ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к области металлургических установок, в частности, к прокатному стану с зоной охлаждения для охлаждения и ножницами для резки металлических полос, предпочтительно из стали.
С одной стороны, настоящее изобретение относится к способу поперечного разделения металлической полосы, предпочтительно стальной полосы, причем способ включает в себя следующие этапы:
- перемещение металлической полосы в направлении транспортировки через зону охлаждения;
- охлаждение металлической полосы в зоне охлаждения; затем
- поперечное разделение металлической полосы посредством ножниц, так что металлическая полоса разделяется в поперечном направлении на предшествующий участок металлической полосы с концевой частью полосы предшествующего участка металлической полосы и последующий участок металлической полосы с головной частью полосы последующего участка металлической полосы, и головная часть полосы последующего участка металлической полосы в направлении транспортировки следует непосредственно за концевой частью полосы предшествующего участка металлической полосы.
С другой стороны, настоящее изобретение относится к устройству для поперечного разделения металлической полосы для выполнения соответствующего изобретению способа, с рольгангом для направления металлической полосы, с по меньшей мере одним охлаждающим устройством, причем охлаждающее устройство размещено перед ножницами для поперечного разделения металлической полосы, так что металлическая полоса (6) разделяется в поперечном направлении на предшествующий участок (28) металлической полосы с концевой частью полосы предшествующего участка (32) металлической полосы и последующий участок (29) металлической полосы с головной частью полосы последующего участка (31) металлической полосы, и головная часть полосы последующего участка (31) металлической полосы в направлении транспортировки следует непосредственно за концевой частью предшествующего участка (32) металлической полосы.
УРОВЕНЬ ТЕХНИКИ
В последующем описании, ножницы, которые, например, могут быть выполнены как маятниковые ножницы, перед чистовой линией прокатного стана обозначаются как устройство разделения. Ножницы, размещенные после чистовой линии (прокатного стана) и перед моталкой, которые могут быть выполнены как вращающиеся (барабанные) ножницы, далее обозначаются как ножницы.
Поперечное разделение металлических полос, особенно из высокопрочных сортов стали (пределы текучести более 500 MПa) и/или с толщинами более 4 мм, в соответствии с предшествующим уровнем техники требует некоторых изменений в конфигурации установки. Чтобы иметь возможность надежного разделения высокопрочных и/или толстых металлических полос, некоторые части установки должны быть рассчитаны соответственно с большими размерами. Ножницы перед моталкой, по причинам инерции и высокой скорости резания, не могут проектироваться с произвольно большими размерами. Ввиду этого ограничения, металлическая полоса часто разрезается уже в устройстве разделения, которое находится перед чистовой линией, и металлическая полоса затем подвергается чистовой прокатке партиями (в периодическом режиме). Однако это приводит к тому, - чтобы гарантировать достаточный зазор между концевой частью полосы и головной частью полосы, - что предшествующая полоса должна сильно ускоряться. Достаточный зазор необходим для того, чтобы не могли возникать столкновения головой части полосы и концевой части полосы в последующих частях установки - например, перед моталкой. Кроме того, должно гарантироваться, что одновременно две разные металлические полосы на находятся на одной и той же секции отводящего рольганга. Зазор, при необходимости, также необходим, когда предусматривается изменение очага деформации (зазора между валками), вследствие изменения толщины последующей металлической полосы. Увеличение скорости также означает, что последующие компоненты установки, такие как индукционная печь, чистовая линия и зона охлаждения будут проходиться быстрее. При прохождении через чистовую линию, более высокая скорость также приводит к повышениям температуры, что имеет негативное влияние на механические свойства полосы и на качество поверхности. Для того чтобы механические свойства металлической полосы оставались однородными по длине, технологические параметры компонентов установки должны соответствующим образом корректироваться, чтобы избегать неблагоприятных повышений температуры. Шаблон охлаждения зоны охлаждения также должен быть соответственно согласован. Особенно негативно проявляется разделение на ножницах перед чистовой линией в установке ESP (производства бесконечной полосы), так как преимущества стабильного непрерывного режима работы из-за этого упраздняются.
В WO/59650 раскрыта система с установкой непрерывной разливки, линией черновой прокатки, устройством разделения, печью, намоточным устройством, устройством удаления окалины, линией чистовой прокатки, устройством охлаждения, ножницами и еще одним намоточным устройством. Промежуточная полоса разделяется в поперечном направлении на устройстве разделения, причем предшествующая металлическая полоса имеет концевую часть полосы, а последующая металлическая полоса - головную часть полосы. Уже отделенная поперек концевая часть полосы и также уже физически имеющаяся головная часть полосы затем подвергаются перегреву в индукционной печи и наматываются посредством намоточного устройства. Затем, металлическая полоса снова сматывается с моталки и подвергается чистовой прокатке в чистовой линии. Ввиду перегретой головной части полосы и концевой части полосы металлической полосы эта система особенно подходит для прокатки тонких металлических листов >1 мм. Перегрев головной части полосы и концевой части полосы приводит к сопоставимым качествам, как в случае холоднокатаных металлических полос. После охлаждающего устройства размещены ножницы, которые могут разделять в поперечном направлении тонкую горячекатаную металлическую полосу при необходимости еще раз на длину полосы.
В EP0730916 A1 раскрыта линия горячей прокатки, которая имеет следующие компоненты: установку непрерывной разливки, печь, прокатный стан, ножницы и намоточное устройство. В линии горячей прокатки, во время работы, толщина прокатываемой металлической полосы может изменяться. С помощью следящего устройства, изменение толщины металлической полосы может обнаруживаться, и ножницы управляются с помощью этого следящего устройства. При обнаружении изменения толщины металлической полосы ножницы активируются для поперечного разделения. В последующем намоточном устройстве металлическая полоса затем наматывается.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является создание способа и устройства указанного выше типа, с помощью которых металлические полосы с толщинами более 4 мм и/или металлические полосы из высокопрочных сортов металла (пределы текучести более 500 MПa) могут поперечно разделяться с помощью ножниц, которые размещены после линии чистовой прокатки и после участка охлаждения.
