Изобретение относится к области обработки древесины, в частности к устройствам для изготовления деталей из бревен, и может быть использовано для получения различных по форме, размерам и декоративным свойствам изделий из древесины.
Известно устройство для изготовления деталей из бревен (патент РФ N 2023583, МПК В 27 В 7/00, 5/00, 1994), представляющее собой многопильный станок, содержащий пильный механизм с пилами и приводом, подвижные тележки для перемещения бревна, а также механизмы поворота и фиксации последнего. Известно также устройство для изготовления деталей из бревен (патент РФ N 2074813, МПК B 27 B 7/00, B 27 C 9/02, 1997), которое содержит опоры для бревна, выполненные с возможностью его поворота и фиксации, а также подвижную каретку с режущими инструментами для поперечной и продольной обработки бревен. Недостатками известных устройств являются низкое качество получаемых изделий, ограниченные функциональные возможности, большая потребляемая мощность при изготовлении изделий и неэффективное использование древесины бревна.
Наиболее близким аналогом (прототипом) предлагаемого изобретения является устройство для изготовления деталей из бревен (патент РФ N 2038952, МПК B 27 B 7/00, 1995), содержащее две шарнирные опоры для бревна, выполненные с возможностью поворота и фиксации бревна в заданном положении, а также пильный узел, выполненный с возможностью перемещения и пиления в плоскости, параллельной оси бревна, перемещения в поперечном направлении и пиления в направлении под углом к оси бревна.
Недостатками устройства-прототипа являются ограниченные функциональные возможности станка (невозможность получения изделий разнообразной формы с малым сечением из периферийной части бревна), низкое качество получаемых деталей (невозможность выбора участков бревна с нужным качеством пиления и обработки изделий под заданным углом к оси бревна, обеспечивающим необходимые декоративные свойства поверхности изделий), неэффективное использование древесины (получение изделий, как правило, в виде заготовок деталей, подверженных дальнейшему пилению и обработке, сопровождающихся потерей древесины) и большая потребляемая мощность (рассчитанная на использование пил большого диаметра и получение изделий с сечением, соизмеримым с сечением бревна).
Предлагаемое техническое решение позволяет расширить функциональные возможности устройства за счет получения разнообразных по форме, размерам и декоративным свойствам деталей из древесины; повысить качество получаемых изделий и эффективность использования материала бревна за счет возможности выбора необходимых участков (секторов) бревна, а также совмещения пиления и обработки изделий непосредственно на бревне как жестком основании; снизить мощность, потребляемую станком при изготовлении детали за счет пиления и обработки изделий с малым по сравнению с бревном сечением.
Указанный технический результат достигается тем, что станок для изготовления деталей из бревен, содержащий пильный узел, выполненный с возможностью перемещения и пиления в плоскости, параллельной оси бревна, перемещения в поперечном направлении и пиления в направлении под углом к оси бревна, в соответствии с изобретением дополнительно снабжен вторым пильным узлом, выполненным с возможностью перемещения и пиления в плоскости, расположенной под углом к плоскости пиления первого пильного узла, и перемещения в поперечном направлении, причем пильные узлы выполнены с возможностью перемещения вдоль линии пересечения плоскостей пиления, расположенной под заданным углом к оси бревна, пильные органы узлов расположены над горизонтальной плоскостью, проходящей через ось бревна, а радиус пильного органа первого пильного узла выбран меньшим радиуса бревна.
Станок дополнительно снабжен также третьим пильным узлом, выполненным с возможностью перемещения в плоскости, параллельной плоскости пиления второго пильного узла, под углом к линии пересечения плоскостей пиления первого и второго пильных узлов, пильный орган узла расположен над горизонтальной плоскостью, проходящей через ось бревна, причем радиус пильного органа выбран меньшим радиуса бревна.
Наряду с этим станок дополнительно снабжен блоком обработки с одним или несколькими режущими инструментами, выполненным с возможностью перемещения вдоль линии пересечения плоскостей пиления первого и второго пильных узлов и в поперечном направлении параллельно плоскости пиления второго пильного узла, причем режущие инструменты блока расположены над горизонтальной плоскостью, проходящей через ось бревна. При этом первый режущий инструмент выполнен с возможностью обработки периферийной поверхности бревна, второй режущий инструмент - с возможностью обработки боковой поверхности сектора бревна со стороны пропила первого пильного узла, а третий режущий инструмент - с возможностью обработки боковой поверхности сектора бревна со стороны второго пропила первого пильного узла.
