Настоящее изобретение относится к способу оптимального проведения трехфазной реакции (твердая, жидкая и газовая) с использованием барботажного колонного реактора при числе стадий, равных или больших, чем две.
В вышеупомянутых барботажных колонных реакторах твердые частицы поддерживаются во взвешенном состоянии в жидкости посредством газовых пузырьков, введенных вблизи нижней части колонны.
Способ настоящего изобретения может быть, в частности, применен к способу производства, по существу, линейных и насыщенных углеводородов, предпочтительнее, имеющих, по крайней мере, 5 атомов углерода в их молекуле, путем уменьшения синтез-газа CO-(CO2)-H2 или смеси CO и H2 и, возможно, CO2 согласно процессу Фишера-Тропша.
Способ настоящего изобретения может быть даже в лучшей степени применим к экзотермическим реакциям, которые имеют место при относительно высоких температурах, например, выше 100oC.
В Европейском патенте EP-A-450.860 описаны условия для оптимального проведения трехфазной реакции, в частности, реакции Фишера-Тропша в барботажном колонном реакторе.
Описание Европейского патента EP-A-450.860, основанное на гипотезе, предполагающей, что существует одна единственная фаза, относится, главным образом, к большей пригодности условий закупоренного течения (PF) в отношении полностью смешанного течения (CSTR), в особенности, для высоких конверсий реагентов.
Одновременно путем работы на поверхностной газовой скорости в EP'860 пытаются исключить пульсацию потока посредством очень больших пузырьков с размерами, сравнимыми с размером пузырьков реактора (закупоренный поток или течение со структурным ядром).
В Примере 1 EP'860 показано, что PF лучше, чем CSTR, но сравнение проводили с учетом однофазного реактора.
В действительности, описание EP'860 имеет недостаток, заключающийся в том, что не полностью представляет или характеризует сложность трехфазной системы. Кроме того, в патенте EP'860 не уделяется необходимое внимание проблеме теплообмена, т. е. проблеме, особенно существенной в случае экзотермических реакций, таких как в случае процесса Фишера-Тропша.
Настоящий способ применим для оптимальной работы барботажного колонного реактора, который преодолевает вышеупомянутые недостатки.
В соответствии с этим настоящее изобретение относится к способу оптимальной работы суспензионного барботажного колонного реактора в присутствии газовой фазы и жидкой фазы со взвешенными твердыми частицами для реакции Фишера-Тропша, включающему образование преимущественно тяжелых углеводородов, исходящих из газовых смесей, содержащих CO и H2, в присутствии катализаторов синтеза Фишера-Тропша, при котором способ осуществляют при числе стадий или ступеней в серии ≥2, предпочтительно, от 2 до 5, наиболее предпочтительно, от 3 до 4, при этом температуру в каждой ступени регулируют независимо, условия течения газовой фазы и жидкой фазы, содержащей взвешенные твердые частицы, являются, по существу, условиями поршневого режима (закупоренного течения) со скоростью газа от 3 см/сек до 100 см/сек, предпочтительнее, от 5 до 100 см/сек, наиболее предпочтительно, от 10 до 40 см/сек, и скоростью жидкости от 0 до 15 см/сек, предпочтительно, от 0 до 2 см/сек, наиболее предпочтительно, от 0 до 1 см/сек, концентрация твердых частиц в каждой ступени является, по существу, постоянной и равной для каждой одной стадии и составляет от 5 до 50% (объемн. /объемн. ), предпочтительно, от 10 до 45% об. /об. /, наиболее предпочтительно от 25 до 40% об. /об.
Независимое регулирование температуры в каждой стадии означает возможность получения постоянного или изменяющегося осевого температурного профиля. В предпочтительном варианте температурный профиль является постоянным в каждой одной стадии и равным для всех стадий.
В способе настоящего изобретения концентрация твердых частиц в каждой стадии является, по существу, постоянной и равной для каждой одной стадии. Количество твердых частиц, которые переносятся вверх из жидкой фазы и затем подаются в следующую фазу, компенсируется за счет твердых частиц, приходящих из предыдущей стадии, и, возможно, за счет рециркулируемых твердых частиц. Один из вариантов включает экстракцию полученных твердых частиц плюс твердых частиц, которые должны быть рециркулированы из стадии, соответствующей самому верху колонны; этот поток или струя всасывает взвешенные твердые частицы, которые должны быть отделены от жидкой фазы (частично или полностью) и рециркулируют в нижнюю часть колонны в форме суспензии (концентрированной или разбавленной). Рециклированный продукт также может быть разделен на части и подаваться в промежуточные стадии.
В предпочтительном варианте настоящего изобретения, т. е. в синтезе углеводородов через снижение CO, по крайней мере, часть твердых частиц содержит частицы катализаторов, выбранных из катализаторов, хорошо известных специалистам и обычно используемых для катализации этой реакции. В способе настоящего изобретения может быть использован любой катализатор синтеза Фишера-Тропша, в частности, катализаторы на основе железа или кобальта. Предпочтительно использовать катализаторы на основе кобальта, в которых кобальт присутствует в количестве, достаточном для того, чтобы он был каталитически активным для реакции Фишера-Тропша. Концентрации кобальта обычно могут составлять, по крайней мере, приблизительно 3%, предпочтительно, от 5 до 45% по весу, наиболее предпочтительно, от 10 до 30% по весу от суммарного веса катализатора. Кобальт и возможные промоторы диспергируют в носитель, например, окись кремния, окись алюминия или окись титана. Катализатор может содержать другие окислы, например, окислы щелочных, щелочноземельных и редкоземельных металлов. Катализатор также может содержать другие металлы, которые могут быть активными в качестве катализаторов Фишера-Тропша, например, металлы с 6 по 8 группу периодической таблицы элементов, такие как рутений, или они могут быть промоторами, например, молибден, рений, гафний, цирконий, церий или уран. Металл-промотор обычно присутствует в отношении к кобальту, составляющем, по крайней мере, 0,05: 1, предпочтительно, по крайней мере, 0,1: 1, наиболее предпочтительно, от 0,1: 1 до 1: 1.
Вышеупомянутые катализаторы, в основном, находятся в форме тонкоизмельченных порошков, имеющих обычно средний диаметр частиц от 10 до 700 μm, предпочтительно, от 10 до 200 μm и наиболее предпочтительно, от 20 до 100 μm. Вышеупомянутые катализаторы используются в присутствии жидкой фазы и газовой фазы. В случае процесса Фишера-Тропша жидкая фаза может содержать любую инертную жидкость, например, один или более углеводородов, имеющих, по крайней мере, 5 атомов углерода на молекулу. Предпочтительно, чтобы жидкая фаза, по существу, содержала насыщенные парафины или олефиновые полимеры, имеющие точку кипения выше, чем приблизительно 140oC, предпочтительно, выше, чем около 280oC. Кроме того, подходящая жидкая среда может содержать парафины, полученные посредством реакции Фишера-Тропша в присутствии любого катализатора, предпочтительно, имеющего точку кипения выше, чем приблизительно 350oC, предпочтительно, от 370oC до 560oC.
Загрузка твердых частиц, или объем катализатора по отношению к объему суспензии или разбавителя, может достигать до 50%, предпочтительно, от 5 до 40%.
В случае реакции Фишера-Тропша питающий газ, содержащий моноокись углерода и водород, может быть разбавлен другими более плотными газами максимум до 30% по объему, предпочтительно, до 20% по объему, обычно выбранными из группы, включающей азот, метан, двуокись углерода.