Эта задача в вышеуказанном способе решается тем, что металлическая полоса в зоне охлаждения охлаждается до заданного температурного профиля в продольном направлении металлической полосы, так что металлическая полоса в области головной части полосы последующего участка металлической полосы и концевой части полосы предшествующего участка металлической полосы имеет более высокую температуру, чем в расположенных впереди и позади областях.
При этом металлическая полоса перемещается в направлении транспортировки через зону охлаждения. В зоне охлаждения металлическая полоса охлаждается и затем осуществляется поперечное разделение металлической полосы ножницами, так что поперечно разделенная металлическая полоса имеет головную часть полосы последующего участка металлической полосы и концевую часть полосы предшествующего участка металлической полосы. В качестве головной части полосы обозначается начало металлической полосы в направлении транспортировки. Концевая часть полосы предшествующего участка металлической полосы представляет собой конец предшествующего участка металлической полосы после поперечного разделения. Головная часть полосы последующей металлической полосы и концевая часть полосы предшествующей металлической полосы, таким образом, до поперечного разделения идентичны и содержатся только как мысленная плоскость поперек к направлению транспортировки. Головная часть полосы последующего участка металлической полосы и концевая часть полосы предшествующего участка металлической полосы определяются уже перед входом в охлаждающее устройство, а не только после выполненного поперечного разделения. Под участком металлической полосы понимается, соответственно, та часть металлической полосы, которая наматывается на катушку. В процессе производства, таким образом, создается много отдельных участков металлической полосы. Участки металлической полосы до поперечного разделения являются частью металлической полосы. После осуществленного поперечного разделения и готовой намотки предшествующего участка металлической полосы, последующий перед этим участок металлической полосы для следующего поперечного разделения становится предшествующим участком металлической полосы. В области головной части полосы последующего участка металлической полосы и коневой части полосы предшествующего участка металлической полосы в зоне охлаждения устанавливается температурный профиль, который имеет более высокую температуру, чем в расположенных впереди и позади областях.
За счет более высокой температуры в области головной части полосы последующего участка металлической полосы и концевой части полосы предшествующего участка металлической полосы предел текучести предпочтительно снижается на величину до 50%. Для высокопрочных сортов стали снижение предела текучести может быть даже >50%. За счет этого усилия резания, применяемые для поперечного разделения полосы, соответственно уменьшаются. Поперечное разделение металлической полосы может без особых проблем осуществляться обычно применяемыми ножницами. Таким образом, не требуется проектировать ножницы с большими размерами - что также из-за инерции возможно лишь в ограниченной степени и дополнительно связано с высокими затратами. Кроме того, также не является необходимым разделять металлическую полосу с помощью устройства разделения (т.е. до линии чистовой прокатки) или размещать дополнительные вторые ножницы после чистовой линии, которые предназначены для поперечного разделения больших толщин. Этот способ гарантирует, что та же самая установка может выполнять поперечное разделение также высокопрочных металлических полос и/или металлических полос с толщиной >4 мм без ухудшения свойств полосы и качества поверхности.
В предпочтительном варианте осуществления способа область головной части полосы последующего участка металлической полосы и концевой части полосы предшествующего участка металлической полосы по меньшей мере перед началом зоны охлаждения до ножниц постоянно (т.е. в реальном времени) отслеживается. Головная часть полосы последующего участка металлической полосы и концевая часть полосы предшествующего участка металлической полосы определяются уже перед входом металлической полосы в зону охлаждения. Путем отслеживания головной части полосы последующего участка металлической полосы и концевой части полосы предшествующего участка металлической полосы эта область в течение всего прохождения непрерывно определяется по меньшей мере от начала зоны охлаждения до ножниц. Тем самым температурный профиль может быть целенаправленно установлен в желательной области для последующих головной части полосы и концевой части полосы.
Температурный профиль, который устанавливается в металлической полосе, предпочтительно представляет собой наклонный профиль. Это позволяет для каждой марки стали и/или толщины устанавливать оптимизированный температурный профиль, чтобы минимизировать усилия резания на ножницах. Однако также могут применяться другие температурные профили, такие как ступенчатый профиль или синусоидальный температурный профиль.
Предпочтительно, температура в области головной части полосы последующего участка металлической полосы и концевой части полосы предшествующего участка металлической полосы по меньшей мере на 100°С выше, чем у остальной металлической полосы. Из этой разницы температур устанавливается заметное снижение в применяемых усилиях при поперечном разделении.
В особенно предпочтительном варианте осуществления изобретения, концевая часть полосы предшествующего участка металлической полосы и головная часть полосы последующего участка металлической полосы являются неохлаждаемыми. Тем самым применяемые усилия при поперечном разделении снижаются больше всего.
Металлическими полосами, для которых этот способ особенно подходит, являются полосы из высокопрочных и сверхвысокопрочных марок, особенно трубных сталей, таких как X70 или X80, многофазных сталей для горячей прокатки полос, таких как двухфазная сталь DP600, DP800, DP1000 и т.д., или полно- мартенситных сталей.
С помощью этого способа обеспечивается возможность того, что даже высокопрочные металлические полосы с толщиной >4 мм могут быть разделены в поперечном направлении. Для этого не требуется проектировать ножницы с большими размерами. С помощью соответствующего изобретению способа, при той же самой конфигурации установки, с применением стандартно используемых ножниц, без особых проблем можно выполнять поперечное разделение, например, металлической полосы из двухфазной стали DP1000 с толщиной 8 мм. Без применения соответствующего изобретению способа была бы возможна максимально толщина 4 мм. Конечно, также можно применять меньшие ножницы, с помощью которых могло бы выполняться поперечное разделение, например, толщин максимально 2,5 мм. С помощью соответствующего изобретению способа с применением тех же самых ножниц может без особых проблем выполняться поперечное разделение металлических полос толщиной 5 мм.
Для того чтобы передать температурный профиль на металлическую полосу, предпочтительно, если это осуществляется с помощью количества охлаждающей среды, подводимой в зоне охлаждения. Температурный профиль в зоне охлаждения в области головной части полосы последующего участка металлической полосы и концевой части полосы предшествующего участка металлической полосы устанавливается за счет того, что охлаждающая среда в этой области совсем не применяется или применяется только в уменьшенной мере.
При прохождении головной части полосы последующего участка металлической полосы и концевой части полосы предшествующего участка металлической полосы через зону охлаждения, подача охлаждающей среды регулируется в соответствии с требуемым температурным профилем.
