Изобретение относится к оборудованию для производства экструдированных продуктов и может быть использовано в пищевой и перерабатывающих отраслях агропромышленного комплекса.
Наиболее близким по технической сущности и достигаемому эффекту является экструдер для переработки пищевых продуктов [Пат. №2177702, МПК7 А23Р 1/12. Экструдер для переработки пищевых продуктов / Остриков А.Н., Рудометкин А.С., Абрамов О.В., Василенко В.Н (РФ). - №2000131809/12, Заявл. 18.12.2000, Опубл. 10.01.2002, Бюл. №1], содержащий рабочую камеру с загрузочным патрубком и матрицей, шнек переменного диаметра и привод. Экструдер имеет рабочую камеру, которая состоит из пяти модулей с различной конфигурацией корпуса и шнека, причем первый модуль, содержащий последовательно расположенные зоны загрузки, смешивания, сжатия и пластификации. Рабочая камера имеет конический корпус с уменьшающимся в сторону матрицы внутренним диаметром и увеличивающийся диаметр вала шнека в зонах сжатия и пластификации. В зонах смешивания и пластификации витки шнека имеют прорези, площадь проходного сечения которых в зоне смешивания больше, чем в зоне пластификации, второй модуль, содержащий первую зону стабилизации давления, имеет постоянный диаметр корпуса и вала шнека, на котором расположены с постоянным шагом двухзаходные штифты ромбического профиля. Рабочие поверхности шнека и корпуса изготовлены с повышенной чистотой обработки, третий модуль, содержащий последовательно расположенные зоны сжатия и гомогенизации, имеет конический корпус с уменьшающейся в сторону матрицы конусностью и увеличивающийся диаметр вала шнека. Четвертый модуль, содержащий вторую зону стабилизации давления, имеет постоянный диаметр вала шнека с расположенными на нем с постоянным шагом двухзаходными штифтами ромбического профиля, а рабочие поверхности шнека и корпуса изготовлены с повышенной чистотой обработки. Пятый модуль, содержащий последовательно расположенные зоны сжатия, гомогенизации и дозирования, имеет уменьшающийся шаг нарезки в зоне сжатия и дозирования, во втором и третьем модулях в зоне гомогенизации шнек выполнен с обратной нарезкой и прорезями в витках шнека.
Известный экструдер имеет следующие недостатки:
- не в полной мере процесс экструзии в нем адаптирован в соответствии с основными кинетическими закономерностями процесса экструдирования;
- низкое качество получаемых экструдатов из-за невозможности удаления воздуха и ввода жидких компонентов;
- отсутствие регулирования давления в предматричной зоне, что вызывает неконтролируемый рост давления и температуры экстру дата.
Поставленная техническая задача изобретения достигается тем, что в предлагаемом экструдере для пищевой и агропромышленной отрасли, включающем привод, рабочую камеру с расположенным внутри нее комбинированным шнеком, матрицу, загрузочный бункер и разгрузочную камеру для выхода экструдата, новым является то, что, расположенный внутри рабочей камеры комбинированный шнек состоит из шести зон: зоны загрузки и транспортирования, зоны предварительного уплотнения, зоны вакуумирования, зоны ввода жидких компонентов, зоны гомогенизации и зоны стабилизации давления; в первой зоне загрузки и транспортирования диаметры вала и витков шнека, а также шаг витков шнека постоянны, в конце этой зоны виток шнека имеет разрыв, на месте которого на валу шнека выполнена кольцевая дорожка, во второй зоне предварительного уплотнения вал шнека имеет постоянный, но больший, чем в зоне загрузки и транспортирования диаметр, и толщина витков увеличена, в конце второй зоны виток шнека имеет разрыв, в третьей зоне вакуумирования диаметр вал шнека выполнен конусным (постоянно увеличивающимся), а в корпусе в начале этой зоны имеется патрубок для соединения с вакуум-линией, в четвертой зоне ввода жидких компонентов диаметр вала и шаг витков постоянны и, начиная с этой зоны и до конца шнека в витках выполнены прорези, а в корпусе в начале этой зоны имеется патрубок для ввода жидких компонентов, в пятой зоне гомогенизации диаметр вала шнека выполнен конусным (постоянно увеличивающимся), в шестой зоне стабилизации давления диаметр вала постоянен, и в корпусе по длине этой зоны с шагом, равным расстоянию между разрывами по оси кольцевых дорожек установлены регулировочные болты, разгрузочная камера для выхода экструдата снабжена устройством для регулирования величины выходного зазора с помощью подвижной в горизонтальной плоскости матрицы.