Питающий газ обычно вводят в нижнюю часть первой ступени реактора и он проходит через ступени реактора вверх до верхней ступени реактора. Использование больших количеств инертных газообразных разбавителей не только ограничивает производительность, но также требует дорогостоящего разделения ступеней для исключения разбавления газов.
Условия, в частности, температура и давление, для процессов синтеза углеводородов хорошо известны. Однако в процессе настоящего изобретения температуры могут находиться в пределах от 150oC до 380oC, предпочтительнее, от 180oC до 350oC и наиболее предпочтительно, от 190oC до 300oC. Давления обычно выше, чем приблизительно 0,5 МПа, предпочтительно, от 0,5 до 5 МПа и наиболее предпочтительно, от 1 до 4 МПа. Повышение температуры при других параметрах, остающихся теми же самыми, обычно приводит к увеличению производительности; однако, в случае реакции Фишера-Тропша селективность к метану имеет тенденцию к повышению, и стабильность катализатора имеет тенденцию к снижению при повышении температуры.
Что касается соотношения между водородом и моноокисью, то оно может изменяться в широких пределах.
Хотя стехиометрическое отношение H2: CO для реакции Фишера-Тропша составляет около 2,1: 1, большая часть процессов в суспензии использует относительно низкие отношения H2: CO. В способе настоящего изобретения отношение H2: CO составляет от 1: 1 до 3: 1, предпочтительно, от 1,2: 1 до 2,5: 1.
Способ настоящего изобретения далее иллюстрируется со ссылкой на чертежи от 1 до 7.
На фиг. 1 изображен температурный профиль (T в градусах Кельвина) вдоль оси реактора в безразмерных координатах (ξ) в колонном реакторе, рассматривая условия закупоренного течения как для газа, так и для суспензии жидкое/твердое при заданной удельной поверхности теплообмена на единицу объема (aw). Рабочими условиями являются: поверхностная скорость газа на входе реактора, Ui = 0,30 м/сек; объемная фракция катализатора в суспензии, εs= 0,35; температура на входе реактора, Ti = 513 К. На этом чертеже сплошная линия характеризует температурный профиль с aw = 30,5 м2/м3, тогда как пунктирная линия представляет среднюю температуру в реакторе, Tavg = 513 К.
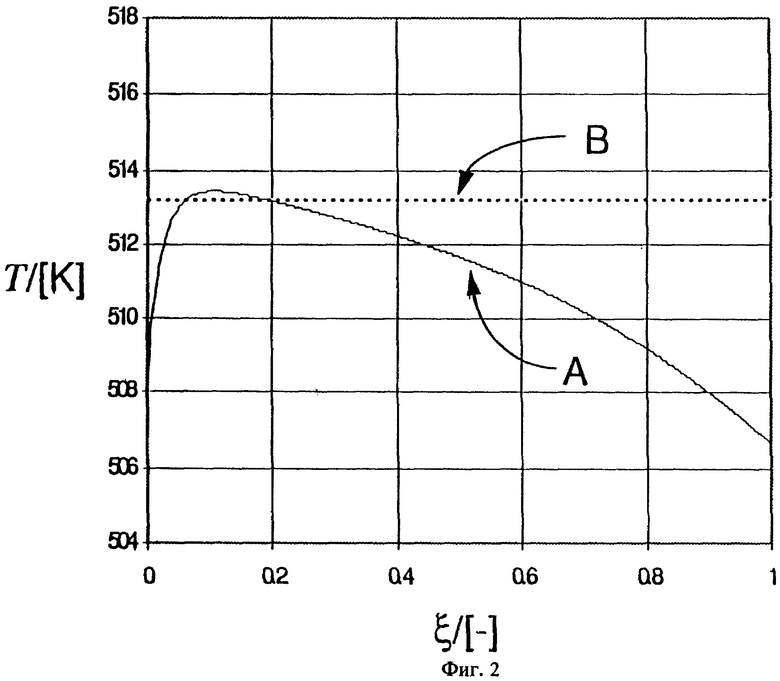
На фиг. 2 изображен температурный профиль в колонном реакторе для условий закупоренного течения как для газа, так и для суспензии твердое/жидкое, в сравнении идеального изотермического случая и реального случая. Рабочие условия следующие: Ui = 0,30 м/сек; εs= 0,35 м2/м3; Ti = 508,2 К; максимально допустимая температура внутри реактора Tmax = 513 К. Сплошная линия представляет реальный случай при aw = 32 м2/м3, тогда как пунктирная линия представляет идеальный случай.
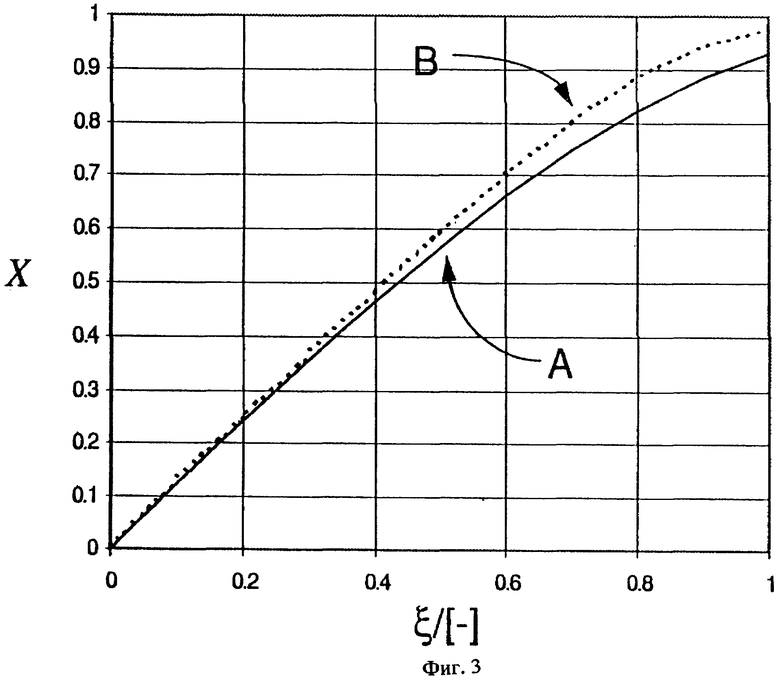
На фиг. 3 изображен профиль конверсии синтез-газа в колонном реакторе для условий закупоренного течения и для газа, и для суспензии жидкое-твердое, в сравнении идеального изотермического случая и реального случая. Рабочие условия следующие: Ui = 0,30 м/сек, εs= 0,35; Ti = 508,2 К; Tmax = 513 К. Сплошная линия представляет реальный случай при aw = 32 м2/м3, тогда как пунктирная линия представляет идеальный случай.