В другом целесообразном выполнении, регулировка количества охлаждающей среды осуществляется дискретно. При дискретной регулировке количества, применяется либо 100% охлаждающей среды, либо 0%. Это имеет то преимущество, что зона охлаждения может быть легко осуществлена, без сложных исполнительных элементов - например, для регулировки количества. Также возможно выполнение в непрерывном режиме. Регулировка осуществляется тогда посредством величины или давления.
Этот способ является особенно предпочтительным, когда металлическая полоса перед охлаждением в зоне охлаждения прокатывается в прокатном стане литейно-прокатной комбинированной установки. Этот способ может использоваться в существующих установках без существенных изменений. Особенно предпочтительным образом этот способ может использоваться для установок ESP (производства бесконечной полосы). Это приносит явные преимущества, состоящие в том, что при подобной конфигурации установки бесконечный режим может быть распространен также на высокопрочные сорта и большие толщины, без негативных влияний на свойства полосы.
Еще один предпочтительный вариант осуществления способа состоит в том, что металлическая полоса после поперечного разделения наматывается на намоточное устройство (моталку). За счет более высокой температуры головной части полосы последующего участка металлической полосы облегчается заправка в намоточном устройстве и последующая намотка. К тому же можно избежать повреждений, таких как вмятины на ведущих роликах. В качестве намоточного устройства обозначается устройство, которое наматывает металлическую полосу.
Другим предпочтительным выполнением является то, что длина секции металлической полосы с повышенной температурой≥окружности катушки, так что катушка укладывается в нагретом состоянии за счет концевой части полосы предшествующего участка металлической полосы. Повышенная температура концевой части полосы предшествующего участка металлической полосы имеет дополнительно положительный эффект, состоящий в том, что это приводит к более равномерному охлаждению металлической полосы. Так как внешний слой остывает быстрее, чем лежащие под ним, процесс охлаждения по всей длине намотанной металлической полосы является более равномерным, в результате чего обеспечиваются более однородные механические свойства. Длина нагретой концевой части полосы должна предпочтительным образом соответствовать по меньшей мере окружности катушки. В качестве катушки обозначается намотанная в рулон на моталке металлическая полоса.
Для поперечного разделения металлической полосы особенно предпочтительным является вариант осуществления, в котором режущий зазор ножниц регулируется в зависимости от толщины металлической полосы. Это позволяет дополнительно оптимизировать процесс поперечного разделения, даже во время работы, и усилия резания дополнительно уменьшаются в зависимости от толщины металлической полосы. В первом приближении, существует линейная зависимость идеального режущего зазора от толщины металлической полосы.
Соответствующая изобретению задача также решается вышеупомянутым устройством, которое содержит следующее:
- отслеживающее устройство для отслеживания головной части полосы последующего участка металлической полосы и концевой части полосы предшествующего участка металлической полосы по меньшей мере от начала охлаждающего устройства до ножниц,
- управляющее устройство для управления охлаждающим устройством и ножницами в зависимости от положения головной части полосы последующего участка металлической полосы концевой части полосы предшествующего участка металлической полосы.
С помощью этого устройства можно непрерывно отслеживать положение последующей головной части полосы и концевой части полосы по меньшей мере от начала охлаждающего устройства до ножниц и управлять охлаждающим устройством в соответствии с положением последующей головной части полосы последующего участка металлической полосы и концевой части полосы предшествующего участка металлической полосы.
В противоположность этому, документ EP0730916 раскрывает следящее устройство, которое регистрирует изменение толщины полосы. С помощью этого следящего устройства затем осуществляется управление ножницами. Однако в этом документе не раскрыто отслеживающее устройство для отслеживания от начала охлаждающего устройства до достижения ножниц. Также не раскрыто управление охлаждающим устройством на основе положения головной части полосы и концевой части полосы. Такое выполнение - без знания способа, описанного в пункте 1 формулы изобретения, - не может быть выведено из упомянутого документа и никоим образом не является очевидным.
Предпочтительный вариант осуществления охлаждающего устройства имеет по меньшей мере три отдельные охлаждающие секции, причем по меньшей мере три охлаждающие секции могут управляться или регулироваться отдельно друг от друга. Посредством по меньшей мере трех отдельных охлаждающих секций гарантируется, что температурный профиль может быть надежно перенесен на металлическую полосу. Если область головной части полосы последующего участка металлической полосы и концевой части полосы предшествующего участка металлической полосы - которая должна иметь более высокую температуру - достигает участка охлаждения, первая в направлении транспортировки охлаждающая секция отключается, в то время как остальные охлаждающие секции остаются включенными. Когда область головной части полосы последующего участка металлической полосы и концевой части полосы предшествующего участка металлической полосы - которая должна иметь более высокую температуру - приближается к второй охлаждающей секции, последняя также отключается, и после того как область головной части полосы последующего участка металлической полосы и концевой части полосы предшествующего участка металлической полосы - которая должна иметь более высокую температуру - покидает первую охлаждающую секцию, последняя вновь включается. При приближении области головной части полосы последующего участка металлической полосы и концевой части полосы предшествующего участка металлической полосы - которая должна иметь более высокую температуру - к третьей охлаждающей секции, последняя отключается, и после того как область головной части полосы последующего участка металлической полосы и концевой части полосы предшествующего участка металлической полосы - которая должна иметь более высокую температуру - вновь покидает вторую охлаждающую секцию, вторая охлаждающая секция вновь включается. Это осуществляется для всех дальнейших охлаждающих секций, которые имеются в охлаждающем устройстве, аналогичным образом. Когда точно соответствующая охлаждающая секция включается или отключается, зависит от того, какой температурный профиль должен быть перенесен на металлическую полосу, и сколько охлаждающих секций имеет охлаждающее устройство, но прежде всего от того, какая область перед концевой части полосы предшествующего участка металлической полосы и какая область после головной части полосы последующего участка металлической полосы должна иметь более высокую температуру.