Технический результат изобретения заключается в получении экструдата заданного состава за счет вакуумирования обрабатываемого продукта и регулируемого ввода жидких термолабильных компонентов, а также регулирования величины давления и температуры в зоне стабилизации давления с помощью регулировочных болтов, и адаптирование экструдирования продуктов с высоким содержанием ценных термолабильных компонентов в соответствие с основными кинетическими закономерностями процесса.
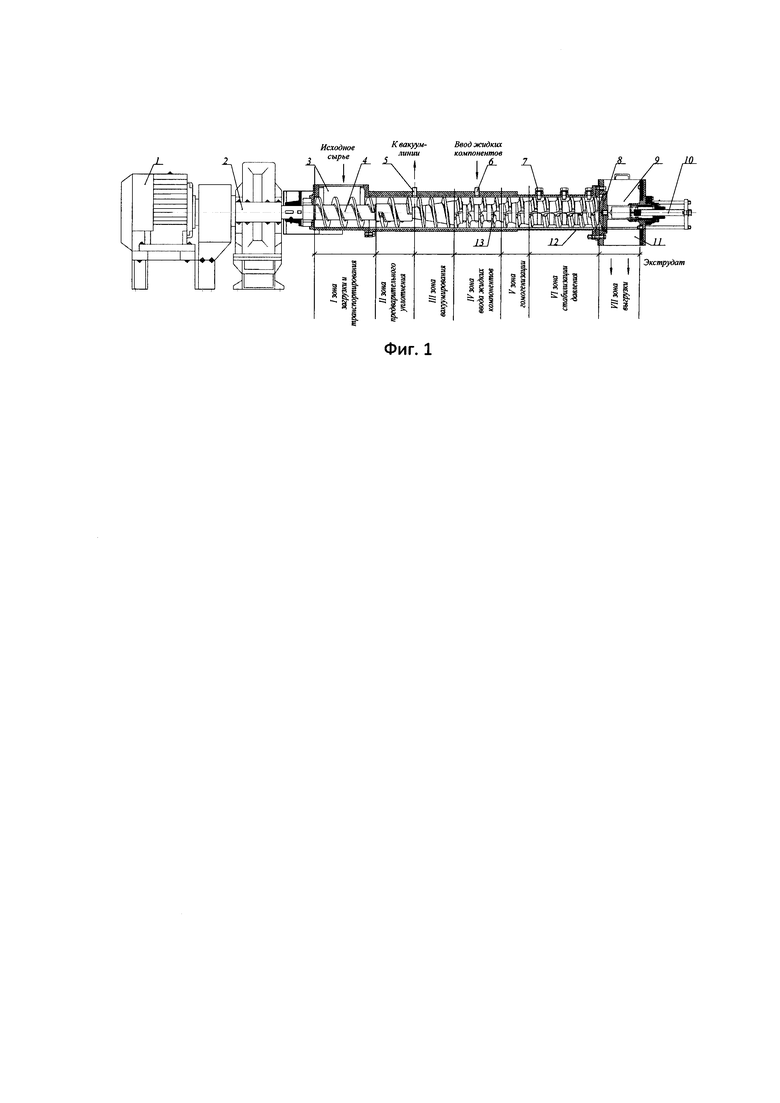
На фиг. 1 приведено изображение общего вида экструдера для пищевой и агропромышленной отрасли.
Экструдер для пищевой и агропромышленной отрасли включает в свой состав электродвигатель 1, редуктор 2, загрузочный бункер 3, комбинированный шнек 4, патрубок 5 для соединения с вакуум-линией, патрубок 6 для ввода жидких компонентов, регулировочные болты 7, матрицу 8, разгрузочную камеру 9 для выхода экструдата, устройство для регулирования величины выходного зазора с помощью регулировочного штока 10, выгрузочный лоток 11, рабочую камеру 12 (фиг. 1). В витках шнека 4 выполнены прорези 13.
Внутри рабочей камеры 12 установлен комбинированный шнек 4, состоящий из шести зон: I зона загрузки и транспортирования, II зона предварительного уплотнения, III зона вакуумирования, IV зона ввода жидких компонентов, V зона гомогенизации и VI зона стабилизации давления (фиг. 1).
Устройство для регулирования величины выходного зазора с помощью регулировочного штока 10 и выгрузочный лоток 11 образуют VII зону выгрузки.
Конструктивно комбинированный шнек 4 (фиг. 1) выполняют сборным из отдельных шнековых витков, различающихся шагом и диаметром, и промежуточных колец, насаживаемых на гладкий вал и фиксируемых от проворачивания шпонкой.
