов для испытаний на растяжение. При испытании диаметр образцов с содержанием Cr 46% составлял 3 мм, в то время как диаметр образцов из двух других сплавов составлял 5 мм. Была измерена средняя твердость образцов, после чего партия образцов была подвергнута термообработке в течение 48 часов при 700oC, вторая партия образцов была подвергнута термообработке в течение 336 часов при 700oC, и третья партия образцов была подвергнута термообработке в течение 672 часов при 700oC. Кроме того, из двух упомянутых последними сплавов была изготовлена четвертая партия образцов с диаметром при испытании, составившим 6 мм. Четвертая партия образцов была подвергнута термообработке в течение 4392 часов при 700oC. После термообработки была измерена средняя твердость образцов при комнатной температуре и были проведены испытания на растяжение и ударные испытания при комнатной температуре с целью проверки механических свойств материалов. Измерение твердости проводили в соответствии с методом Виккерса (HV20), а ударную вязкость измеряли в соответствии с методом определения ударной вязкости по Шарли для образца с U-образным надрезом, причем при данном испытании минимальная площадь несущей нагрузку зоны образцов была зафиксирована на уровне 0,5 см2. Результаты испытаний приведены в таблицах 1 и 2. Следует отметить, что результаты измерений, отмеченные звездочкой, указывают на образцы, которые преждевременно разрушились вследствие ошибок при обработке.
Результаты испытаний показывают, что не произошло уменьшения пластичности полученного путем горячего изостатического прессования, коррозионно-стойкого при высоких температурах материала, подвергнутого продолжительному воздействию тепловой нагрузки при уровне температуры, характерном для рабочих температур, при которых работают подвижные перегородочные элементы в камере сгорания большого двухтактного двигателя.
Также видно, что остальные механические свойства материала являются превосходными. Прочность материала на растяжение (предел прочности на растяжение) перед термообработкой существенно выше ее обычных значений для никелевых сплавов с высоким содержанием хрома. Видно, что термообработка приводит к ограниченному снижению прочности на растяжение до уровня, который все еще остается высоким, что предпочтительно. Удлинение при разрушении термообработанных образцов в основном составляет более 20%. Также видно, что при термообработке происходит увеличение удлинения при разрушении и возрастание уменьшения площади, что означает, что материал приобретает более высокую пластичность. Также видно, что для содержащих ниобий материалов, подвергнутых термообработке в течение менее 4400 часов, достигается удлинение при разрушении, составляющее приблизительно 30%, при этом после долговременного теплового воздействия уменьшение площади составляет приблизительно 50%. Видно, что при продолжительности термообработки от 672 до 4392 часов удлинение при разрушении увеличивалось до 50%. Эти результаты показывают, что коррозионно-стойкие материалы согласно изобретению представляют собой эффективные конструкционные материалы с очень хорошими прочностными свойствами, которые сохраняются и после продолжительного теплового воздействия.
Кроме того, очевидно, что материалы имеют исключительно высокую ударную вязкость. По сравнению с ударной вязкостью материала, полученного путем горячего изостатического прессования, ударная вязкость существенно увеличивается за счет термообработки, которая имитирует условия работы материалов. Таким образом, за исключением незначительных уменьшений пределов текучести и прочности на растяжение, коррозионно-стойкие материалы достигают лучших прочностных свойств при работе в диапазоне температур от 550oC до 850oC.
Исключительно хорошие механические свойства материала делают его пригодным для использования в качестве конструкционного материала, который одновременно обладает отличной коррозионной стойкостью, известной сама по себе.