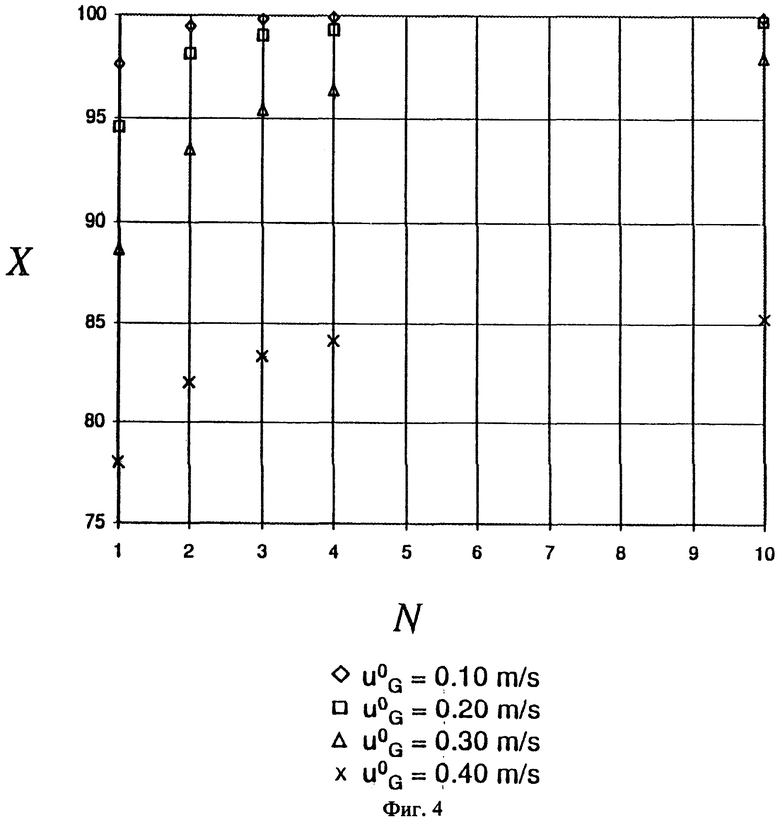
На фиг. 4 показана конверсия синтез-газа (X) в зависимости от поверхностной скорости газа на входе реактора (Ui) и числа ступеней (или стадий) (N). Для всех испытаний D = 7 м; H = 30 м; T = 513,2 К; P = 30 бар; (H2/CO) питания = 2.
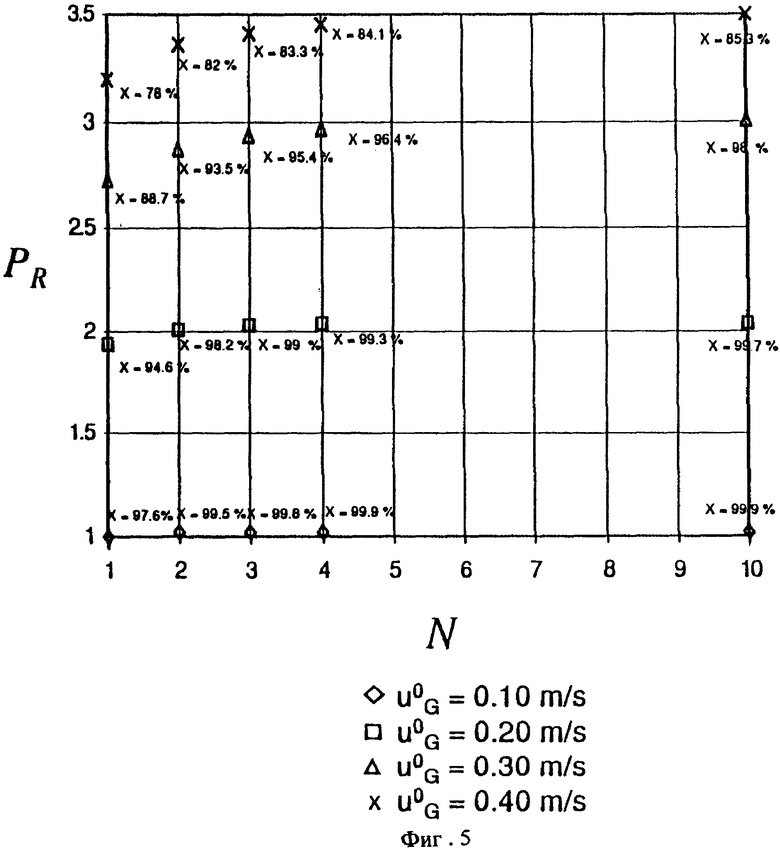
На фиг. 5 показана относительная продуктивность (Pr) в зависимости от поверхностной скорости газа на входе реактора (Ui) и числа ступеней (или стадий) (N). Базовый случай относится к N = 1, Ui = 0,10 м/сек. Для всех испытаний D = 7 м; H = 30 м; T = 513,2 К; P = 30 бар; (H2/CO) питания = 2.
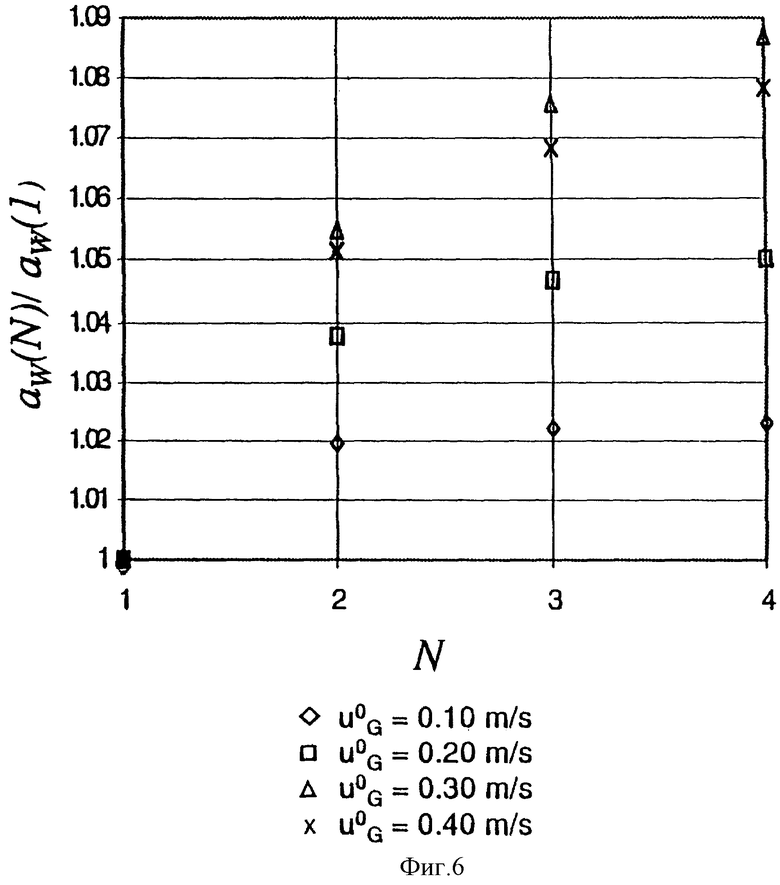
На фиг. 6 показано увеличение удельной поверхности теплообмена на единицу объема [aw(N)/aw(1)] в зависимости от поверхностной скорости газа на входе реактора (Ui) и числа ступеней (N). Для всех испытаний D = 7 м; H = 30 м; T = 513,2 К; P = 30 бар; (H2/CO) питания = 2.
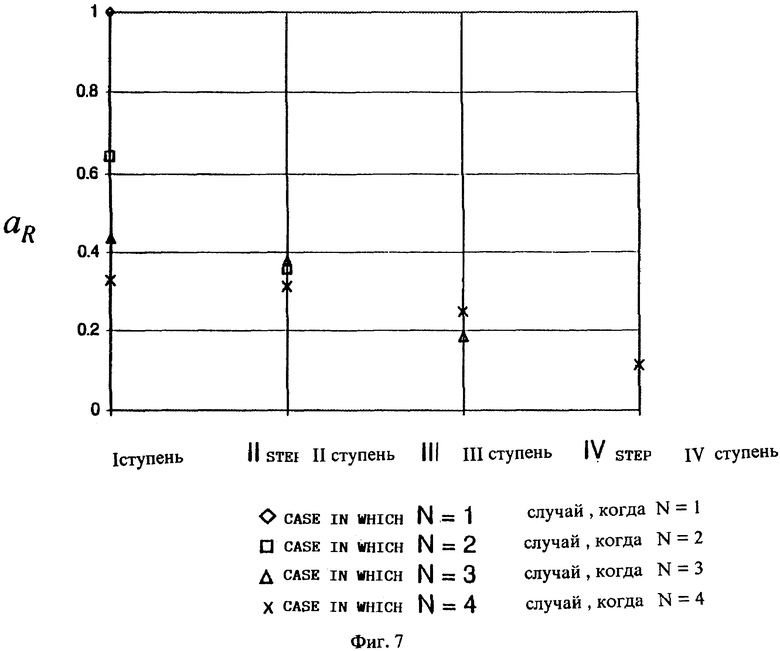
На фиг. 7 показано разделение удельной поверхности теплообмена на единицу объема для различных ступеней (стадий) (as) в зависимости от числа ступеней (N). Для всех испытаний D = 7 м; H = 30 м; T = 513,2 К; P = 30 бар; (H2/CO) питания = 2; чертеж относится к поверхностной скорости газа Ui = 0,30 м/сек.