Часть существенных отличительных от прототипа признаков предлагаемого изобретения является известной из других технических решений. Так, известно применение двух и более пильных узлов для обеспечения тангенциально-радиального распила бревна - кругляка, а также расположение их пил с одной стороны от плоскости, проходящей через ось бревна (авт. св. СССР N 282644, МПК B 27 B 7/00, 1970). Однако в известном устройстве пильные узлы являются неподвижными и предназначены для распила древесины по всему радиусу подвижного бревна, причем они расположены ниже горизонтальной плоскости, проходящей через ось бревна, а бревно поднимается выше пильных узлов, что является необходимым условием отделения детали от бревна и ее дальнейшей транспортировки. Такое расположение пильных узлов не обеспечивает рационального раскроя древесины и необходимого качества получаемых деталей (последние являются, по сути дела, заготовками для последующей обработки и получения готовых изделий), поскольку задаются лишь форма и размеры поперечного сечения детали, отмечаемого на торце бревна. В предлагаемом же устройстве пильные органы пильных узлов, так же как и режущие инструменты блока обработки, принципиально необходимо располагать над горизонтальной плоскостью, проходящей через ось бревна, поскольку этим достигается указанный выше технический результат.
Другие существенные отличительные от прототипа признаки предлагаемого изобретения не обнаружены в известных устройствах, следовательно, предлагаемое техническое решение соответствует критерию изобретения "изобретательский уровень".
Применение в станке второго пильного узла, выполненного с возможностью перемещения и пиления в плоскости, перпендикулярной плоскости пиления первого пильного узла, и перемещения в поперечном направлении, а также расположение пильных органов обоих узлов выше горизонтальной плоскости, проходящей через ось бревна, и выбор радиуса пильного органа первого пильного узла меньшим радиуса бревна позволяет производить послойную распиловку бревна при толщине получаемых деталей, в несколько раз меньшей радиуса бревна, обеспечивает улучшение условий визуального контроля за установкой инструмента и процессом пиления, что дополнительно повышает качество получаемых деталей. Указанные размеры и расположение пильных органов узлов обеспечивают возможность вырезки разнообразных по форме и размерам деталей из древесины заданного качества и декоративных свойств, а также снижение потребляемой мощности на изготовление детали.
Выполнение пильных узлов с возможностью перемещения их вдоль линии пересечения плоскостей пиления, расположенной под заданным (а не только равным углу между диаметрально противоположными образующими бревна, как в устройстве-прототипе), в том числе равным нулю, углом к оси бревна, позволяет дополнительно повысить качество изготовляемых деталей за счет выбора угла плоскости пиления второго пильного узла, при котором получаются заданные декоративные свойства изделий.
Применение дополнительно третьего пильного узла, выполненного с возможностью перемещения в плоскости, параллельной плоскости пиления второго пильного узла, под углом к линии пересечения плоскостей пиления первого и второго пильных узлов, дает возможность получения вдоль бревна двух и более деталей, что расширяет функциональные возможности станка.
Применение блока обработки с одним или несколькими режущими инструментами, выполненного с возможностью перемещения вдоль линии пересечения плоскостей пиления первого и второго пильных узлов и в поперечном направлении параллельно плоскости пиления второго пильного узла, дополнительно обеспечивает расширение функциональных возможностей станка и повышение качества деталей за счет получения разнообразных форм поверхностей деталей - периферийной, а также боковых со стороны пропилов первого пильного узла. Расположение режущих инструментов блока обработки выше горизонтальной плоскости, проходящей через ось бревна, обеспечивает улучшение условий визуального контроля за установкой инструмента и процессом обработки, что дополнительно повышает качество получаемых деталей. Повышению качества деталей способствует также то, что их обработка ведется на жестком основании, каковым является зафиксированная в заданном положении необработанная часть бревна, включая его сердцевину. Благодаря этому возможно получение весьма тонких изделий, что особенно важно для ценных пород древесины.
