Изобретение относится к обработке металлов давлением, а именно к изготовлению деталей из трубных заготовок.
Известен способ раздачи труб дорном по авторскому свидетельству N 585905, B 21 D 41/02, при котором перед дорном по ходу его перемещения подают в полость жидкое или газообразное рабочее тело под давлением.
Недостатком этого способа является низкая производительность, т.к. данный способ позволяет осуществлять раздачу одного конца трубы, а для раздачи другого конца трубы необходима перенастройка трубной заготовки и последующая раздача.
Известен также способ получения деталей из трубных заготовок двусторонним деформированием концевых частей раздачей путем перемещения одного формообразующего элемента относительно другого и осадки в штампах, причем после раздачи последовательно формуют среднюю часть заготовки роликами (авторское свидетельство N 428834, B 21 D 51/16).
Недостатком данного способа является то, что при таком деформировании концевых частей трубных заготовок можно получить раздачу концов трубы равными диаметрами, так как процесс раздачи с обеих сторон осуществляется в одинаковых условиях. Для изменения диаметра любого из концов трубы необходимы дополнительные операции раздачи и дополнительные специальные устройства.
Целью изобретения является повышение производительности и экономичности за счет обеспечения одновременной двусторонней раздачи концов труб с разными размерами по диаметру и уменьшения затрат на изготовление оснастки. Указанная цель достигается тем, что в способе получения деталей из трубных заготовок двусторонним деформированием концевых частей раздачей путем перемещения одного формообразующего элемента относительно другого, в отличие от прототипа, после образования требуемой формы одной из концевых частей, дальнейшее перемещение формообразующего элемента продолжают с нагревом другой концевой части.
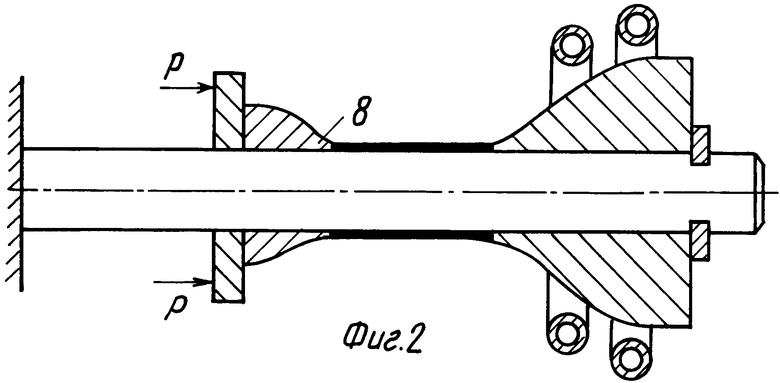
Сущность изобретения поясняется графическими материалами, где на фиг. 1 показано устройство для двусторонней раздачи концов труб, исходное положение; на фиг. 2 - заключительный момент.
Для реализации предлагаемого способа устройство содержит жестко закрепленную одним концом штангу 1, по которой перемещается подвижная траверса 2 с закрепленным на ней формообразующим элементом - пуансоном 3. На другом конце штанги фиксируют формообразующий элемент - пуансон 4 посредством стопорного кольца 5. В зоне формообразующей части 4 устанавливают индуктор 6, предназначенный для нагрева формообразующего элемента - пуансона 4 и трубной заготовки 7.
Способ предлагаемой двусторонней раздачи концов трубы заключается в следующем: на штангу 1 одевают трубную заготовку 7. На свободный конец штанги крепят пуансон 4, в зоне которого устанавливают индуктор 6. Осуществляют подачу подвижной траверсы 2 с усилием Р. В результате происходит перемещение пуансона 3 и соответствующая равномерная раздача концов трубы 7. В момент достижения требуемой формы конца трубы по пуансону 3 включают нагрев со стороны пуансона 4. Так как усилие раздачи по пуансону 4 снижается, благодаря большей пластичности материала трубы вследствие нагрева, далее идет процесс формообразования конца трубы по пуансону 4 без перемещения заготовки относительно пуансона 3.