Для того, чтобы иметь возможность особенно точно отслеживать положение головной части полосы последующего участка металлической полосы и концевой части полосы предшествующего участка металлической полосы, особенно предпочтительным является, если отслеживающее устройство имеет вычислительное устройство и по меньшей мере один датчик положения или скорости, которое перед поперечным разделением металлической полосы управляет охлаждающим устройством таким образом, что желательный температурный профиль устанавливается в области головной части полосы последующего участка металлической полосы и концевой части полосы предшествующего участка металлической полосы. Датчик положения или скорости может быть выполнен как контактный (например, нажатием ролика или по числу оборотов на моталке) или бесконтактный (оптический, например, с помощью лазера).
Что касается варианта осуществления охлаждающего устройства, целесообразным является выполнение охлаждающего устройства в виде участка водяного охлаждения.
В особенно предпочтительном варианте, охлаждающее устройство выполнено таким образом, что расход форсунок распыления воды охлаждающего устройства в направлении транспортировки может управляться или регулироваться по отдельности или по секциям с помощью исполнительного устройства, которое соединено с управляющим устройством. Форсунки распыления воды установлены на распылительной балке. Если рассматриваются отдельные распылительные балки вдоль направления транспортировки, которые расположены поперек направления транспортировки по всей ширине металлической полосы, то каждая распылительная балка представляет собой наименьшую секцию. На этих распылительных балках могут находиться, например, трубки или форсунки, через которые подается вода. Секции могут тогда, в зависимости от требований, которые предъявляет соответствующая металлическая полоса, устанавливаться с различными размерами. Также несколько распылительных балок могут управляться совместно. Но также возможно, что каждая форсунка на каждой распылительной балке управляется индивидуально.
Отслеживание области головной части полосы последующего участка металлической полосы и концевой части полосы предшествующего участка металлической полосы в предпочтительном варианте осуществления выполняется с помощью устройства измерения температуры. Для обнаружения концевой части полосы предшествующего участка металлической полосы и головной части полосы последующего участка металлической полосы также могут использоваться устройства измерения температуры. Обеспечиваемые при этом преимущества заключаются в следующем: температурный профиль согласовывается с предварительно заданным, устанавливается точное положение головной части полосы последующего участка металлической полосы и концевой части полосы предшествующего участка металлической полосы и сравнивается с расчетным положением. Устройства измерения температуры могут располагаться в самых различных положениях. При этом предпочтительными положениями являются: перед зоной охлаждения, в центре зоны охлаждения, после зоны охлаждения и перед ножницами.
Для поперечного разделения металлической полосы особенно предпочтительным выполнением является то, что ножницы имеют устройство для регулировки режущего зазора, причем на устройство для регулировки режущего зазора может подаваться фактическая толщина металлической полосы. Это позволяет дополнительно оптимизировать процесс поперечного разделения и дополнительно уменьшать усилия резания в зависимости от толщины металлической полосы. Регулировка режущего зазора осуществляется в зависимости от толщины металлической полосы. Он становится тем больше, чем толще металлическая полоса, которая разделяется в поперечном направлении.
Дополнительные преимущества и признаки настоящего изобретения станут очевидными из последующего описания неограничивающих примеров выполнения со ссылкой на следующие чертежи, которые показывают следующее.
Фиг. 1 - схематичное представление литейно-прокатной установки в соответствии с предшествующим уровнем техники.
Фиг. 2 - схематичное представление литейно-прокатной установки для соответствующего изобретению поперечного разделения металлических полос.
Фиг. 3a и фиг. 3b показывает укладку в нагретом состоянии катушки.
Фиг. 4 показывает соответствующий изобретению температурный профиль металлической полосы.
Фиг. 5а и фиг. 5b показывают варианты выполнения датчика положения и датчика скорости.
Фиг. 6 показывает график предела текучести в зависимости от температуры из публикации М. Spittel, T. Spittel, Landolt-Börnstein Group VIII: Advanced Materials and Technologies, Volume 2, Springer Verlag, 2007, S. 11.
Фиг. 7а и фиг. 7b показывают соответствующий изобретению температурный профиль металлической полосы незадолго до и вскоре после поперечного разделения.
Фиг. 1 показывает литейно-прокатную установку 1. В нормальном режиме работы, установка 2 непрерывной разливки формирует непрерывно отливаемый исходный материал 3 с поперечным сечением плоского слитка, который транспортируется посредством рольганга 4 к линии 5 черновой прокатки. После черновой прокатки в линии 5 черновой прокатки, металлическая полоса 6 поступает в устройство 7 разделения. В соответствии с предшествующим уровнем техники здесь осуществлялось поперечное разделение металлической полосы 6 посредством устройства 7 разделения, которое в этом случае представляет собой маятниковые ножницы. Затем посредством приводных роликов рольганга 4 вытягиваются разрывы между металлическими полосами 6а-6d. На чертеже также видны возникающие после поперечного разделения головные части 31а-31d полосы и концевые части 32а-32d полосы. После прохождения индукционной печи 8, чистовой линии 9 и зоны 10 охлаждения осуществляется наматывание металлической полосы на моталку 13.
На фиг. 2 показана соответствующая изобретению форма выполнения устройства для поперечного разделения металлических полос. Первые этапы до линии 5 черновой прокатки осуществляют аналогично предшествующему уровню техники согласно фиг. 1. Затем не осуществляется никакого поперечного разделения, а металлическая полоса 6 проходит неразделенной через индукционную печь 8, чистовую линию 9 и затем попадает в зону 10 охлаждения. Перед входом металлической полосы 6 в зону 10 охлаждения, посредством первого датчика 15 температуры регистрируется фактическая температура металлической полосы 6 и передается к управляющему устройству 14. В зоне 10 охлаждения желательный температурный профиль создается в металлической полосе 6 за счет того, что секции 20 балок распыления воды или также лишь отдельные распылительные балки 21 охлаждающего устройства 19 соответствующим образом управляются посредством управляющего устройства 14. Головная часть полосы последующего участка 31 металлической полосы и концевая часть полосы предшествующего участка 32 металлической полосы металлической полосы 6 (см. фиг. 4 ниже) определяются управляющим устройством 14 управления, с помощью датчика 16 положения и вычислительного устройства 22, и их положение непрерывно определяется. Датчик 16 положения может быть выполнен как контактный (например, нажатием ролика или по числу оборотов на моталке) или бесконтактный (оптический, например, с помощью лазера). Датчик 16 положения и вычислительное устройство 22 образуют отслеживающее устройство 23. Оросительные балки 21 могут в соответствии с заданным температурным профилем устанавливаться на протяжении всего прохождения головной части полосы последующего участка 31 металлической полосы и концевой части полосы предшествующего участка 32 металлической полосы. Металлическая полоса 6 после прохождения через охлаждающее устройство 19 - в области головной части полосы последующего участка 31 металлической полосы и концевой части полосы предшествующего участка 32 металлической полосы - имеет более высокую температуру, чем в расположенных впереди и позади областях. После полного прохода головной части полосы последующего участка 31 металлической полосы и концевой части полосы предшествующего участка 32 металлической полосы через зону 10 охлаждения, температурный профиль снова регистрируется вторым датчиком 17 температуры и передается на управляющее устройство 14, чтобы фактический профиль согласовывать с целевым профилем. Когда головная часть полосы последующего участка 31 металлической полосы и концевая часть полосы предшествующего участка 32 металлической полосы достигают ножниц, последние получают, посредством управляющего устройства 14, сигнал, и металлическая полоса 6 разделяется в поперечном направлении. Предшествующая металлическая полоса 28 наматывается в готовом виде посредством моталки 13, затем головная часть полосы последующего участка 31 металлической полосы заправляется в моталке 13, и начинается процесс наматывания.