Как известно специалистам, различные рабочие режимы суспензионной барботажной колонны могут различаться в зависимости от свойств газа, жидкости и твердых частиц и рабочих условий, таких как температура, давление, скорости газа и жидкости, расходы (скорости потоков), концентрация твердых частиц, конструкции распределителя.
По крайней мере, два рабочих режима могут быть идентифицированы: гомогенный и гетерогенный. В первом из них газовая фаза течет через суспензию в форме небольших тонко рассеянных пузырьков. Последний из них может быть представлен обобщенной двухфазной моделью, в которой первая фаза, называемая "разбавленной", содержит фракцию газа, который течет через реактор в форме больших пузырьков. Вторая ("плотная") фаза может быть представлена жидкой фазой, в которой взвешены частицы твердого, и остальная газовая фракция находится в форме небольших тонко рассеянных пузырьков. Большие пузырьки, имеющие более высокие скорости подъема, чем маленькие пузырьки, могут, по существу, рассматриваться как находящиеся в закупоренном течении или течении со структурным ядром. Плотная фаза, содержащая жидкость, взвешенные твердые частицы и небольшие тонко рассеянные пузырьки, в зависимости от рабочих условий и геометрии реактора может рассматриваться как находящаяся в закупоренном течении или как в полностью смешанном течении.
В примере 1 со ссылкой на реакцию Фишера-Тропша сравнивается ожидаемый уровень конверсии в зависимости от гипотетических условий течения газовой фазы и жидкой фазы, соответственно. Из данных примера 1 видно, что несмотря на очевидные преимущества наличия условий закупоренного течения, а не CSTR, для газовой фазы при наличии полностью смешанной жидкой фазы, существует, однако, намного более очевидное преимущество, когда и жидкая фаза (или суспензия) также находится в условиях закупоренного течения.
Аналогично из примера 2 со ссылкой на гетерогенные условия видно, что также желательнее и более удобно иметь условия закупоренного течения не только для газовой фазы, но и для жидкой фазы.
В экзотермических процессах, подобных процессу Фишера-Тропша, создание условий PF для жидкой фазы ведет к недостатку, заключающемуся в наличии тепловых профилей в колонне, т. е. температурных профилей вдоль оси колонны. В процессах типа процесса Фишера-Тропша контроль и регулирование рабочей температуры в реакторе является фундаментальным вопросом, поскольку она непосредственно влияет на селективность или избирательность реакции; также очень важно предотвратить нежелательный перегрев катализатора, который может быть пагубным для последнего.
Поэтому является существенным создание реактора с подходящей системой охлаждения, содержащей, например, трубные пучки, змеевики или другие типы теплообменных поверхностей, погруженных в объем суспензии или расположенных на внутренней поверхности реакционной колонны.
В примере 3 (фиг. 1) приведено сравнение, при тех же самых рабочих условиях и геометрии реактора, между идеальным случаем, предполагающим изотермические условия в колонне, и реальным случаем, при котором существует осевой профиль, и максимальная температура может быть идентифицирована, когда условия типа закупоренного течения приняты для обеих фаз, как для газовой фазы, так и для жидкой фазы, содержащей твердые частицы.
Для каждого типа катализатора предельная температура (Tlim) должна быть идентифицирована как температура, более высокая, чем общепринятая рабочая температура. Эта температура (являющаяся функцией не только типичных свойств катализатора, таких как активность и селективность, но также и огнестойких свойств самого катализатора), не должна превышаться во время процесса.
В примере 4 (фиг. 2) показано, что с учетом значения Tlim должен быть получен температурный профиль вдоль оси, который полностью находится ниже идеального изотермического профиля; это означает, что конверсия, достигнутая при реальном закупоренном течении (т. е. не изотермическом), ниже, чем при идеальном PF, как показано на фиг. 3.
При типичных рабочих условиях колонных реакторов смешивание в обратном направлении твердо-жидкостной суспензии становится все более и более значительным при увеличении диаметра колонны до того момента, когда можно считать, что для реактора промышленных размеров жидкая фаза является полностью смешанной (когда ее поверхностная скорость ограничена). С другой стороны, можно с полной легитимностью принять PF для газа в процессах, в которых его собственная скорость течения является высокой и его собственная поверхностная скорость является высокой.
Как следует из примера 5, имитируя суспензионную колонну с моделью CSTR для жидкости и PF для газа, можно видеть, что достигнутая конечная конверсия увеличивается при увеличении числа ступеней или стадий при том же самом общем реакционном объеме. Другими словами, то, что может быть достигнуто в нескольких реакторах в серии, может быть достигнуто в одном многостадийном или многоступенчатом реакторе.
Из фиг. 4 видно, что уже при 4-5 ступенях достигается 90% увеличение конверсии. Это означает, что при тех же самых вводе газа/скорости потока (или поверхностной скорости газа) и общем реакционном объеме можно достигнуть более высокой производительности (фиг. 5) путем введения одного или более разделительного средства.
Фиг. 5 показывает, что для классического "одностадийного" реактора (N = 1) при увеличении скорости потока газа (или поверхностной скорости газа) конверсия в реакторе снижается, тогда как производительность увеличивается.
Такое поведение может быть объяснено, если предположить, что реакция происходит в полностью смешанной жидкой фазе (CSTR). В результате скорость реакции зависит от конечной концентрации реагентов в жидкой фазе, которая выше при меньшей конверсии реагентов. Другими словами, при более высокой концентрации реагентов в жидкой фазе имеет место более высокая скорость реакции и, следовательно, более высокая производительность. Следовательно, в случае классического реактора (N = 1) увеличение производительности наносит ущерб конверсии; поэтому, чем более высокая производительность требуется, тем большее количество неконвертированных реагентов должно быть извлечено и/или рециклировано.
Одно из преимуществ способа настоящего изобретения заключается в том, что он обеспечивает возможность (благодаря количеству ступеней или стадий, которое больше 1) увеличения производительности и компенсирования при этом потерь в конверсии.
Фактически из фиг. 5 видно, что при том же самом реакционном объеме, по крайней мере, 95% конверсия достигается в одной стадии или ступени при поверхностной скорости газа 0,1 м/сек, по крайней мере, в две стадии или ступени при поверхностной скорости 0,2 м/сек, по крайней мере, в три стадии при поверхностной скорости газа 0,3 м/сек. Таким образом, производительность удваивается при переходе от 1 к 2 стадиям (и от 0,1 к 0,2 м/сек) и почти утраивается при переходе от 1 к 3 стадиям (и от 0,1 к 0,3 м/сек).