В качестве дополнительных примеров коррозионно-стойких материалов согласно изобретению можно упомянуть материал со следующим составом: 60% Cr, максимум 0,02% C, максимум 0,2% Si, максимум 0,5% Mn, максимум 0,5% Mo, максимум 0,2% Cu, максимум 0,005% B, максимум 0,002% Al, максимум 0,02% Ti, максимум 0,02% Zr, 1,25% Nb, максимум 0,5% Co, максимум 0,5% Fe, максимум 0,05% N, максимум 0,02% О и Ni - остальное, и материал со следующим составом: 45% Cr, максимум 0,02% C, 1,5% Si, максимум 0,5% Mn, максимум 0,5% Mo, максимум 0,2% Cu, максимум 0,005% B, максимум 0,002% Al, максимум 0,02% Ti, максимум 0,02% Zr, 1,25% Nb, максимум 0,5% Co, максимум 0,5% Fe, максимум 0,05% N, максимум 0,02% О и Ni - остальное.
В вышеприведенном описании все процентные соотношения компонентов сплавов выражены в весовых процентах.

Изобретение относится к области двигателестроения и позволяет повысить долговечность выпускного клапана и поршня за счет использования коррозионно-стойкого при высоких температурах покрытия. Подвижный перегородочный элемент в виде выпускного клапана или поршня в двигателе внутреннего сгорания на стороне перегородочного элемента, обращенной к камере сгорания, покрыт коррозионно-стойким при высоких температурах материалом, изготовленным из зернистого исходного материала из сплава, содержащего никель и хром, который с помощью процесса горячего изостатического прессования был преобразован в плотный (когерентный) материал, по существу, без расплавления исходного материала. Коррозионно-стойкий материал имеет твердость менее 310 HV, измеренную при приблизительно 20°С после того, как произвели нагрев материала до температуры 550-850°С и выдерживание его при данной температуре более 400 ч. 13 з.п. ф-лы, 2 ил., 2 табл.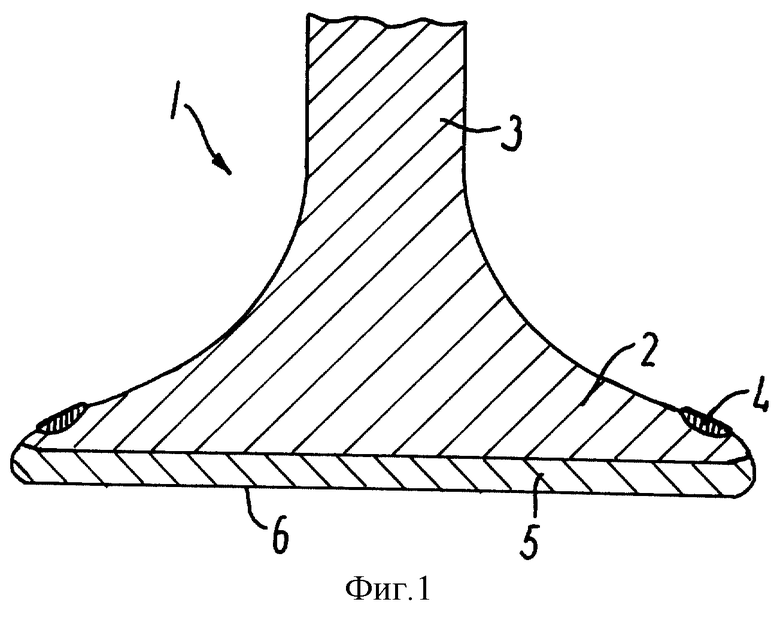
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТОГО СТЫКА КРИВОШИПНОЙ ГОЛОВКИ ШАТУНА | 2002 |
|
RU2219043C1 |
| US 4554898 A, 26.11.1985 | |||
| ВОЛОКНА И НИТИ С ОККЛЮДИРУЮЩЕЙ ФУНКЦИЕЙ | 2015 |
|
RU2666848C2 |
| Покрытие для стержня выхлопного клапана двигателя внутренного сгорания | 1975 |
|
SU682148A3 |
| СПОСОБ ЗАЩИТЫ ВЫХЛОПНЫХ КЛАПАНОВ АВИАДВИГАТЕЛЕЙ ОТ РАЗГАРА | 1944 |
|
SU64821A1 |