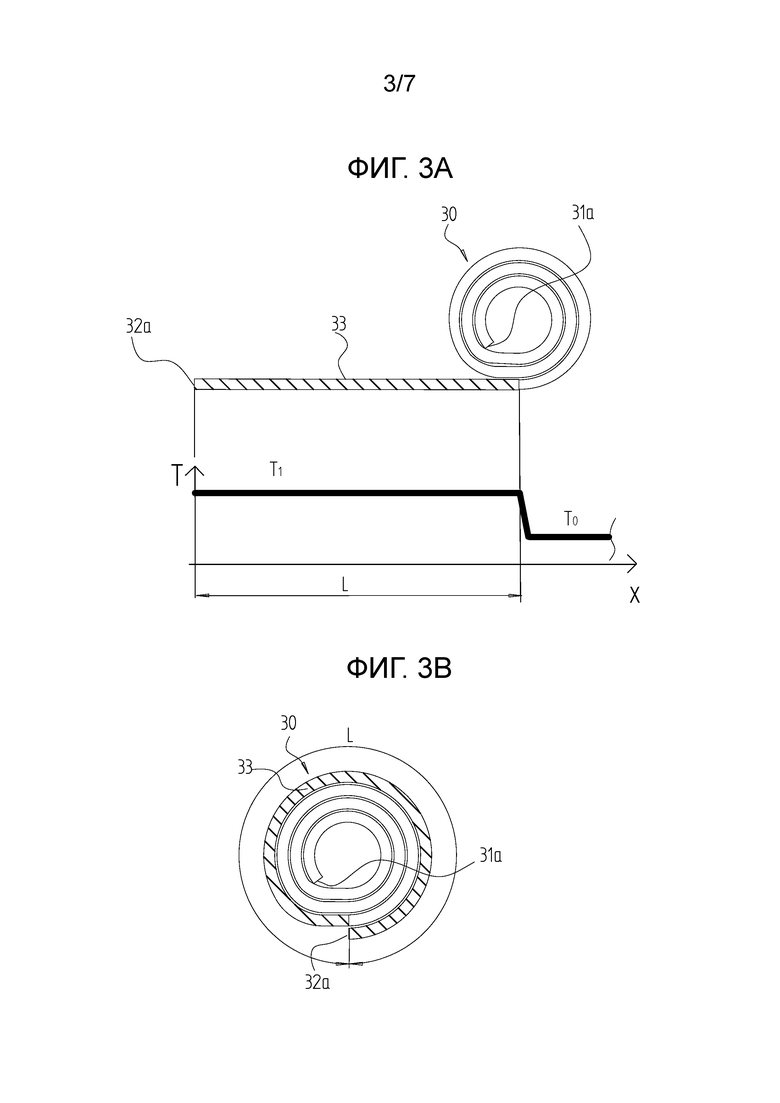
На фиг. 3a и фиг. 3b представлено, как катушка 30 укладывается в нагретом состоянии. На фиг. 3а представлена намотанная катушка 30, внутри головная часть 31а полосы, участок металлической полосы с температурой T0, участок 33 металлической полосы длиной L с температурой Т1 и концевая часть 32а полосы. Длина L участка металлической полосы составляет при этом длину окружности катушки 30. Температура участка 33 металлической полосы имеет при этом более высокое значение температуры Т1, чем температура Т0 предшествующей части металлической полосы. На диаграмме температура Т представлена по длине х металлической полосы - при этом речь идет о вытянутой длине.
На фиг. 3b тогда видно, что нагретый участок 33 металлической полосы окружает катушку 30.
