Изобретение относится к технолог производства и ремонта изделий из полимерных композиционных материало и может быть использовано при ремонте крупногабаритных изделий из пласмасс и органического стекла.
Целью изобретения является повышение качества ремонта крупногабариных изделий.
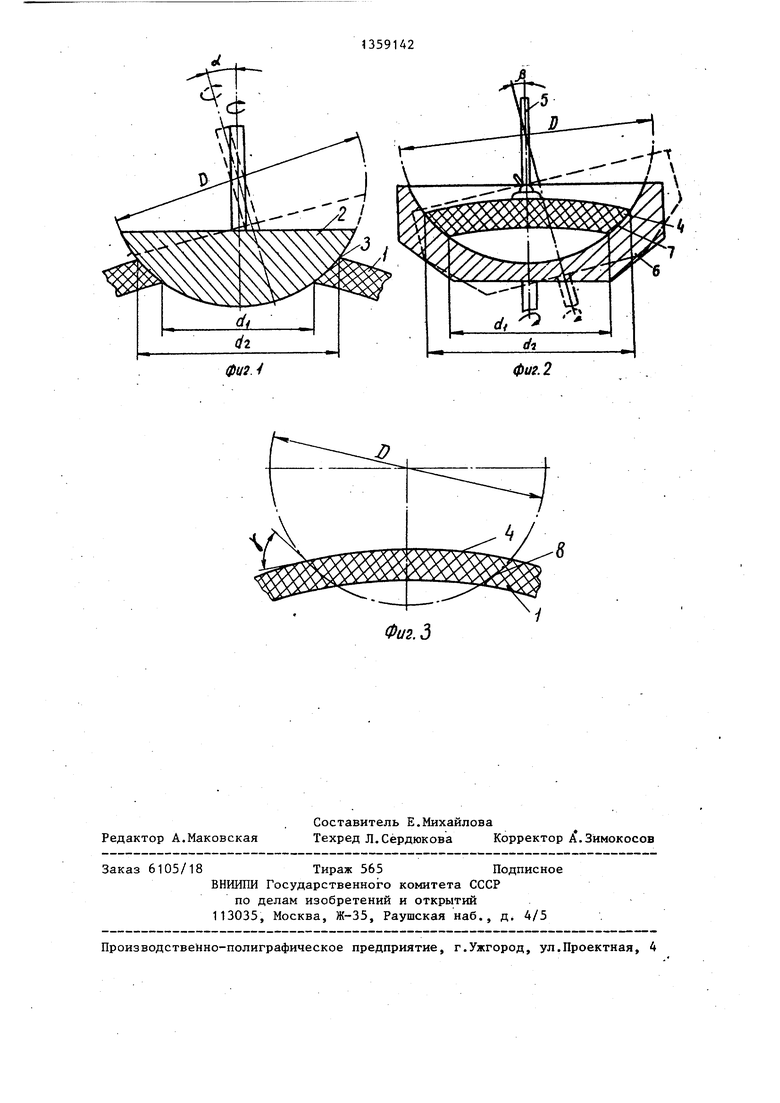
На фиг. 1 изображена вырезка места дефекта; на фиг, 2 - вырезка накладки; на фиг. 3 - место ремо нта.
Способ осуществляют следующим образом.
Изделие осматривают, определяют место дефекта и его границы. Поврежденную зону вырезают.