В I зоне загрузки и транспортирования диаметры вала и витков шнека, а также шаг витков шнека постоянны. В конце I зоны загрузки и транспортирования виток шнека 4 имеет разрыв, на месте которого на валу шнека выполнена кольцевая дорожка постоянного диаметра.
Во II зоне предварительного уплотнения вал шнека 4 имеет постоянный, но больший, чем в зоне загрузки и транспортирования диаметр. Толщина витков увеличена, а в конце второй зоны виток шнека имеет разрыв.
В III зоне вакуумирования диаметр вал шнека 4 выполнен конусным (постоянно увеличивающимся), а в корпусе в начале этой зоны имеется патрубок 5 для соединения с вакуум-линией.
В IV зоне ввода жидких компонентов диаметр вала и шаг витков постоянны и, начиная с этой зоны и до конца шнека, в витках выполнены прорези 13, а в корпусе в начале этой зоны имеется патрубок 6 для ввода жидких компонентов.
В V зоне гомогенизации диаметр вала шнека 4 выполнен конусным (постоянно увеличивающимся).
В VI зоне стабилизации давления диаметр вала постоянен, и в корпусе по длине этой зоны с шагом, равным расстоянию между разрывами по оси кольцевых дорожек установлены регулировочные болты 7.
Разгрузочная камера 9 для выхода экструдата снабжена устройством для регулирования величины выходного зазора с помощью регулировочного штока 10 с помощью подвижной в горизонтальной плоскости матрицы 8.
Разгрузочная камера 9 снабжена выгрузочным лотком 11.
Начиная со IV зоны и до конца шнека в витке шнека 4 выполнены прорези 13, наличие которых в витках шнека приводит к турбулизации движущегося продукта и снижает темп роста температуры продукта за счет эффекта диссипации.
Экструдер для пищевой и агропромышленной отрасли работает следующим образом.
Включается регулируемый электродвигатель 1, который через редуктор 2 приводит во вращение комбинированный шнек 4. Исходное сырье подается в загрузочный бункер 3, из которого поступает в I зону загрузки и транспортирования рабочей камеры 12. При вращении шнека 4 обрабатываемый продукт транспортируется внутри рабочей камеры 12.
Здесь продукт интенсивно перемешивается и перемещается вдоль шнека 4. Вследствие того, что диаметр вала шнека в этой зоне постоянен и диаметр и шаг витков шнека также постоянны, в ней осуществляется перемещение продукта вдоль винтового канала комбинированного шнека 4. В конце I зоне загрузки и транспортирования виток шнека имеет разрыв, после которого на валу шнека выполнена кольцевая дорожка постоянного диаметра. Назначение разрыва витка шнека состоит в том, что он способствует дополнительной турбулизации транспортируемого потока при перемещении продукта из I зоны загрузки и транспортирования во II зону предварительного уплотнения. В связи с тем, что во II зоне вал шнека 4 имеет постоянный, но больший, чем в I зоне загрузки и транспортирования диаметр и толщина витков увеличена, то происходит уменьшение рабочего объема межвиткового пространства вдоль шнека 4. Из-за того, что в этой зоне вал шнека имеет постоянный, но больший, чем в I зоне загрузки и транспортирования диаметр, т.е. происходит уменьшение объема межвиткового пространства, то продукт начинает уплотняться, вытесняя воздух. Вследствие этого обрабатываемый продукт уплотняется и сжимается. Одновременно с помощью патрубка 5, соединенного с вакуум-линией, в III зоне создается область пониженного давления (вакуум) и из нее удаляется воздух. Из-за разрыва витка шнека в конце II зоны и уменьшения диаметра вала в начале III зоны вакуумирования созданы оптимальные условия для удаления воздуха. Из-за того, что диаметр вала шнека 4 в ней выполнен конусным (постоянно увеличивающимся), то происходит сжатие продукта. В результате уменьшения свободного объема витков по ходу движения материала, вследствие уменьшения шага и увеличения диаметра вала от начала к концу шнекового вала 4, материал подвергается сжатию. При этом в материале возникает давление. Из III зоны вакуумирования продукт перемещается в IV зону ввода жидких компонентов, в которой диаметр вала и шаг витков постоянны, а в витках шнека 4 выполнены прорези 13. Одновременно через патрубок 6, расположенный в корпусе в начале этой зоны, вводятся жидкие компоненты.