Предложенный способ был опробован при двусторонней раздаче концов трубы из материала АМг - 2М диаметром 53 мм и толщиной стенки 1,5 мм. Сначала один конец трубы раздают до диаметра 60 мм без нагрева, другой конец также увеличивается до диаметра 60 мм, после чего включают нагрев и осуществляют дальнейшую раздачу до диаметра 75 мм с нагревом 400- 420 С. В результате реализации данного способа двусторонняя раздача концов труб с различными по величине диаметрами осуществляется за одну операцию за счет применения высокоскоростного индукционного нагрева токами высокой частоты, со стороны большего диаметра, что позволяет повысить производительность и экономичность предлагаемого способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ КОНЦОВ ТРУБ | 1997 |
|
RU2122913C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ КОНЦОВ ТРУБ | 1997 |
|
RU2122481C1 |
| СПОСОБ РАЗДАЧИ КОНЦОВ ТРУБ | 1997 |
|
RU2122912C1 |
| ПУАНСОН ДЛЯ РАЗДАЧИ КОНЦОВ ТРУБ | 1997 |
|
RU2127165C1 |
| ШТАМП ДЛЯ РАЗДАЧИ ТРУБ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2104815C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ КОНЦОВ ТРУБ | 1999 |
|
RU2176170C2 |
| СПОСОБ РАЗДАЧИ КОНЦОВ ТРУБ | 1998 |
|
RU2158646C2 |
| СПОСОБ РАЗДАЧИ ТРУБ | 1998 |
|
RU2158645C2 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1999 |
|
RU2176169C2 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБНЫХ ЗАГОТОВОК | 1993 |
|
RU2097162C1 |
Изобретение относится к обработке металлов давлением, а именно к изготовлению деталей из трубных заготовок. Способ получения деталей из трубных заготовок двусторонним деформированием концевых частей раздачей включает перемещение одного формообразующего элемента относительно другого. После образования требуемой формы одной из концевых частей, дальнейшее перемещение формообразующего элемента продолжают с нагревом другой концевой части. Техническим результатом данного изобретения является повышение производительности и экономичности. 2 ил.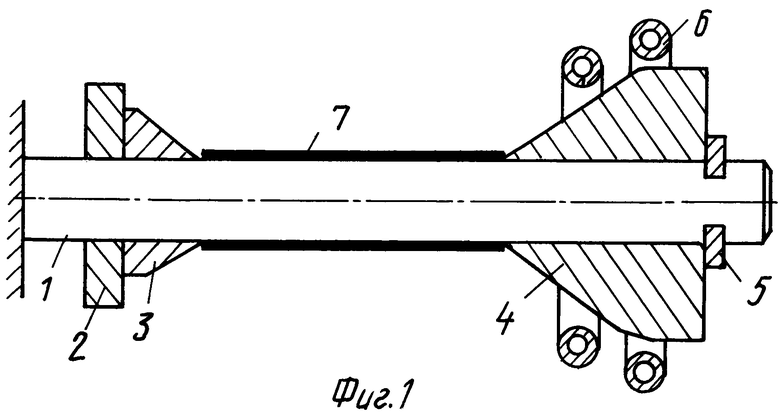
Способ получения деталей из трубных заготовок двусторонним деформированием концевых частей раздачей путем перемещения одного формообразующего элемента относительно другого, отличающийся тем, что после образования требуемой формы одной из концевых частей дальнейшее перемещение формообразующего элемента продолжают с нагревом другой концевой части.
| 1972 |
|
SU428834A1 | |
| Способ раздачи труб | 1976 |
|
SU585905A1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОГО РАЗРУШЕНИЯ МОНОЛИТНЫХ ОБЪЕКТОВ | 1991 |
|
RU2007569C1 |
| JP 59120329 А, 11.07.1984. | |||