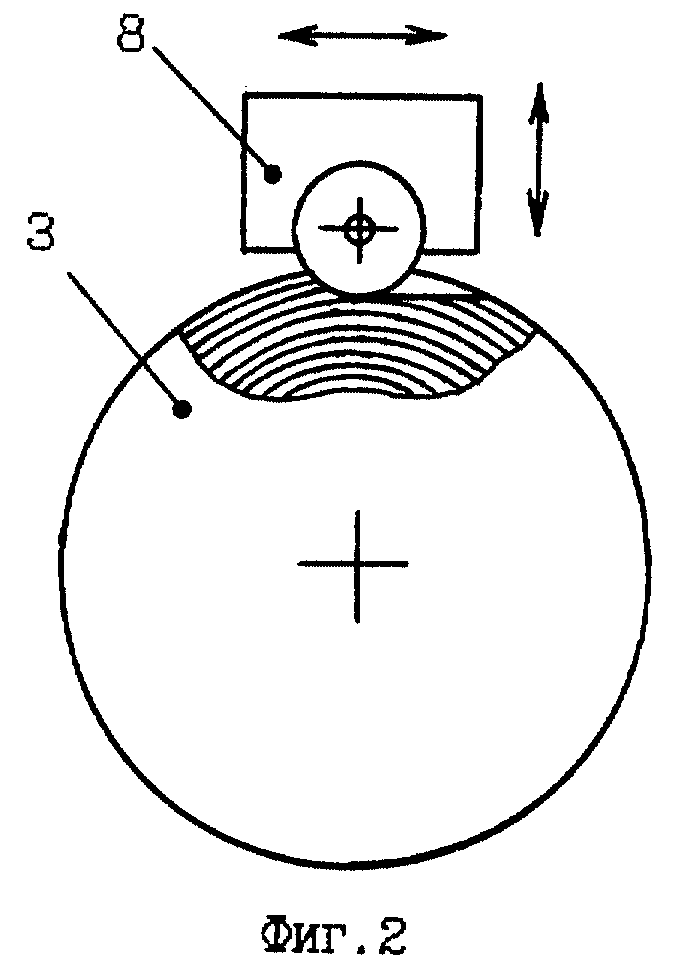
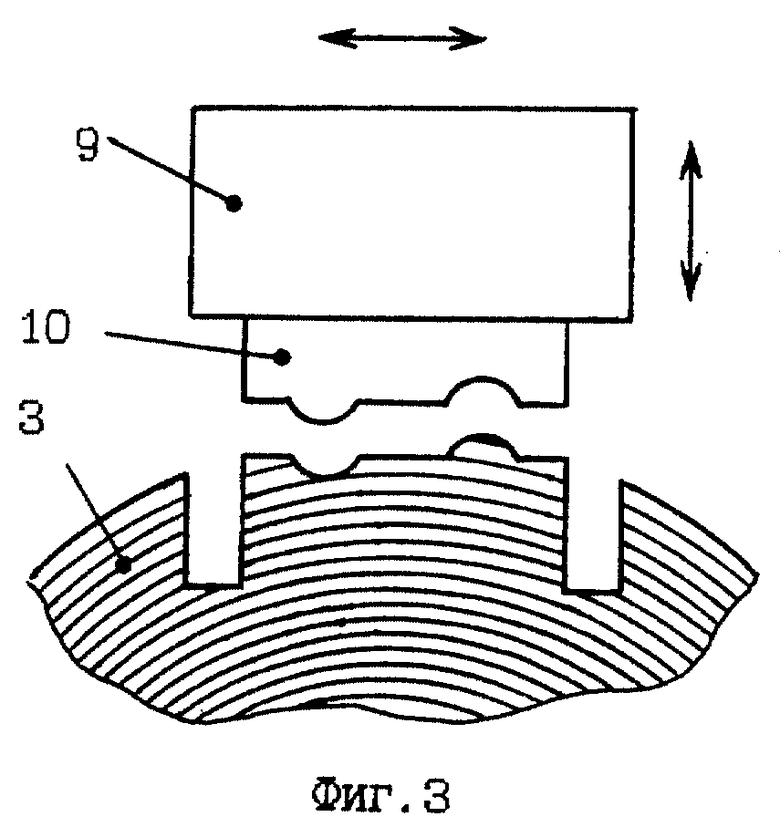
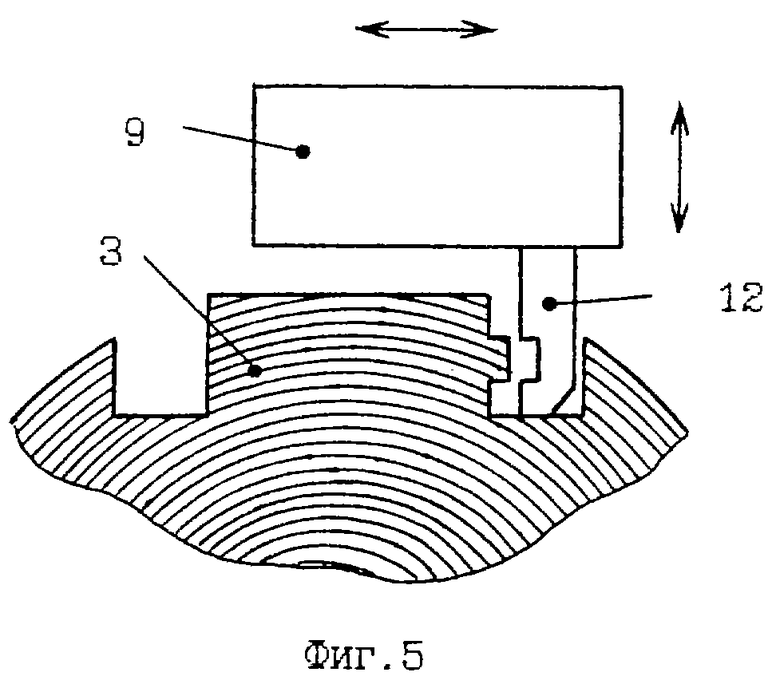
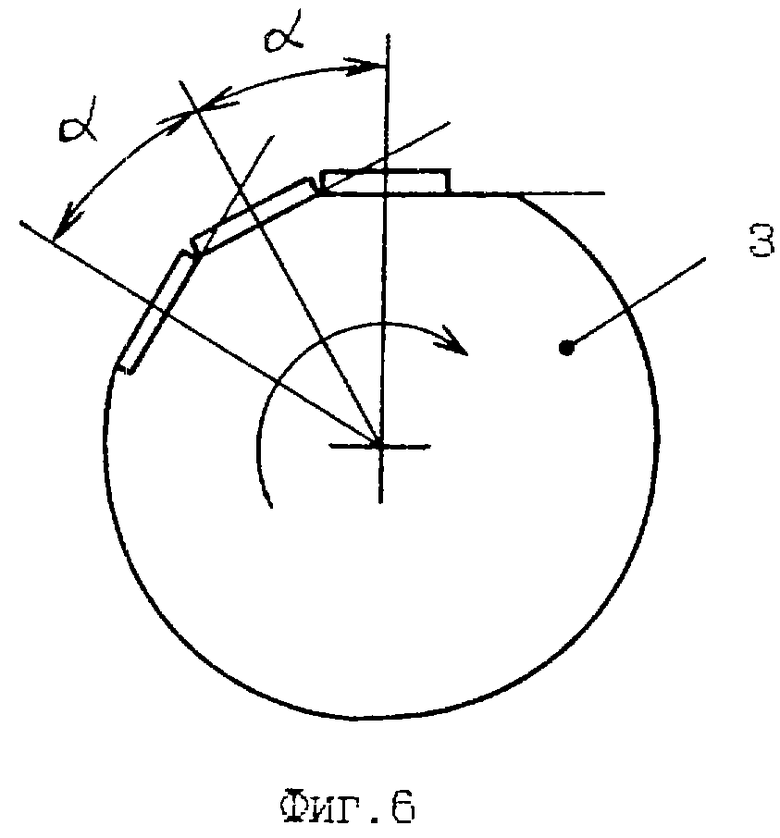
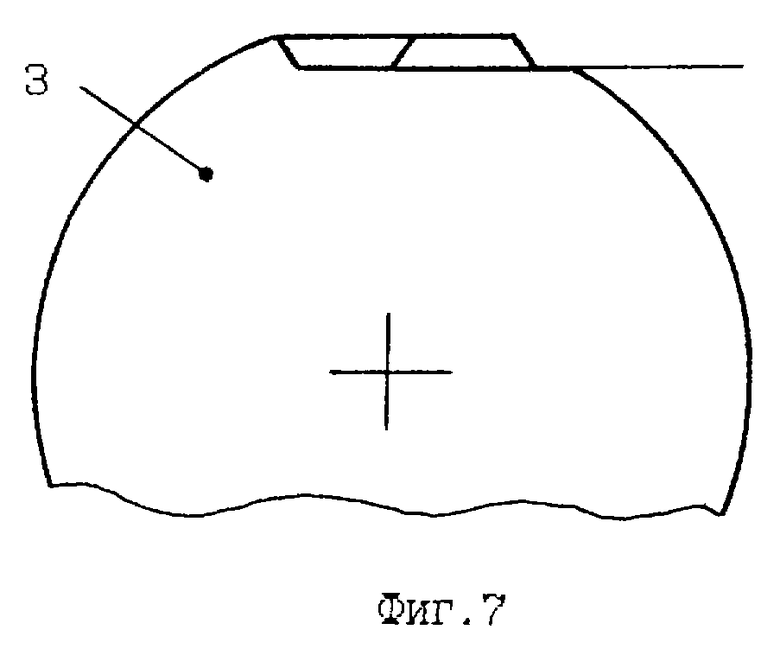
Изобретение поясняется чертежами, где на фиг. 1 показан общий вид устройства с первым и вторым пильными узлами; на фиг. 2 - схема расположения третьего пильного узла по отношению к сечению бревна; на фиг. 3 - схема расположения первого режущего инструмента блока обработки по отношению к сечению продольного сектора бревна; на фиг. 4 и 5 - то же, для второго и третьего режущих инструментов соответственно; на фиг. 6 - схема пиления одной детали с одной установки бревна; на фиг. 7 - схема пиления двух деталей с одной установки бревна.
Станок для изготовления деталей из бревна (фиг. 1) состоит из двух шарнирных опор 1 и 2 для бревна 3, установленных на общем основании 4 (основанием может служить специальная подставка либо пол, грунт и т. п. ). Опора 2 связана с приводом 5, обеспечивающим возможность поворота и фиксации бревна в заданном положении. Станок снабжен первым пильным узлом 6, выполненным с возможностью перемещения и пиления в плоскостях, параллельных оси шарнирных опор 1 и 2 (оси бревна), в частности параллельных плоскости чертежа на фиг. 1, и перемещения в поперечном направлении (перпендикулярном плоскости чертежа). Он снабжен также вторым пильным узлом 7, выполненным с возможностью перемещения и пиления в плоскости, расположенной под углом к плоскости пиления первого пильного узла 6, и перемещения в поперечном направлении. Оба пильных узла выполнены с возможностью перемещения вдоль линии пересечения плоскостей пиления, расположенной под заданным углом к оси шарнирных опор, в частности вдоль образующей бревна, как показано на фиг. 1 (направления перемещения в плоскости чертежа показаны стрелками), а радиус пильного органа (дисковой пилы на фиг. 1) первого пильного узла 6 выбран меньшим радиуса бревна.
Кроме того, станок снабжен третьим пильным узлом 8 (фиг. 2), выполненным с возможностью перемещения в плоскости, параллельной плоскости пиления второго пильного узла, под углом (в частности, под прямым, как показано на фиг. 2) к линии пересечения плоскостей пиления первого и второго пильных узлов, а также блоком обработки 9 с одним или несколькими режущими инструментами (фиг. 3, 4, 5), выполненным с возможностью перемещения вдоль линии пересечения плоскостей пиления первого и второго пильных узлов и в поперечном направлении параллельно плоскости пиления второго пильного узла. При этом радиус пильного органа (дисковой пилы на фиг. 2) узла 8 выбран меньшим радиуса бревна, первый режущий инструмент 10 блока 9 (фиг. З) выполнен с возможностью обработки периферийной поверхности продольного сектора бревна 3, второй режущий инструмент 11 (фиг. 4) - обработки боковой поверхности сектора бревна со стороны пропила первого пильного узла, а третий режущий инструмент 12 (фиг. З) - обработки боковой поверхности сектора бревна со стороны второго пропила первого пильного узла.
Пильные узлы 6, 7 (фиг. 1) и 8 (фиг. 2), а также блок обработки 9 (фиг. 3, 4, 5) станка расположены на подвижных каретках (платформах) или траверсах (на фигурах не показаны), установленных на основании 4 (фиг. 1) либо непосредственно на бревне (при больших диаметре и длине последнего или в полевых условиях). Пильные органы узлов 6, 7 и 8, а также режущие инструменты блока обработки 9 расположены над горизонтальной плоскостью, проходящей через ось бревна, причем пильные органы узлов 6, 7 и 8 могут быть снабжены одной или несколькими дополнительными пилами (на фигурах не показаны).