Необходимо указать, что для каждой скорости потока газа (или поверхностной скорости газа) и общем реакционном объеме существует предел конверсии для увеличения числа ступеней или стадий, которое соответствует такому числу ступеней или стадий, которое должно быть достигнуто в случае закупоренного течения жидкости. Фактически из фиг. 5 видно, что при N = 10 (практически соответствующем PF жидкости) уровни конверсии начинают снижаться при увеличении поверхностной скорости газа.
Гипотеза изотермичности может быть обоснованно принята благодаря тому, что для каждой одной ступени или стадии принята независимая система охлаждения.
В примере 6 для тех же самых рабочих условий, которые использовались в примере 5, была рассчитана удельная площадь поверхности теплообмена на единицу объема. На фиг. 6 приведено сравнение этих значений относительно числа N ступеней или стадий и поверхностной скорости газа. Можно видеть, что удельная площадь поверхности теплообмена возрастает с числом ступеней или стадий N по отношению к увеличению конверсии, вызванной увеличением собственно числа ступеней. Для гарантирования изотермических условий вдоль реактора, или в каждой ступени площадь теплообменной поверхности, рассчитанная для каждой ступени, пропорциональна количеству тепла, произведенного в этой же самой ступени. На фиг. 7 (пример 6) показано, что площадь теплообменной поверхности распределяется в каждой ступени как функция суммарного числа ступеней, на которые должен разделяться общий реакционный объем.
Для лучшего понимания настоящего изобретения приведены следующие примеры.
Пример 1: Сравнение различных идеальных моделей трехфазного колонного реактора, работающего в гомогенном режиме и использованного для синтеза Фишера-Тропша.
Для описания поведения трехфазного колонного реактора, работающего в гомогенном режиме, могут быть идентифицированы, по крайней мере, три идеальные модели:
1. Модель, в которой обе фазы, и газовая фаза, и жидкая фаза, содержащая взвешенные твердые частицы, могут рассматриваться как полностью смешанные (CSTR).
Материальный баланс газовой фазы:
Материальный баланс в жидкой фазе:
где QG 0 - объемная скорость течения газа на входе реактора;
QG - объемная скорость течения газа на выходе реактора;
QL 0 - объемная скорость течения жидкости на входе реактора;
QL - объемная скорость течения жидкости на выходе реактора;
cG,i 0 - молярная концентрация реагента i в газовой фазе на входе реактора;
cG,i - молярная концентрация реагента i в газовой фазе на выходе реактора;
cL,i 0 - молярная концентрация реагента i в жидкой фазе на входе реактора;
cL,i - молярная концентрация реагента i в жидкой фазе на выходе реактора;
(kLa)i - объемный коэффициент массопереноса газ-жидкость, относящийся к реагенту i;
Hi - постоянная Генри, относящаяся к реагенту i;
εL= задержка суспензии (жидкость плюс твердое);
VL - реакционный объем;
Ri - скорость потребления (расходования) реагента i в жидкой фазе, относящейся к объему неаэрированной суспензии;
i - H2, CO.
Когда скорость реакции измеряется в потреблении количества молей, для учета объемного уплотнения газа вводят:
Q = Q0(1+αX),
где X - конверсия синтез-газа;
α - показатель уплотнения, равный
1-Q(X= 1)/Q(X= 0).
2. Модель, в которой допускается, что только жидкая фаза, содержащая взвешенное твердое, является полностью смешанной (CSTR), тогда как газовая фаза течет в колонне в закупоренном потоке (PF).
Материальный баланс в газовой фазе:
Материальный баланс в жидкой фазе:
где uG - поверхностная скорость газа;
z - осевая координата реактора;
A - свободное сечение реактора;
H - высота аэрированной суспензии (жидкое плюс твердое плюс газ).
3. Модель, в которой обе фазы, и газовая фаза, и жидкая фаза, содержащая взвешенное твердое, рассматриваются как находящиеся в закупоренном течении или в течении со структурным ядром внутри колонны (PF):
материальный баланс в газовой фазе:
материальный баланс в жидкой фазе:
где uL - поверхностная скорость жидкой фазы.
Жидкая фаза, содержащая взвешенные твердые частицы, может находиться в условиях периодической порционной загрузки или в спутном потоке с газовой струей, подаваемой в реактор от дна колонны.
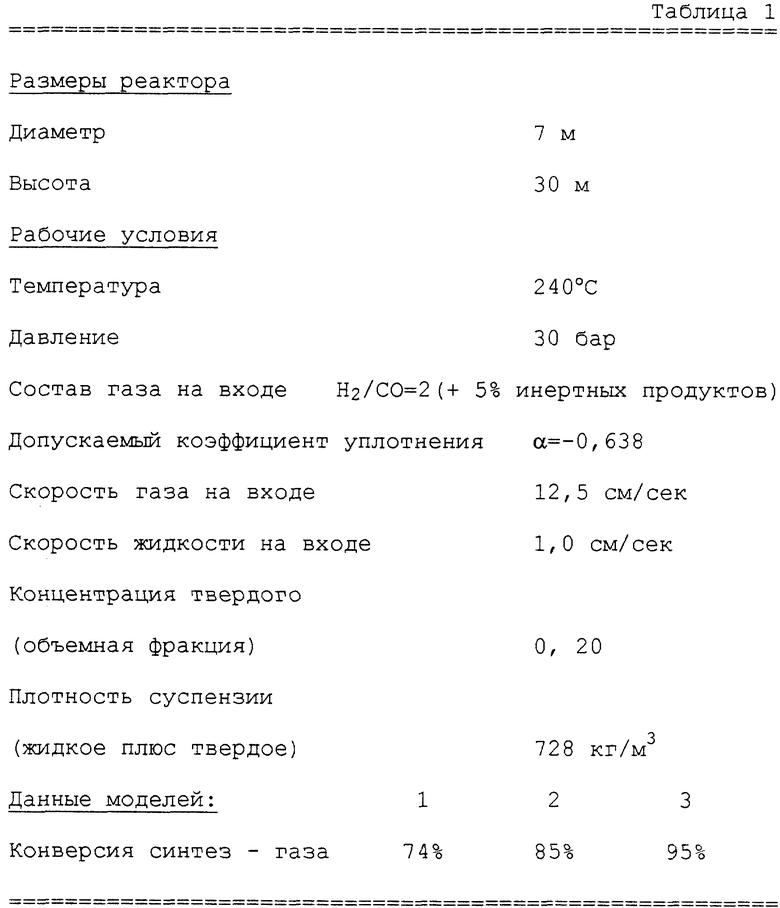
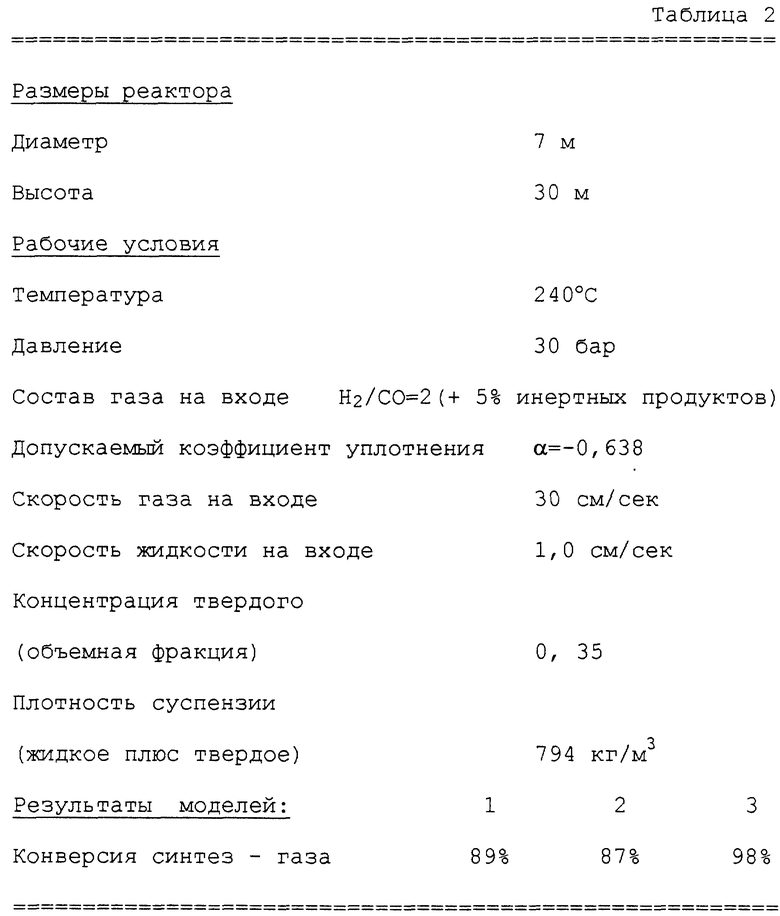
Сравнение различных моделей выполнено при одном и том же реакционном объеме и одинаковых рабочих условиях, предполагая изотермические условия. Кинетика относится к стандартному катализатору на основе кобальта. Полагают, что твердое равномерно распределено по всей длине реактора. Расчеты выполнены с использованием трех различных расчетных программ, специально разработанных для описания вышеупомянутых моделей, используемых для реакции синтеза Фишера-Тропша. Геометрия реактора, рабочие условия и полученные результаты представлены в таблице 1.