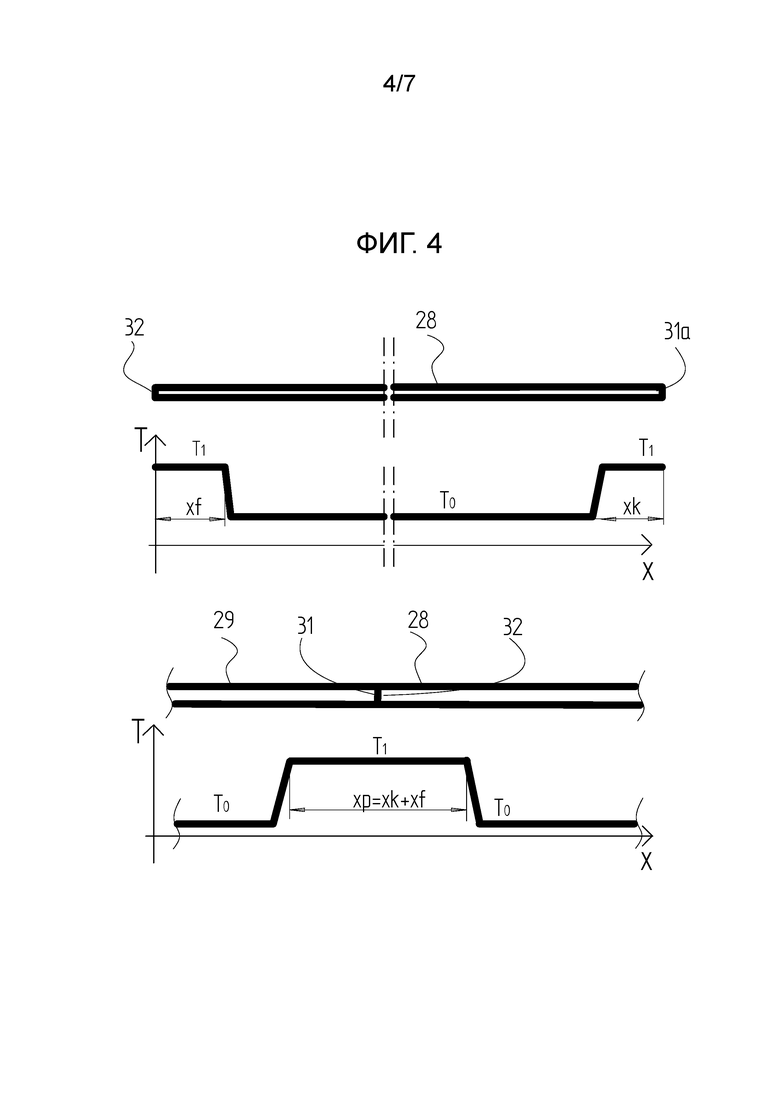
На фиг. 4 показан типовой соответствующий изобретению температурный профиль по длине хp температурного профиля металлической полосы 6. В области концевой части полосы предшествующей металлической полосы 32 - по длине xf концевой части полосы - температура Τ1 выше, чем после этого, где устанавливается температура Т0, пока, наконец, не последует область головной части полосы последующего участка 31 металлической полосы, в которой также - по длине xk головной части полосы - снова устанавливается температура Τ1. Длина xk головной части полосы и длина xf концевой части полосы не должны, как показано здесь, быть одинаковыми. Они также могут иметь разные длины. Головная часть 31а полосы последующей металлической полосы 28 также имеет температурный профиль с температурой Т1. Металлическая полоса 6 после поперечного разделения на ножницах разделяется на предшествующий участок 28 металлической полосы и последующий участок 29 металлической полосы. Однако уже перед поперечным разделением - по меньшей мере, как только оба участка достигают охлаждающего устройства - она определяется как предшествующий участок 28 металлической полосы и последующий участок 29 металлической полосы.
На фиг. 5а более подробно показан вариант осуществления датчика 16 положения, ролик 41 которого прижимается к металлической полосе 6. При перемещении металлической полосы прижатый ролик 41 вращается, и это регистрируется оптическим датчиком 42, и сформированный на этой основе сигнал подвергается дальнейшей обработке в управляющем устройстве 14. С помощью этого сигнала и различной дополнительной информации, например, желательной длины металлической полосы может вычисляться положение последующей головной части полосы и концевой части полосы по меньшей мере в области от начала зоны 10 охлаждения до ножниц 12 с помощью управляющего устройства 14. Секции 20 распылительных балок или, при необходимости, отдельные распылительные балки 21 в зоне 10 охлаждения управляются таким образом, что на металлической полосе 6 устанавливается желательный температурный профиль.
На фиг. 5b представлен вариант выполнения датчика 18 скорости. При этом положение металлической полосы 6 определяется через число оборотов моталки 13 посредством датчика 43 угла поворота. Зная толщину металлической полосы 6, диаметр моталки 13 и дополнительную информацию, которая важна для изготовления - как, например, желательная длина металлической полосы - можно и здесь определить положение головной части 31 полосы и концевой части 32 полосы в зоне 10 охлаждения.
На фиг. 6 представлено поведение предела текучести σF в зависимости от температуры Т стали H360LA. Можно видеть, что предел текучести спадает от 300 МПа при температуре около 600°С до 150 МПа при температуре около 800°С. Таким образом, при повышении температуры металлической полосы приблизительно на 200°С усилия резания на ножницах могут значительно снижаться.
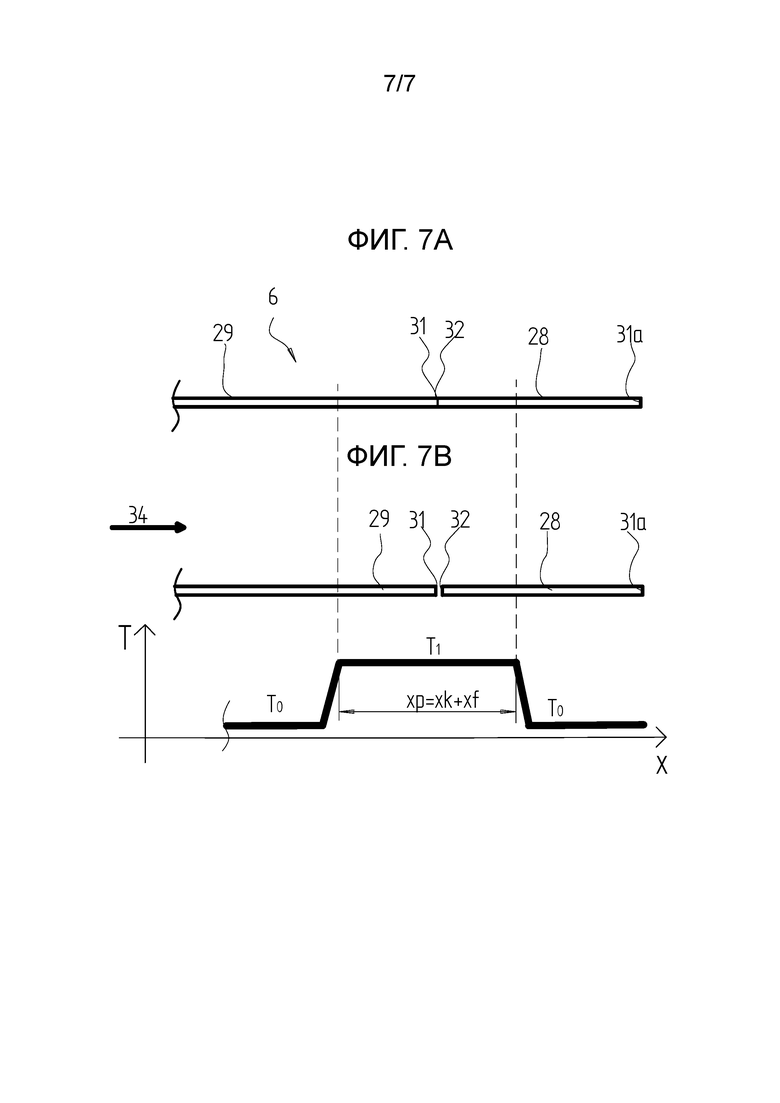
На фиг. 7а представлена металлическая полоса 6, непосредственно перед поперечным разделением. Концевая часть полосы предшествующего участка 32 металлической полосы и головная часть полосы последующего участка 31 металлической полосы перед поперечным разделением еще идентичны и существуют только как воображаемая плоскость. Предшествующий участок металлической полосы уже имеет головную часть 31а полосы, которая возникла при предыдущем поперечном разделении. На фиг. 7b поперечное разделение уже имело место. В результате - в направлении 34 транспортировки - получаются, таким образом, предшествующий участок 28 металлической полосы с концевой частью полосы предшествующего участка 32 металлической полосы и последующий участок 29 металлической полосы с головной частью полосы последующего участка 31 металлической полосы. Предшествующий участок металлической полосы имеет после поперечного разделения головную часть 31а полосы и концевую часть полосы предшествующего участка 32 металлической полосы. Область головной части полосы последующего участка 31 металлической полосы и область концевой части полосы предшествующего участка 32 металлической полосы имеют представленный температурный профиль.