Вырезание поврежденной зоны изделия 1 производят кольцевым сверлом или конической фрезой. Угол наклона режущего инструмента устанавливают произвольно. После этого производят механическую обработку поврежденной зоны режущим инструментом 2 сферической формы. Независимо от угла об наклона оси режущего инструмента 2 к поверхности поврежденной зоны поверхность образовавшейся полости 3 становится частью поверхности сферы диаметром D. Положение этой поверхности относительно центра сфе ры определяется соотношением размеров d, и dj. Вырезание ремонтной накладки 4 производят кольцевым сверлом или конической фрезой из материала, имеющего те же структуру, толщину и кривизну, что и поврежденная зона изделия 1. Контур наружной поверхности ремонтной накладки 4 должен совпадать с контуром образовавшейся полости по наружной поверхности поврежденной зоны изделия 1, при этом максимальный размер ремонтной накладки 4 в сечении (фиг. 2) равен размеру d. После вырезания ремонтной накладки 4 с помощью прижимного устройства 5 производят ее дополнительную механическую обработку режущим инструментом .6 сферической формы, поверхность которого образована сферой того же диаметра D, что и поверхность инструмента 2. Независимо от угла наклона и оси режущего инструмента 6 и поверхности ремонтной накладки 4 обработанная поверхность 7 ремонтной накладки 4 становится частью поверхности сферы диа5
метром D. Положение этой поверхности относительно центра сферы так же, как и при обработке поврежденной зоны, определяется соотношением размеров d, и dj. Таким образом, независимо от углов наклона осей режущих инструментов соприкасающиеся поверхности ремонтной накладки 4 и
0 образовавшейся полости 3 становятся частью поверхности общей сферы, что обеспечивает вставку ремонтной накладки 4 в образовавшуюся полость изделия 1 без зазора. После нанесения
5 клеевого слоя 8 вклеивают ремонтную накладку 4 в образовавшуюся полость изделия 1. Для обеспечения оптимальных прочностных характеристик отремонтированного участка изделия 1
0 угол У наклона склеиваемых поверхностей образовавшейся полости и ремонтной накладки 4 к поверхности изделия 1 не должен превышать 30 . Благодаря этому комплектом режущего
5 инструмента диаметром D можно обрабатывать повреждения различных размеров, для которых выполняется соотношение , за один проход. Предлагаемый способ ремонта исключает трудоемкую, а в ряде случаев (при -граниченном подходе к поврежденному участку крупногабаритного изделия) и невозможную операцию высокоточного выдерживания одинаковых углов наклона осей режущих инструментов к поверхностям поврежденной зоны и ремонтной накладки при их вырезании, обеспечивает вставку ремонтной накладки в образовавшуюся полость без зазора, а также снижает трудоемкость ремонтных работ путем исключения операций подгонки.