Таблица 1 ясно показывает прирост конверсии, полученный путем сдвига от полностью смешанных условий для обеих фаз к условиям, в которых допускаются условия закупоренного течения или течения со структурным ядром, по крайней мере, для газовой фазы. Наибольший прирост, однако, получен, когда обе фазы, и газовая, и жидкая, содержащая взвешенные твердые частицы, находятся в условиях закупоренного течения. В этом случае, для изотермических условий, достигнутая конверсия при тех же самых условиях, является максимальной.
Пример 2: Сравнение различных идеальных моделей трехфазного колонного реактора, работающего в гетерогенном режиме, используемого для синтеза Фишера-Тропша.
При работе в гетерогенном режиме существует различие между фракцией газа, присутствующего в разбавленной зоне и текущего в колонне в форме больших пузырьков с закупоренным течением, и остальной фракцией газа, который увлекается в плотной фазе в форме небольших пузырьков, при этом плотная фаза содержит жидкость и взвешенное или рассеянное твердое. В этом случае, так же как и в предыдущем примере, сравнивали результаты, полученные для трех различных идеальных моделей:
1. Модель, в которой разбавленная фаза находится в закупоренном течении или течении со структурным ядром (PF), тогда как плотная фаза полностью смешана (CSTR), но впуск небольших пузырьков не осуществляют и предполагают, что весь расход газа, поступающего в колонну, течет в реактор в форме больших пузырьков:
Материальный баланс в газовой фазе (разбавленной фазе):
Материальный баланс в жидкой фазе (плотной фазе)
2. Модель, в которой разбавленная фаза находится в закупоренном течении (PF), тогда как плотная фаза, включающая фракцию небольших пузырьков, является полностью смешанной (CSTR):
Материальный баланс в газовой фазе (разбавленной фазе):
Материальный баланс в газовой фазе (небольшие пузырьки в плотной фазе):
Материальный баланс в жидкой фазе (плотной фазе)
где индексы большой и малый относятся к газу, содержащемуся в больших пузырьках, и к газу, содержащемуся в малых или небольших пузырьках, соответственно, где:
udf - поверхностная скорость газа в плотной фазе;
(uG-udf) - поверхностная скорость газа в разбавленной фазе.
Для всех других символов приняты определения, указанные в примере 1.
3. Модель, в которой предполагается, что обе фазы, и разбавленная фаза, и плотная фаза находятся в закупоренном течении (PF):
Материальный баланс в газовой фазе (разбавленной фазе):
Материальный баланс в жидкой фазе (плотной фазе):
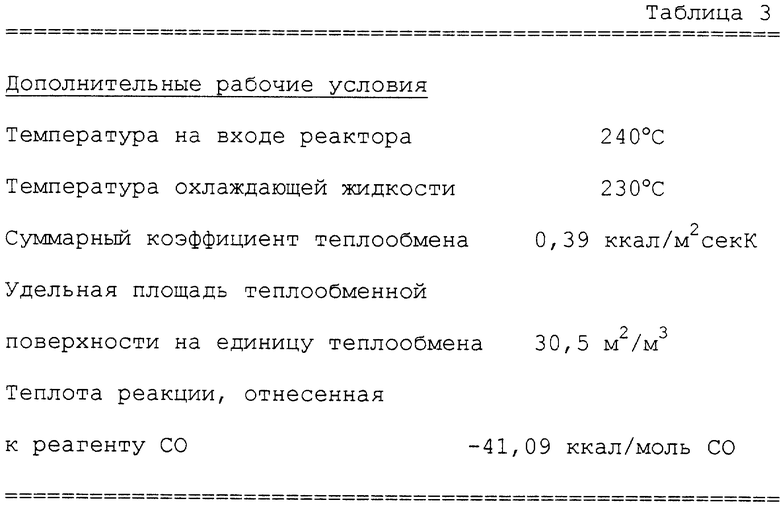
В этом примере те же допущения, которые были сделаны для примера 1, также являются обоснованными, т. е. жидкая фаза, содержащая взвешенные твердые частицы, может быть порционной или в спутном потоке с газовой струей, подаваемой к дну реактора; сравнение различных моделей осуществляли при том же самом реакционном объеме и одинаковых рабочих условиях, предполагающих изотермические условия; кинетика относится к стандартному катализатору на основе кобальта; предполагается, что твердое равномерно распределено по всей длине реактора. Расчеты выполнены с использованием тех же самых расчетных программ, которые использовались в примере 1. Геометрия реактора, рабочие условия и полученные результаты представлены в таблице 2.
Из полученных результатов видно, что введение некоторой степени смешивания в обратном направлении вследствие воздействия небольших пузырьков, увлекаемых полностью смешанной плотной фазой (модель 2), снижает конверсию синтез-газа. В этом случае работа обеих фаз в режиме закупоренного течения гарантирует максимальную конверсию.
Пример 3: Температурный профиль в трехфазном колонном реакторе в случае, когда предполагается, что обе фазы, и газовая фаза, и жидкая фаза, содержащая взвешенное твердое, находятся в режиме закупоренного течения, и теплообмен обеспечивается внутренней системой охлаждения. Применение к синтезу Фишера-Тропша.
Допущение стехиометричности для трехфазного барботажного колонного реактора, работающего в режиме закупоренного течения для обеих фаз, и газовой фазы, и жидкой фазы, является не очень реалистичным при рассмотрении экстремально экзотермических реакций. Даже если тепло отбирается внутренней системой охлаждения, внутри колонны может установиться осевой температурный профиль, максимум которого зависит от условий реакционной системы и характеристик системы охлаждения. Если вместо допущения изотермических условий ввести условия таблицы 2, тепловой баланс определяется выражением:
где cp,SL - удельная теплоемкость суспензии (жидкость плюс твердое);
ρSL = плотность суспензии (жидкое плюс твердое);
T - температура внутри реактора;
TW - температура охлаждающей жидкости;
hW - суммарный коэффициент теплообмена;
aW - удельная площадь теплообменной поверхности на единицу объема;
(-ΔH)CO= энтальпия реакции, отнесенная к реагенту CO;
RCO - скорость расходования реагента СO в жидкой фазе, отнесенная к объему неаэрированной суспензии.