В дальнейшем продукт перемещается в V зону гомогенизации. Вследствие того, что в V зоне гомогенизации диаметр вала шнека конусным (постоянно увеличивающимся), то давление в ней увеличивается, что приводит к расплавлению мелких включений. Расплав интенсивно перемешивается при помощи шнека 4 и турбулизирует поток.
Во второй зоне стабилизации происходит повторное выравнивание давление и температурных полей материала. Третья зона сжатия позволяет получить необходимое конечное давление продукта, за счет уменьшения шага витков шнека.
При дальнейшем перемещении продукта в VI зону стабилизации давления из-за того, что диаметр вала постоянен происходит стабилизация давления.
Выполненные после разрыва на валу шнека 4 кольцевые дорожки постоянного диаметра предназначены для перемещения в радиальном направлении регулировочных болтов 7. Болты 7 при закручивании входят в межвитковое пространство VI зоны рабочей камеры 12, заполняя пространство над кольцевой дорожкой, при этом происходит уменьшения объема винтового канала, что в свою очередь приводит к возрастанию давления перемещаемого потока.
В витках шнека 4 в этой зоне выполнены прорези 13, между которыми на валу шнека выполнены кольцевые дорожки 16. Продукт, проходя через прорези 13 в витках шнека, турбулизируется. Регулировочные болты 7, находящиеся над кольцевыми дорожками, при перемещении в радиальном направлении изменяют объем винтового канала, что в свою очередь приводит к возрастанию (при закручивании болтов 7) или уменьшению (при откручивании болтов 7) давления транспортируемого потока продукта.
Экструдированный материал на выходе из рабочей камеры 12 встречается с устройством 10, регулирующим толщину выходной щели с помощью подвижной матрицы 8. Регулировочное устройство 10 обеспечивает регулирование давления в рабочей камере 12 экструдера.
Во VI зоне стабилизации давления окончательно образуется расплав однородный по структуре и температуре, наличие прорезей в витках шнека 4 способствует прохождению продукта и выдавливанию через матрицу 8.
Геометрические размеры прорезей 13 в витках шнека 4 в IV, V и VI зонах, а также количество, шаг расположения и диаметр регулировочных болтов 7 в VI зоне стабилизации давления, зависят от свойств перерабатываемого материала и технологического режима переработки.
С помощью регулировочного штока 10, расположенного в устройстве для регулирования величины выходного зазора, регулируется и устанавливается требуемая величина давления в VI зоне.
При выходе из экструдера в разгрузочную камеру 9 в результате большого перепада давления гомогенная масса вспучивается (происходит ее взрыв). Вследствие желатинизации крахмала, деструкции целлюлозно-лигниновых образований значительно улучшается его пищевая ценность.
Готовый продукт удаляется из камеры 9 по выгрузочному лотку 11.
Предлагаемый экструдер для пищевой и агропромышленной отрасли имеет следующие преимущества:
- процесс экструдирования в нем адаптирован в соответствии с основными кинетическими закономерностями процесса экструзии;
- получение экструдата с заданным химическим составом счет за счет использования регулируемого давления по длине рабочей камеры 12;
- возможность улучшения качества экструдата за счет вакуумирования и ввода жидких термолабильных компонентов и применения более мягких, «щадящих» температурных режимов и равномерной обработки;
- экструдирование различного сырья за счет плавного, постепенного возрастания температуры и давления со ступенчатой их стабилизацией, необходимой для протекания физико-химических изменений основных компонентов продуктов;
- универсализация экструдера, т.е. использование его при экструдировании различных продуктов растительного или животного происхождения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Маслопресс | 2017 |
|
RU2681881C1 |
| Экструдер | 2019 |
|
RU2715394C1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ПИЩЕВЫХ ПРОДУКТОВ | 2000 |
|
RU2177702C1 |
| ЭКСТРУДЕР | 2003 |
|
RU2214918C1 |
| ЭКСТРУДЕР | 1997 |
|
RU2118258C1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2205105C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРИГОТОВЛЕНИЯ ЭКСТРУДИРОВАННЫХ ПИЩЕВЫХ И КОРМОВЫХ ПРОДУКТОВ | 2015 |
|
RU2581223C1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2118257C1 |