Перечень ссылочных позиций
1 литейно-прокатная установка
2 установка непрерывной разливки
3 исходный материал
4 рольганг
5 линия черновой прокатки
6, 6а-6d металлическая полоса
7 устройство разделения
8 индукционная печь
9 чистовая линия
10 зона охлаждения
12 ножницы
13 моталка
14 управляющее устройство
15 первый датчик температуры
16 датчик положения
18 датчик скорости
17 второй датчик температуры
19 охлаждающее устройство
20 секции распылительных балок
21 распылительная балка
22 вычислительное устройство
23 отслеживающее устройство
28 предшествующий участок металлической полосы
29 последующий участок металлической полосы
30 катушка
31 головная часть полосы последующего участка металлической полосы
31а-31d головная часть полосы
32 концевая часть полосы предшествующего участка металлической полосы
32а-32d концевая часть полосы
33 участок металлической полосы
34 направление транспортировки
41 ролик
42 оптический датчик
43 датчик угла поворота
L длина участка металлической полосы
T температура
хр длина температурного профиля
xf длина концевой части полосы
xk длина головной части полосы
х длина металлической полосы
σf предел текучести
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ СВЕРХТОНКИХ ГОРЯЧЕКАТАНЫХ ПОЛОС ИЗ ТОНКИХ СЛЯБОВ | 2003 |
|
RU2320431C2 |
| КОМПАКТНАЯ ГИБКАЯ CSP УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ПОЛОС, ПРЕДНАЗНАЧЕННАЯ ДЛЯ ЭКСПЛУАТАЦИИ В НЕПРЕРЫВНОМ, ПОЛУНЕПРЕРЫВНОМ И ПЕРИОДИЧЕСКОМ РЕЖИМЕ | 2008 |
|
RU2438805C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ И ТЕРМООБРАБОТКИ СТАЛЬНОЙ ПОЛОСЫ | 2008 |
|
RU2429922C1 |
| КОМБИНИРОВАННАЯ УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ С КАРУСЕЛЬНОЙ МОТАЛКОЙ | 2021 |
|
RU2776937C1 |
| УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА РАСПРЕДЕЛЕНИЕ ТЕМПЕРАТУР ПО ШИРИНЕ | 2011 |
|
RU2488456C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНОЙ СТАЛИ И ТОНКОЙ ПОЛОСЫ | 2011 |
|
RU2552802C2 |
| Стан для прокатки полосы | 1977 |
|
SU737033A1 |
| КОМПАКТНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2368438C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2267368C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПОСРЕДСТВОМ ПРЯМОЙ ПРОКАТКИ ЗАГОТОВКИ | 2008 |
|
RU2429923C1 |




Изобретение относится к области металлургических установок, в частности к прокатному стану с зоной охлаждения для охлаждения и ножницам для поперечного разделения металлических полос, предпочтительно из стали. Заявленный способ поперечного разделения металлической полосы (6), предпочтительно стальной полосы, включает в себя следующие этапы: перемещение металлической полосы (6) в направлении транспортировки через зону (10) охлаждения; охлаждение металлической полосы (6) в зоне (10) охлаждения; затем поперечное разделение металлической полосы (6) ножницами (12) таким образом, что металлическая полоса (6) разделяется в поперечном направлении на предшествующий участок (28) металлической полосы с концевой частью полосы предшествующего участка (32) металлической полосы и последующий участок (29) металлической полосы с головной частью полосы последующего участка (31) металлической полосы, и головная часть полосы последующего участка (31) металлической полосы в направлении (34) транспортировки непосредственно следует за концевой частью полосы предшествующего участка (32) металлической полосы. При этом металлическая полоса (6) в зоне (10) охлаждения охлаждается до заданного температурного профиля в продольном направлении металлической полосы (6) таким образом, что металлическая полоса (6) в области головной части полосы последующего участка (31) металлической полосы и концевой части полосы предшествующего участка (32) металлической полосы имеет более высокую температуру, чем в расположенных впереди и позади областях. Изобретение также относится к устройству для поперечного разделения металлической полосы (6) для осуществления заявленного способа. Технический результат заключается в создании способа и устройства, с помощью которых металлические полосы с толщинами >4 мм и/или металлические полосы из высокопрочных сортов металла можно поперечно разделять с помощью ножниц, которые размещены после чистовой линии и после зоны охлаждения. 2 н. и 18 з.п. ф-лы, 10 ил.