Станок для изготовления деталей из бревна работает следующим образом.
Бревно 3 (фиг. 1) закрепляется в шарнирных опорах 1, 2 основания 4 и устанавливается с помощью привода 5 в исходное положение. Производится раскрой (разметка) поверхности бревна со стороны пильных органов узлов 6 и 7 с учетом расположения сучков и других особенностей древесины (выявленных визуально либо с использованием неразрушающих методов контроля, например ультразвуковых). После этого с помощью первого пильного узла 6 производятся продольные пропилы бревна с образованием одного (фиг. 6) или нескольких (двух на фиг. 7) секторов в направлении под заданным углом к оси шарнирных опор (например, параллельно образующей бревна, фиг. 1). При этом продольные пропилы от первого пильного узла 6 могут выполняться либо параллельно (фиг. 6), либо под углом (фиг. 7) друг к другу. Далее производятся продольные пропилы секторов бревна с помощью второго пильного узла 7, причем первый пропил - с образованием периферийной поверхности сектора, а второй - с отделением детали от бревна. При необходимости разделения секторов по длине (при изготовлении двух и более деталей из одного сектора) перед отделением детали от бревна производятся соответствующие поперечные (например, перпендикулярно продольным) пропилы секторов с помощью третьего пильного узла 8 (фиг. 2). Продольные и поперечные пропилы делаются последовательно одной пилой каждого пильного узла либо двумя или более пилами узлов одновременно.
При необходимости дополнительной обработки периферийной и боковых поверхностей секторов бревна перед отделением детали ее производят преимущественно методом строгания с помощью соответствующих режущих инструментов блока обработки 9 (фиг. 3, 4, 5): инструмент 10 - для периферийной поверхности; 11 - для одной из боковых поверхностей сектора; 12 - для другой боковой поверхности. В качестве инструментов могут применяться резцы, фрезы, ножи и т. п.
После отделения обработанной детали от бревна последнее поворачивают на заданный угол α (фиг. 6) с помощью привода 5 (фиг. 1), фиксируют бревно в данном положении и повторяют операции разметки выделенной поверхности бревна, пиления и обработки деталей. Далее операции повторяют, многократно поворачивая бревно и производя послойное выделение секторов, обработку и отделение детали. В зависимости от формы и размеров сечения изготовляемых деталей с одной установки могут выделяться два и более сектора (например, два сектора трапециевидного сечения, как показано на фиг. 7).
Кроме указанного выше технического результата, применение предлагаемого станка обеспечивает следующие преимущества перед устройством-прототипом:
- малые габариты, вес и потребляемая мощность (потребление энергии снижается более чем в 2 раза по сравнению с традиционными схемами пиления бревен) пильных и обрабатывающих узлов, а также возможность разделения по времени операций пиления и обработки бревна позволяют использовать станок в полевых условиях на бревнах любых размеров. При этом возможно использование станка непосредственно в лесу, где осуществляется специальная искусственная сушка деревьев "на корню" (практически до эксплуатационной влажности 10-15%; причем если требуется "досушка" полученных изделий, то при ней происходят лишь незначительные коробление и растрескивание древесины);
- при послойной распиловке бревна обеспечивается оптимальный его раскрой с учетом расположения сучков и других особенностей древесины, а также полезное использование сердцевины бревна, имеющей пороки, для различных целей (периферийная часть - для деловой древесины, внутренняя - в качестве утеплителя и т. п. ); появляется возможность изготовления деталей типа обшивочных реек ("вагонки") и других подобных изделий; исключается попадание некондиционной древесины в структуру готовых деталей, что особенно важно для изделий из ценных пород древесины;