| ШНЕКОВЫЙ ПРЕСС ДЛЯ ИЗВЛЕЧЕНИЯ СОКА ИЗ РАСТИТЕЛЬНОГО СЫРЬЯ (ФРУКТОВ И ОВОЩЕЙ) | 2014 |
|
RU2559330C1 |
| ЭКСТРУДЕР | 2001 |
|
RU2183158C1 |
Изобретение относится к оборудованию для производства экструдированных продуктов и может быть использовано в пищевой и перерабатывающих отраслях агропромышленного комплекса. Описан экструдер для пищевой и агропромышленной отрасли, включающий привод, рабочую камеру с расположенным внутри нее комбинированным шнеком, матрицу, загрузочный бункер и разгрузочную камеру для выхода экструдата, при этом расположенный внутри рабочей камеры комбинированный шнек состоит из шести зон: зоны загрузки и транспортирования, зоны предварительного уплотнения, зоны вакуумирования, зоны ввода жидких компонентов, зоны гомогенизации и зоны стабилизации давления; в первой зоне загрузки и транспортирования диаметры вала и витков шнека, а также шаг витков шнека постоянны, в конце этой зоны виток шнека имеет разрыв, на месте которого на валу шнека выполнена кольцевая дорожка, во второй зоне предварительного уплотнения вал шнека имеет постоянный, но больший, чем в зоне загрузки и транспортирования, диаметр, и толщина витков увеличена, в конце второй зоны виток шнека имеет разрыв, в третьей зоне вакуумирования диаметр вала шнека выполнен конусным (постоянно увеличивающимся), а в корпусе в начале этой зоны имеется патрубок для соединения с вакуум-линией, в четвертой зоне ввода жидких компонентов диаметр вала и шаг витков постоянны и, начиная с этой зоны и до конца шнека, в витках выполнены прорези, а в корпусе в начале этой зоны имеется патрубок для ввода жидких компонентов, в пятой зоне гомогенизации диаметр вала шнека выполнен конусным (постоянно увеличивающимся), в шестой зоне стабилизации давления диаметр вала постоянен, и в корпусе по длине этой зоны с шагом, равным расстоянию между разрывами по оси кольцевых дорожек, установлены регулировочные болты, разгрузочная камера для выхода экструдата снабжена устройством для регулирования величины выходного зазора с помощью подвижной в горизонтальной плоскости матрицы. Технический результат изобретения заключается в получении экструдата заданного состава. 1 ил.
Экструдер для пищевой и агропромышленной отрасли, включающий привод, рабочую камеру с расположенным внутри нее комбинированным шнеком, матрицу, загрузочный бункер и разгрузочную камеру для выхода экструдата, отличающийся тем, что расположенный внутри рабочей камеры комбинированный шнек состоит из шести зон: зоны загрузки и транспортирования, зоны предварительного уплотнения, зоны вакуумирования, зоны ввода жидких компонентов, зоны гомогенизации и зоны стабилизации давления; в первой зоне загрузки и транспортирования диаметры вала и витков шнека, а также шаг витков шнека постоянны, в конце этой зоны виток шнека имеет разрыв, на месте которого на валу шнека выполнена кольцевая дорожка, во второй зоне предварительного уплотнения вал шнека имеет постоянный, но больший, чем в зоне загрузки и транспортирования, диаметр, и толщина витков увеличена, в конце второй зоны виток шнека имеет разрыв, в третьей зоне вакуумирования диаметр вала шнека выполнен конусным - постоянно увеличивающимся, а в корпусе в начале этой зоны имеется патрубок для соединения с вакуум-линией, в четвертой зоне ввода жидких компонентов диаметр вала и шаг витков постоянны и, начиная с этой зоны и до конца шнека, в витках выполнены прорези, а в корпусе в начале этой зоны имеется патрубок для ввода жидких компонентов, в пятой зоне гомогенизации диаметр вала шнека выполнен конусным - постоянно увеличивающимся, в шестой зоне стабилизации давления диаметр вала постоянен, и в корпусе по длине этой зоны с шагом, равным расстоянию между разрывами по оси кольцевых дорожек, установлены регулировочные болты, разгрузочная камера для выхода экструдата снабжена устройством для регулирования величины выходного зазора с помощью подвижной в горизонтальной плоскости матрицы.
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ПИЩЕВЫХ ПРОДУКТОВ | 2000 |
|
RU2177702C1 |
| КЛАПАН УПРАВЛЕНИЯ ДЛЯ ГИДРАВЛИЧЕСКИХ ПРИВОДОВ ВЫСОКОВОЛЬТНЫХ ВЫКЛЮЧАТЕЛЕЙ | 0 |
|
SU190963A1 |
| ЭКСТРУДЕР | 2005 |
|
RU2378115C2 |
| CN 110753607 A, 04.02.2020 | |||
| WO 2019191085 A1, 03.10.2019 | |||
| DE 202016101935 U1, 02.06.2016. | |||