Формула изобретения
Способ ремонта изделий из полимерных материалов, включающий нахождение места дефекта, определение его границ, вырезание поврежденной зоны и накладки и вклеивание последней в полость изделия, отличающийся тем, что, с целью повышения качества ремонта изделий, перед соединением поврежденную зону и накладку обрабатывают сферическими инструментами, диаметры которых больше диаметров получаемых полости и накладки.
0
5
0
5
0
5
0U3. f
фиг. 2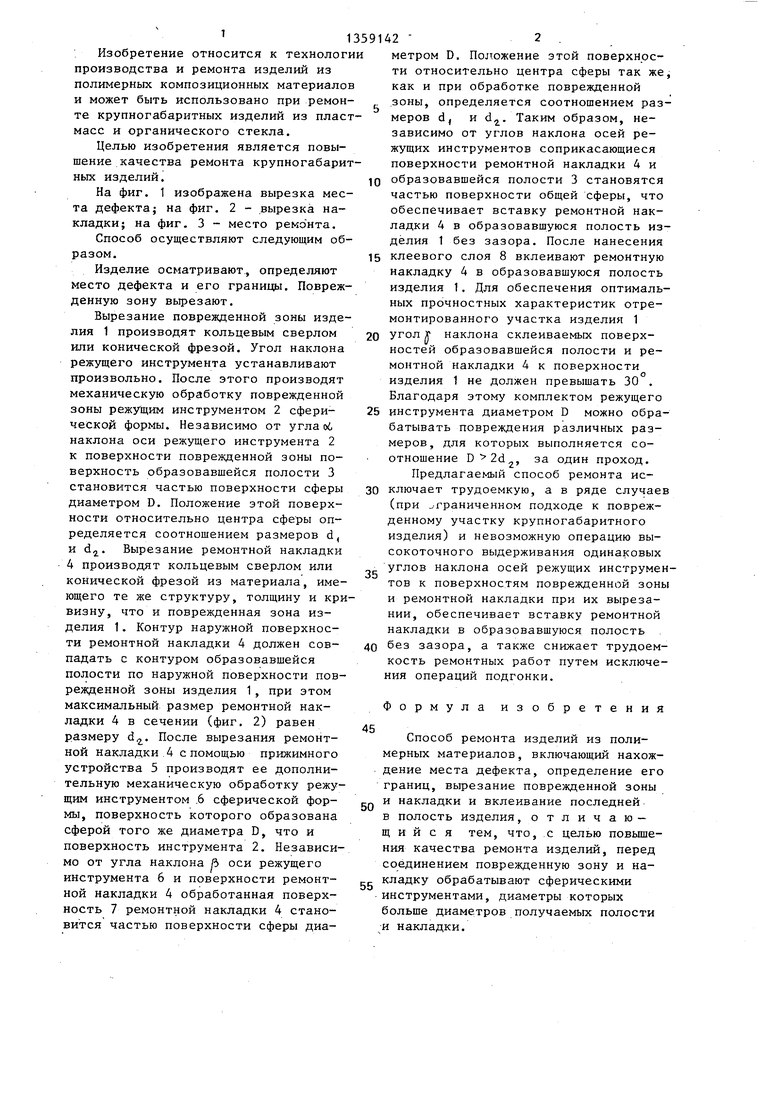
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вырезки сквозных цилиндрических отверстий | 1988 |
|
SU1634389A1 |
| Способ обработки конических отверстий | 1982 |
|
SU1074663A1 |
| Способ ремонта изделий из полимерных композиционных материалов | 2020 |
|
RU2740214C1 |
| СПОСОБ РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2000 |
|
RU2176954C1 |
| Способ ремонта изделий из полимерных композиционных материалов | 2021 |
|
RU2793585C1 |
| Способ восстановления бетонного основания рельсового пути | 2020 |
|
RU2750011C1 |
| Инструмент для вырезки сквозных отверстий и способ вырезки отверстий этим инструментом | 1982 |
|
SU1171229A1 |
| Способ обработки сквозных конических отверстий кольцевым инструментом | 1989 |
|
SU1741977A1 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ С ТРЕЩИНАМИ И ПРОБОИНАМИ | 2009 |
|
RU2421314C1 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ | 1990 |
|
SU1771161A1 |
Изобретение относится к области производства и ремонта изделий из полимерных композиционных материалов. Цель - повьшение качества ремонта изделий. Для этого перед соединением вырезанную полость в изделии и накладку обрабатывают сферическими инструментами. Диаметры инструментов больше диаметров получаемых полости и накладки. Такая обработка обеспечивает вставку накладки в полость изделия без зазора и дополнительной под-. гонки. Не требуется точная установка инструментов при обработке крупногабаритных изделий. 3 ил. со ел со 4 1чЭ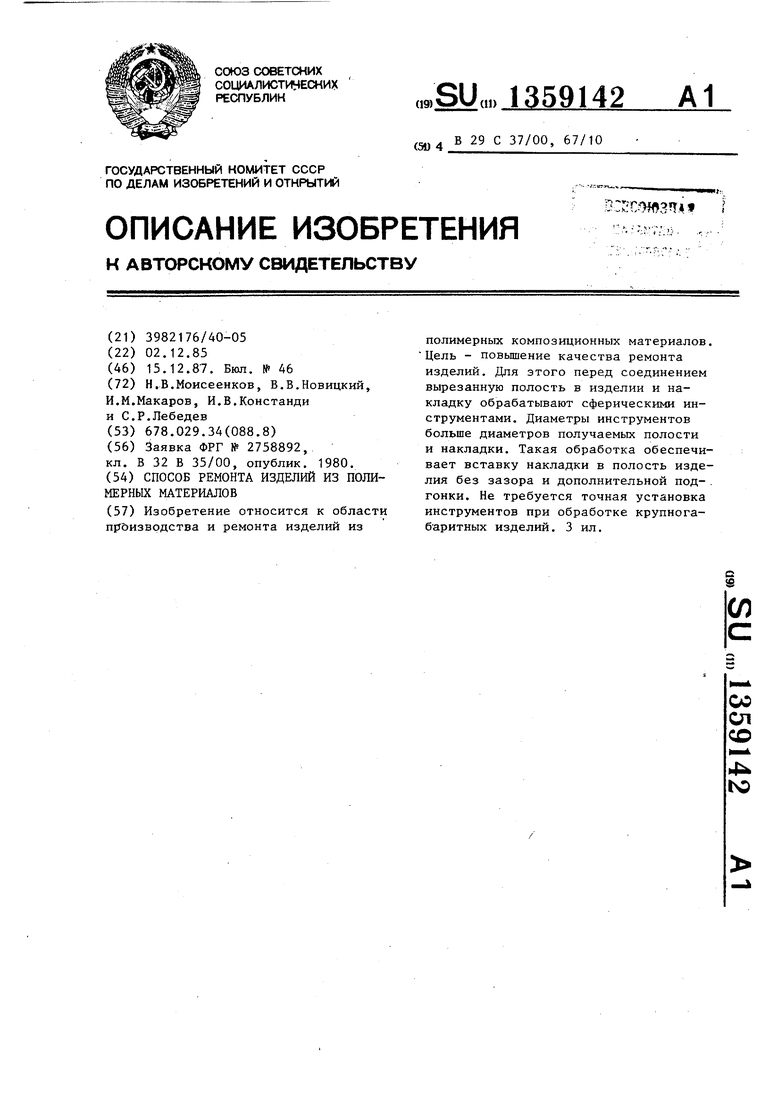
Фи2.д
Редактор А.Маковская
Составитель Е.Михайлова
Техред Л. Сёрдюкова Корректор Х.Зимокосов
Заказ 6105/18Тираж 565Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская иаб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| КОМПЕНСАЦИОННЫЙ МАЯТНИКОВЫЙ АКСЕЛЕРОМЕТР | 2021 |
|
RU2758892C1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