1. Способ поперечного разделения металлической полосы (6), предпочтительно стальной полосы, причем способ включает в себя следующие этапы:
- перемещение металлической полосы (6) в направлении транспортировки через зону (10) охлаждения;
- охлаждение металлической полосы (6) в зоне (10) охлаждения; затем
- поперечное разделение металлической полосы (6) ножницами (12) таким образом, что металлическая полоса (6) разделяется в поперечном направлении на предшествующий участок (28) металлической полосы с концевой частью полосы предшествующего участка (32) металлической полосы и последующий участок (29) металлической полосы с головной частью полосы последующего участка (31) металлической полосы, и головная часть полосы последующего участка (31) металлической полосы в направлении (34) транспортировки непосредственно следует за концевой частью полосы предшествующего участка (32) металлической полосы,
отличающийся тем, что металлическая полоса (6) в зоне (10) охлаждения охлаждается до заданного температурного профиля в продольном направлении металлической полосы (6) таким образом, что металлическая полоса (6) в области головной части полосы последующего участка (31) металлической полосы и концевой части полосы предшествующего участка (32) металлической полосы имеет более высокую температуру, чем в расположенных впереди и позади областях.
2. Способ по п. 1, отличающийся тем, что область головной части полосы последующего участка (31) металлической полосы и концевой части полосы предшествующего участка (32) металлической полосы непрерывно отслеживается по меньшей мере от начала зоны (10) охлаждения до ножниц (12).
3. Способ по любому из предыдущих пунктов, отличающийся тем, что температурный профиль представляет собой наклонный профиль.
4. Способ по любому из предшествующих пунктов, отличающийся тем, что температура в области головной части полосы последующего участка (31) металлической полосы и концевой части полосы предшествующего участка (32) металлической полосы по меньшей мере на 100°С выше, чем в остальной металлической полосе (6).
5. Способ по п. 4, отличающийся тем, что область головной части полосы последующего участка (31) металлической полосы и концевой части полосы предшествующего участка (32) металлической полосы является неохлаждаемой.
6. Способ по любому из предыдущих пунктов, отличающийся тем, что металлическая полоса (6) состоит из высоко- и сверхвысокопрочных сортов металла, предпочтительно трубных сталей или многофазных сталей горячекатаной полосы или полно-мартенситных сталей.
7. Способ по любому из предыдущих пунктов, отличающийся тем, что металлическая полоса (6) имеет толщину >4 мм.
8. Способ по любому из предыдущих пунктов, отличающийся тем, что температурный профиль устанавливают посредством подаваемого к металлической полосе (6) в зоне (10) охлаждения количества охлаждающей среды.
9. Способ по п. 8, отличающийся тем, что количество охлаждающей среды регулируют дискретно.
10. Способ по любому из предыдущих пунктов, отличающийся тем, что металлическую полосу (6) перед охлаждением в зоне (10) охлаждения прокатывают в прокатном стане литейно-прокатной установки (1).
11. Способ по любому из предыдущих пунктов, отличающийся тем, что металлическую полосу (6) после поперечного разделения наматывают на моталку (13).
12. Способ по п. 11, отличающийся тем, что длина участка (33) металлической полосы с повышенной температурой ≥ окружности катушки (30), так что катушка (30) за счет концевой части полосы последующего участка (32) металлической полосы укладывается в нагретом состоянии.
13. Способ по любому из предыдущих пунктов, отличающийся тем, что режущий зазор ножниц (12) регулируют в зависимости от толщины металлической полосы (6).
14. Устройство для поперечного разделения металлической полосы (6) для осуществления способа по любому из предыдущих пунктов с рольгангом (4) для направления металлической полосы (6) с по меньшей мере одним охлаждающим устройством, причем охлаждающее устройство (19) размещено перед ножницами (12) для поперечного разделения металлической полосы, так что металлическая полоса (6) разделяется в поперечном направлении на предшествующий участок (28) металлической полосы с концевой частью полосы предшествующего участка (32) металлической полосы и последующий участок (29) металлической полосы с головной частью полосы последующего участка (31) металлической полосы, и головная часть полосы последующего участка (31) металлической полосы в направлении (34) транспортировки непосредственно следует за концевой частью полосы предшествующего участка (32) металлической полосы,
отличающееся
- отслеживающим устройством (23) для отслеживания положения головной части полосы последующего участка (31) металлической полосы и концевой части полосы предшествующего участка (32) металлической полосы по меньшей мере от начала охлаждающего устройства (19) до ножниц (12), и
- управляющим устройством (14) для управления охлаждающим устройством и ножницами (12) в зависимости от положения головной части полосы последующего участка (31) металлической полосы и концевой части полосы предшествующего участка (32) металлической полосы.
15. Устройство по п. 14, отличающееся тем, что охлаждающее устройство содержит по меньшей мере три отдельные секции охлаждения, причем по меньшей мере три секции охлаждения могут управляться или регулироваться отдельно.
16. Устройство по п. 14, отличающееся тем, что отслеживающее устройство (23) содержит вычислительное устройство (22) и датчик (16) положения или датчик (18) скорости для металлической полосы (6).
17. Устройство по любому из пп. 14-16, отличающееся тем, что охлаждающее устройство (19) представляет собой участок водяного охлаждения.
18. Устройство по любому из пп. 14-17, отличающееся тем, что расход форсунок распыления воды охлаждающего устройства (19) в направлении (34) транспортировки может управляться или регулироваться по отдельности или по секциям с помощью исполнительного устройства, которое соединено с управляющим устройством (14).
19. Устройство по п. 14, отличающееся тем, что отслеживающее устройство (23) представляет собой устройство для измерения температуры.
20. Устройство по любому из пп. 14-19, отличающееся тем, что ножницы (12) содержат устройство для регулировки режущего зазора, причем на устройство для регулировки режущего зазора может подаваться текущая толщина металлической полосы (6).
| Размалывающая гарнитура дисковой мельницы | 1978 |
|
SU730916A1 |
| EP 1925373 B1, 31.03.2010 | |||
| DE 102007007560 A1, 21.08.2008 | |||
| СПОСОБ ЛЕЧЕНИЯ МАКУЛЯРНОГО РАЗРЫВА | 2003 |
|
RU2258491C2 |
| Способ возведения фундаментов | 1939 |
|
SU59650A1 |
| СПОСОБ И ЛИНИЯ ЧИСТОВОЙ ПРОКАТКИ ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ИСХОДНОГО МАТЕРИАЛА | 2006 |
|
RU2415725C2 |

