Изобретение относится к области обработки металлов давлением, а именно к штамповке деталей из трубных заготовок, и может быть использовано в авиационной, судостроительной и смежных с ними отраслях промышленности.
Известен способ раздачи концов труб, заключающийся в наталкивании трубной заготовки на пуансон (Горбунов М.Н. Технология заготовительно-штамповочных работ в производстве самолетов. М.: Машиностроение, 1981, стр. 114, рис. 5.3). Недостатком этого способа является следующее. При деформировании тонкостенных трубных заготовок предельные технологические возможности ограничены потерей устойчивости заготовки в зоне передачи усилия (вследствие образования кольцевых гофр) и разрушением передней торцевой части заготовки.
Ближайший аналог-способ раздачи труб (А. с. 810343 СССР, МКИ В 21 D 41/02. Способ раздачи труб с подпором/ В.И. Ершов, В.И. Глазков, М.Ф. Каширин, А. Д. Ковалев (СССР)- 2726090/25-27; Заяв. 20.02.79; Опубл. 07.03.81, Бюл. N 9. -2с.), заключающийся в наталкивании трубной заготовки на пуансон с дополнительным подпорным устройством. Недостатком способа также является ограниченность технологических возможностей вследствие потери устойчивости в виде кольцевых гофр в зоне передачи усилия, а также сложность конструкции подпора для исключения разрушения передней торцевой кромки.
Целью изобретения является повышение степени формоизменения при раздаче трубных заготовок за счет исключения потери устойчивости в зоне передачи усилия и разрушения передней торцевой кромки.
Для достижения указанной цели снаружи трубной заготовки, перед наталкиванием ее на пуансон, устанавливают дополнительную трубную заготовку большей толщины с внутренним диаметром, равным наружному диаметру основной трубной заготовки и из более пластичного металла, например свинца.
Так как при одновременном наталкивании на пуансон двух заготовок со стороны внешней заготовки, имеющей большую толщину стенки (в три и более раз), создается давление на поверхность внутренней, то это приводит к созданию гидростатического давления в материале последней. Наличие гидростатического давления позволяет исключить разрушение передней торцевой кромки внутренней трубной заготовки. Кроме того, наличие внешнего подпора в виде наружной трубы исключает вероятность потери устойчивости в зоне передачи усилия. Все это приводит к увеличению предельных возможностей процесса раздачи тонкостенных труб. Наружная трубная заготовка является чисто технологическим элементом, поэтому ее целесообразно изготавливать из пластичного, хорошо обрабатываемого материала. Таким материалом является, например, свинец. После деформирования наружная заготовка легко переплавляется для следующей операции.
Сущность изобретения поясняется чертежом, где представлена установка для реализации данного способа, содержащая жестко закрепленную штангу 1, дополнительную 2 и основную 3 трубные заготовки, траверсу 4, выполненную с возможностью перемещения, пуансон 5, установленный на свободном конце штанги.
Предлагаемый способ реализуют следующим образом.
Снаружи основной трубной заготовки 3 устанавливают дополнительную трубную заготовку 2 большей толщины с внутренним диаметром, равным наружному диаметру основной трубной заготовки, выполненную из более пластичного материала. Трубные заготовки 2 и 3 устанавливают на жестко закрепленной штанге 1, затем на свободном конце штанги 1 закрепляют пуансон 5 и с помощью траверсы 4 наталкивают обе заготовки на пуансон. Происходит одновременная раздача концов обеих труб. При этом степень формоизменения внутренней заготовки увеличивается за счет исключения разрушения переднего торца и потери устойчивости в зоне передачи усилия. После деформирования дополнительная заготовка удаляется с основной заготовки.
Предложенный способ был опробован при раздаче трубы с внутренним диаметром 32 мм, с толщиной стенки 1,5 мм из коррозионно-стойкой стали 12Х18Н10Т. В качестве дополнительной заготовки использовалась труба из свинца с толщиной стенки 10 мм. В результате реализации данного процесса степень формоизменения увеличилась на 30%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗДАЧИ КОНЦОВ ТРУБ | 1997 |
|
RU2122912C1 |
| СПОСОБ РАЗДАЧИ ТРУБ | 1998 |
|
RU2158645C2 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ КОНЦОВ ТРУБ | 1997 |
|
RU2122913C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ КОНЦОВ ТРУБ | 1997 |
|
RU2122481C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ КОНЦОВ ТРУБ | 1999 |
|
RU2176170C2 |
| ШТАМП ДЛЯ РАЗДАЧИ ТРУБ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2104815C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 1997 |
|
RU2122478C1 |
| СПОСОБ ОТЖИМА КОНЦОВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2122914C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 1998 |
|
RU2152285C1 |
| СПОСОБ ВЫТЯЖКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1998 |
|
RU2146981C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в авиационной, судостроительной и смежных с ними отраслях промышленности. Способ раздачи концов труб включает наталкивание на пуансон трубной заготовки. Для обеспечения гидростатического давления в материале внутренней заготовки на нее устанавливают наружную трубную заготовку большей толщины, а также выполненную из более пластичного металла, чем внутренняя. Техническим результатом изобретения является повышение степени формоизменения при раздаче труб. 1 ил.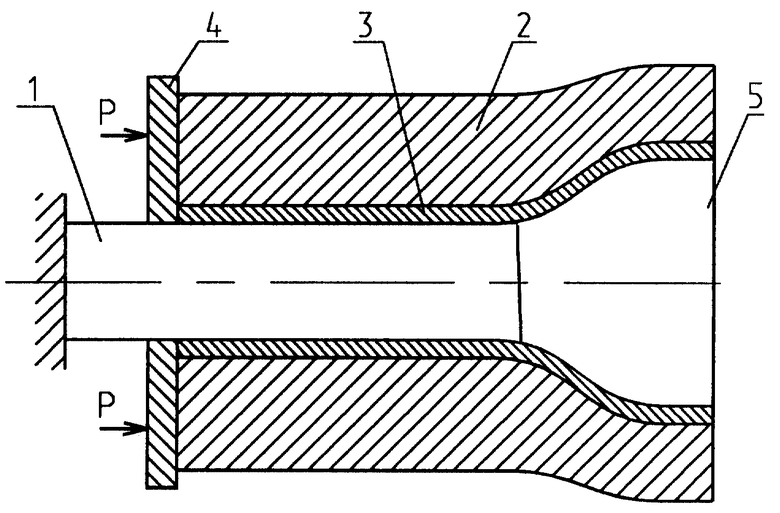
Способ раздачи концов труб, включающий наталкивание на пуансон трубной заготовки, отличающийся тем, что для обеспечения гидростатического давления в материале внутренней заготовки на нее устанавливают наружную трубную заготовку большей толщины, а также выполненную из более пластичного металла, чем внутренняя.
| Устройство для раздачи труб спОдпОРОМ | 1979 |
|
SU810343A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОИЗОЛЯЦИОННОГО ПОКРЫТИЯ | 1990 |
|
RU2011233C1 |
| Способ вытяжки изделий из листового металла | 1973 |
|
SU461761A1 |