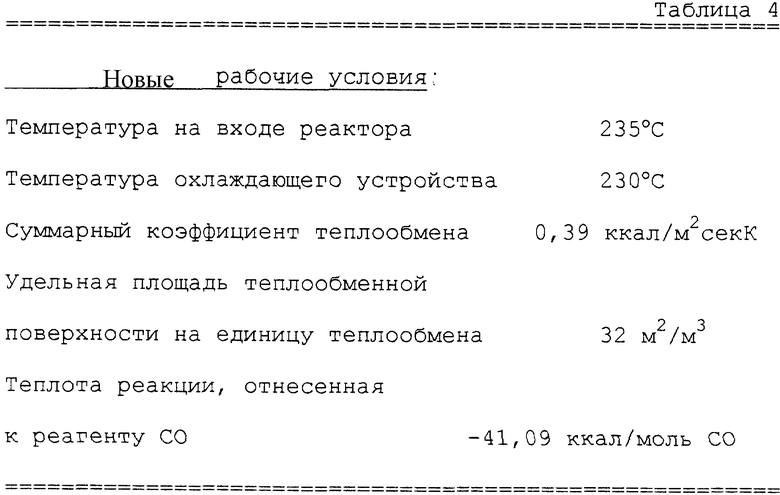
Полученный температурный профиль с учетом дополнительных условий, описанных в таблице 3, показан на фиг. 1. На этом графике кривая A относится к температурному профилю реактора, тогда как кривая B, с другой стороны, относится к средней температуре внутри реактора. Вклад газовой фазы в указанный выше теплообмен является незначительным, поскольку предполагается, что газ, жидкое и твердое находятся при одной и той же температуре в каждой ступени реактора. Дополнительной гипотезой, относящейся к теплообмену, является то, что температура охлаждающей жидкости поддерживается постоянной.
Пример 4: Температурный профиль в трехфазном колонном реакторе в случае, когда допускается, что обе фазы, и газовая фаза, и жидкая фаза, содержащая взвешенное твердое, находятся в режиме закупоренного течения и теплообмен обеспечивается внутренней системой охлаждения. Установилась максимально допустимая температура, которая может достигаться внутри реактора. Применение к синтезу Фишера-Тропша.
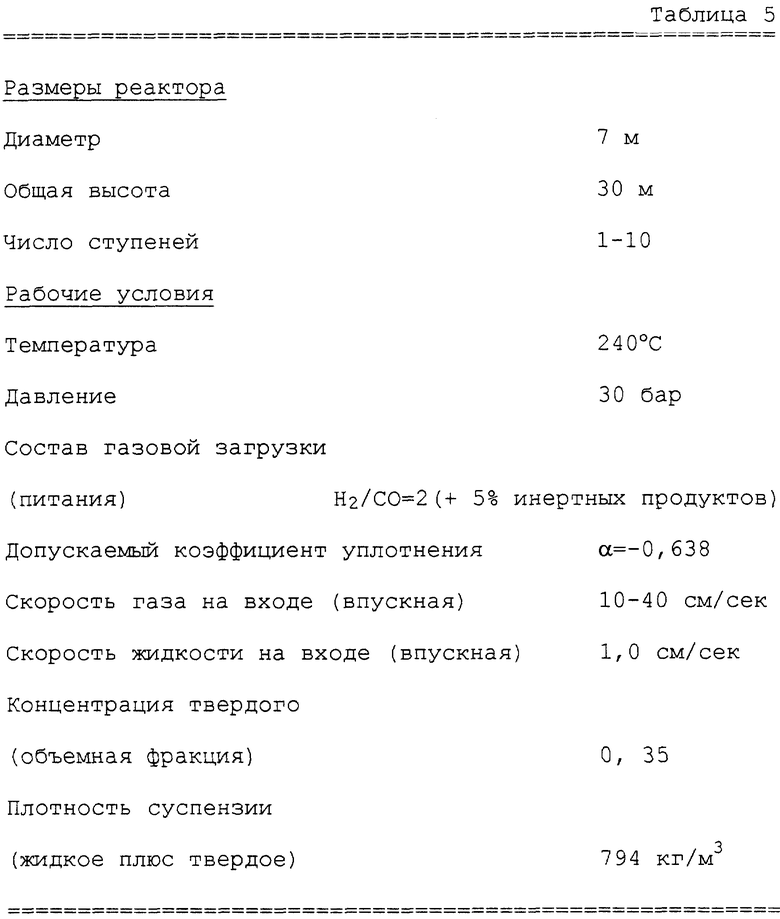
Для каждого типа катализатора может быть идентифицирована предельная температура Tlim, выше которой не следует работать. Это означает, что допуская, что обе фазы, газовая и жидкая, с взвешенным твердым, находятся в режиме закупоренного течения, необходимо контролировать температурный профиль для того, чтобы не превысить это предельное значение в любой точке колонны, в случае, описанном в примере 3, если в качестве температуры Tlim зафиксировано значение 240oC, то для того, чтобы удовлетворить этому пределу, необходимо улучшить теплообмен, например, путем введения более высокой теплообменной поверхности. В таблице 4 указаны новые рабочие условия для получения профиля, описанного в фиг. 1 (кривая A), ниже предельной температуры.
Осевой температурный профиль, полученный в реакторе при новых параметрах, выведенных из повторяющихся процессов моделью расчета, представлен на фиг. 2 в виде кривой A. Как и в случае экзотермических реакций, в частности, синтеза Фишера-Тропша, кинетика активируется температурой. Работа с температурным профилем должна означать, при тех же самых условиях, достижение более низкого выхода, в сравнении со случаем постоянной температуры, равного максимальному пределу, при котором можно работать с конкретным катализатором (кривая B, фиг. 2). На фиг. 3 показаны профили конверсии в колонне для идеального изотермического случая (кривая B) и для реального случая (кривая A) при температурном профиле, изображенном на фиг. 2. Как видно из фиг. 3, конечная конверсия, достигнутая в колонном реакторе при идеальной гипотезе, соответствует 98%, тогда как при фактической гипотезе конверсия синтез-газа снижается до 93%.
Пример 5: Многоступенчатый реактор, в котором предполагается, что газовая фаза находится в режиме закупоренного течения на каждой ступени, тогда как жидкая фаза, содержащая твердые частицы, полностью смешана в каждой ступени. Применение к синтезу Фишера-Тропша.
I. Конверсия синтез-газа и производительность колонного реактора в зависимости от числа ступеней.
Применяя модель 1 примера 2 для описания поведения каждой ступени, соответствующую расчетную программу модифицировали для изучения влияния числа ступеней, на которые был разделен конкретный реакционный объем, при поддержании изотермических условий внутри каждой ступени и всей колонны. Сравнение рабочих характеристик реактора, полученных при изменяющемся числе ступеней, проводили для различных поверхностных скоростей газа. В этом примере сделано допущение, что расстояние между разделяющими средствами является постоянным, т. е. что все ступени имеют одну и ту же высоту. Рабочие условия описаны в таблице 5.