- последовательное и послойное снятие древесины в направлении под заданным углом к оси бревна позволяет сохранить рисунок среза на целой группе деталей и соответственно на большой площади собранных (состыкованных) изделий, полученных из бревна;
- за счет рационального раскроя древесины и изготовления деталей непосредственно из бревна, а также благодаря небольшим размерам, в частности малой толщине пильных органов, существенно уменьшается расход древесины и повышается (с 25-30 до 45-55%) выход годных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННОГО СРУБА С ИСПОЛЬЗОВАНИЕМ МЕХАНИЧЕСКОЙ ОБРАБОТКИ БРЕВЕН | 2010 |
|
RU2472614C2 |
| УНИВЕРСАЛЬНЫЙ ОЦИЛИНДРОВОЧНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ БРЕВЕН | 2006 |
|
RU2324590C2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| СПОСОБ ПРОДОЛЬНОГО РАСКРОЯ БРЕВНА ПО СПИРАЛИ АРХИМЕДА И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2664312C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2348514C2 |
| Способ и технологическая линия для распиловки бревен | 2020 |
|
RU2755818C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2383432C2 |
| СТАНОК ДЛЯ ОЦИЛИНДРОВКИ БРЕВЕН | 2007 |
|
RU2339502C1 |
| КРУГЛОПИЛЬНЫЙ СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ БРЕВЕН | 2006 |
|
RU2311287C1 |
| ПРОДОЛЬНО-РЕЖУЩИЙ СТАНОК ДЛЯ БЕССТРУЖЕЧНОГО УГЛОВОГО РАСКРОЯ БРЕВЕН НА РАДИАЛЬНЫЕ ЗАГОТОВКИ | 2013 |
|
RU2557219C2 |

Изобретение относится к области обработки древесины. Устройство содержит первый пильный узел, выполненный с возможностью перемещения и пиления в плоскости, параллельной оси бревна, перемещения в поперечном направлении и пиления в направлении под углом к оси бревна, и второй пильный узел, выполненный с возможностью перемещения и пиления в плоскости, расположенной под углом к плоскости пиления первого пильного узла, и перемещения в поперечном направлении. Пильные узлы выполнены с возможностью перемещения вдоль линии пересечения плоскостей пиления, расположенной под заданным углом к оси бревна, а пильные органы узлов расположены над горизонтальной плоскостью, проходящей через ось бревна, причем радиус пильного органа первого пильного узла выбран меньшим радиуса бревна. Станок снабжен также третьим пильным узлом, выполненным с возможностью перемещения в плоскости, параллельной плоскости пиления второго пильного узла, под углом к линии пересечения плоскостей пиления первого и второго пильных узлов, пильный орган узла расположен над горизонтальной плоскостью, проходящей через ось бревна, причем радиус пильного органа выбран меньшим радиуса бревна. Устройство дополнительно снабжено блоком обработки с одним или несколькими режущими инструментами. Станок позволяет расширить функциональные возможности устройства за счет получения разнообразных по форме, размерам и декоративным свойствам деталей из древесины, повысить качество получаемых изделий и эффективность использования материала бревна за счет возможности выбора необходимых участков (секторов) бревна, а также совмещения процессов пиления и обработки изделий непосредственно на бревне как жестком основании, снизить мощность, потребляемую станком при изготовлении детали, за счет пиления и обработки изделий с малым по сравнению с бревном сечением. 5 з. п. ф-лы, 7 ил.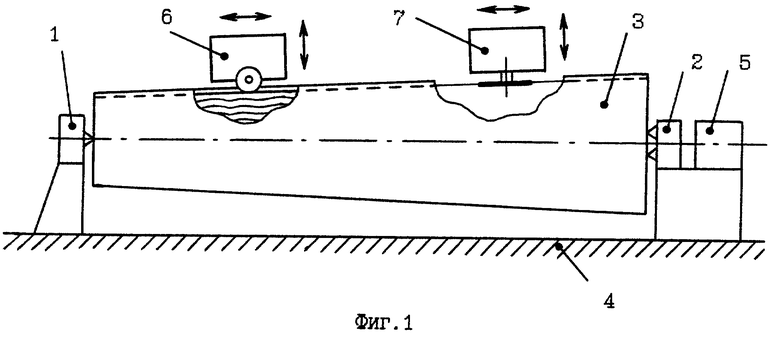
| УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОЙ ОБРАБОТКИ БРЕВЕН | 1991 |
|
RU2038952C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ | 1994 |
|
RU2074813C1 |
| КРУГЛОПИЛЬНЫЙ СТАНОК | 0 |
|
SU282644A1 |
| US 4104944 А, 08.08.1978 | |||
| DE 3714769 А1, 24.11.1988. | |||