На фиг. 4 показаны конечные конверсии, полученные на выходе из всей колонны при различных поверхностных скоростях газа в зависимости от числа ступеней, на которые разделена колонна. Как видно из фиг. 4, при увеличении числа ступеней уровень конечной конверсии возрастает, даже если после некоторого числа ступеней конверсия имеет тенденцию к достижению асимптоты. Эта асимптота соответствует допущению условий закупоренного течения также и для жидкой фазы, содержащей взвешенное твердое, при изотермических условиях. Из фиг. 4 также можно видеть, что 90% прироста конверсии уже имели место в первых четырех ступенях. Вследствие увеличения конверсии производительность реактора увеличивается при увеличении числа ступеней, при других условиях, оставшихся теми же самыми. На фиг. 5 приведены различные значения относительной производительности PR при изменяющемся числе ступеней для различных значений поверхностной скорости газа на входе реактора, относящиеся к базовому случаю, соответствующему классическому реактору с одной ступенью и скоростью газа 10 м/сек. Как видно из фиг. 5, на которой также показаны соответствующие уровни конверсии для каждой относительной производительности, увеличение поверхностной скорости газа само вызывает значительное увеличение производительности, однако, в ущерб конечному уровню конверсии, достигаемому в колонне. Это означает, что увеличение скорости течения газа в классическом реакторе (с одной ступенью), с одной стороны, улучшает производительность, но, с другой стороны, подразумевает большее количество неконвертированных реагентов, которые должны быть извлечены и, возможно, рециркулированы, что обуславливает более высокую стоимость установки и эксплуатации. Реактор с различными ступенями, наоборот, обеспечивает более высокие значения производительности, обеспечивает возможность поддержания более высоких уровней конверсии реагентов, другими словами, обеспечивает возможность улучшения рабочих характеристик классического реактора при тех же самых рабочих условиях и геометрии колонны.
Пример 6: Многоступенчатый реактор, в котором предполагается, что газовая фаза находится в режиме закупоренного течения в каждой ступени, тогда как жидкая фаза, содержащая взвешенное твердое, является полностью смешанной в каждой ступени. Применение к синтезу Фишера-Тропша.
II. Увеличение и разделение удельной площади теплообменной поверхности на единицу объема.
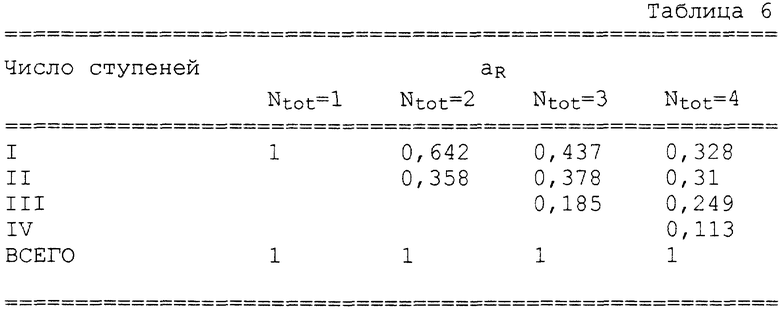
В примере 5 для поддержания изотермичности внутри каждой ступени и во всей колонне в целом все тепло, создаваемое посредством реакции, удаляли из каждой ступени. Была рассчитана удельная площадь поверхности теплообмена на единицу объема, которая должна быть введена, тогда как коэффициент теплообмена и температура охлаждающей жидкости остались теми же самыми. С увеличением числа ступеней при тех же самых реакционном объеме и рабочих условиях общая площадь поверхности теплообмена увеличивается вследствие увеличения конверсии. На фиг. 6 показано увеличение удельной площади поверхности теплообмена aw(N)/aw(1) для случая классического реактора (одноступенчатого) с изменением числа ступеней (от 1 до 4) для различных значений поверхностной скорости газа. В таблице 6 показано для значения поверхностной скорости газа 30 см/сек распределение удельной площади теплообменной поверхности на единицу объема между различными ступенями aR при изменении числа ступеней. С другой стороны, на фиг. 7 данные таблицы показаны в виде графика. То же самое распределение площади теплообменной поверхности качественно проверено и подтверждено при различных скоростях газа.
Из вышеописанных примеров видно, что работа при таких условиях, когда предполагается, что обе фазы, и газовая, и жидкая, находятся в режиме течения в закупоренном потоке, улучшает характеристики реактора как в отношении конверсии, так и в отношении производительности. Однако температурные профили, полученные в колонне классического одноступенчатого реактора, если условия течения в закупоренном потоке подтверждены для обеих фаз, являются неблагоприятными при работе ниже определенного предела температуры. В многоступенчатом реакторе возможно:
1) приблизить поведение в режиме течения в закупоренном потоке газовой фазы и жидкой фазы, содержащей взвешенные твердые частицы,
2) поддерживать твердые частицы в равномерно взвешенном состоянии благодаря условиям почти полного смешивания для жидкой фазы внутри каждой ступени,
3) поддерживать изотермические условия внутри каждой ступени и во всей реакционной колонне.
Таким образом, характеристики реактора улучшаются как по конверсии, так и по производительности.
Использование: в нефтехимии. Способ оптимальной работы суспензионного барботажного колонного реактора в присутствии газовой фазы и жидкой фазы, в частности, для реакции Фишера-Тропша осуществляют при числе ступеней в серии ≥2. Условия течения газовой фазы и жидкой фазы, содержащей твердые частицы, являются, по существу, условиями поршневого режима со скоростью газа 3 - 200 м/с и скоростью жидкости 0 - 10 м/с. Концентрация твердых частиц каждой ступени является, по существу, постоянной и равной для каждой одной ступени и составляет 5 - 50% (объемн. /объемн. ). Технический результат - упрощение технологии процесса. 7 з. п. ф-лы, 6 табл. , 7 ил.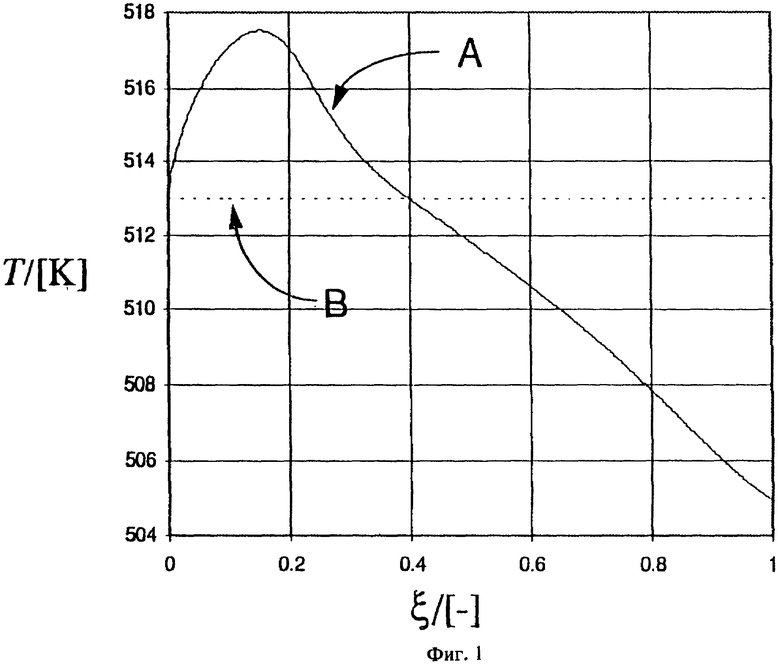
| Устройство для нанесения посыпки на рулонные материалы | 1973 |
|
SU450860A1 |
| Способ получения этиленгликоль- диалкил-(этиленгликоль)-фосфон- трихлорэтилфосфитов | 1973 |
|
SU466240A1 |
| RU 94040360 А1, 27.07.1996. | |||

