Настоящее изобретение относится к области измерительной техники, а именно к устройствам для преобразования электрического сигнала в момент относительно оси устройства.
Известен якорь коллекторного моментного двигателя постоянного тока, содержащий пакет с обмоткой и коллектором [1] .
Наиболее близким по технической сущности является якорь коллекторного моментного двигателя постоянного тока [2] , содержащий пакет с обмоткой и коллектор с медными пластинами, покрытыми слоем благородного металла.
Недостатком такого якоря является недостаточная износоустойчивость коллектора.
Техническим результатом изобретения является повышение износоустойчивости коллектора якоря.
Данный технический результат достигается в якоре коллекторного моментного двигателя постоянного тока, содержащем пакет с обмоткой и коллектор с медными пластинами, покрытыми слоем благородного металла, тем, что слой благородного металла, покрывающий медные пластины коллектора, выполнен толщиной до 0,01 мм из палладия методом электролитического осаждения.
Путем выполнения покрывающего медные пластины коллектора слоя толщиной до 0,01 мм благородного металла палладия обеспечивается повышение износоустойчивости коллектора якоря вследствие повышенной твердости палладия по сравнению, например, с золотом или серебром.
Существующий способ изготовления якоря коллекторного моментного двигателя постоянного тока [2] заключается в том, что осуществляют сборку пакета, выполняют обмотку, сборку пакета с коллектором с последующей механической обработкой, выполняют слой благородного металла на медных пластинах коллектора.
Данный способ изготовления не обеспечивает выполнения слоя палладия на медных пластинах коллектора методом электролитического осаждения.
Техническим результатом способа изготовления якоря коллекторного моментного двигателя постоянного тока является получение работоспособного якоря со слоем благородного металла палладия на медных пластинах коллектора методом электролитического осаждения.
Данный технический результат достигается при способе изготовления якоря коллекторного моментного двигателя постоянного тока, согласно которому осуществляют сборку пакета, выполняют обмотку, сборку пакета с коллектором с последующей механической обработкой, выполняют слой благородного металла на медных пластинах коллектора, тем, что слой благородного металла на медных пластинах коллектора выполняют из палладия, якорь пропитывают эпоксидной смолой под вакуумом при повышенной температуре окружающей среды или анатермом при атмосферном давлении и температуре не менее +80oС, полимеризуют эпоксидную смолу или анатерм путем выдержки при повышенной температуре окружающей среды, механически обрабатывают поверхность коллектора путем тонкого съема материала, покрывают поверхность пакета эластичной эмалью с последующей просушкой на воздухе, снимают окисел меди с поверхности медных пластин путем протирания венской жидкостью, подсоединяют медные пластины коллектора к катоду гальванической ванны палладирования, содержащей электролит с показателем кислотности рН величиной 8-10 и концентрацией металлического палладия до 10 г/л, подают постоянный ток плотностью до 0,5 А/дм2 применительно к покрываемой поверхности медных пластин и выдерживают режим до получения слоя толщиной до 0,01 мм благородного металла палладия на поверхности медных пластин коллектора, определяя толщину слоя по изменению массы пробной детали, погруженной в электролит одновременно с якорем.
Путем пропитки якоря эпоксидной смолой под вакуумом при повышенной температуре окружающей среды или анатермом при атмосферном давлении и температуре не менее +80oС, полимеризации эпоксидной смолы или анатерма посредством выдержки при повышенной температуре окружающей среды, механической обработки поверхности коллектора путем тонкого съема материала, покрытия поверхности пакета эластичной эмалью с последующей просушкой на воздухе обеспечивается защита якоря от проникновения в его поры материалов электролита. Тем самым после операции электролитического осаждения палладия обеспечивается работоспособность якоря, так как сохраняется высокая величина сопротивления изоляции медных пластин коллектора за счет исключения попадания в его поры материалов электролита.
Путем снятия окисла с поверхности медных пластин коллектора при протирке их венской жидкостью, подсоединения медных пластин к катоду гальванической ванны палладирования, содержащей электролит с показателем кислотности рН величиной 8-10 и концентрацией металлического палладия до 10 г/л, подаче постоянного тока плотностью до 0,5 А/дм2 обеспечиваются подготовка якоря и проведение процесса электролитического осаждения палладия. Тем самым обеспечивается получение слоя толщиной до 0,01 мм благородного металла палладия на поверхности медных пластин коллектора методом электролитического осаждения.
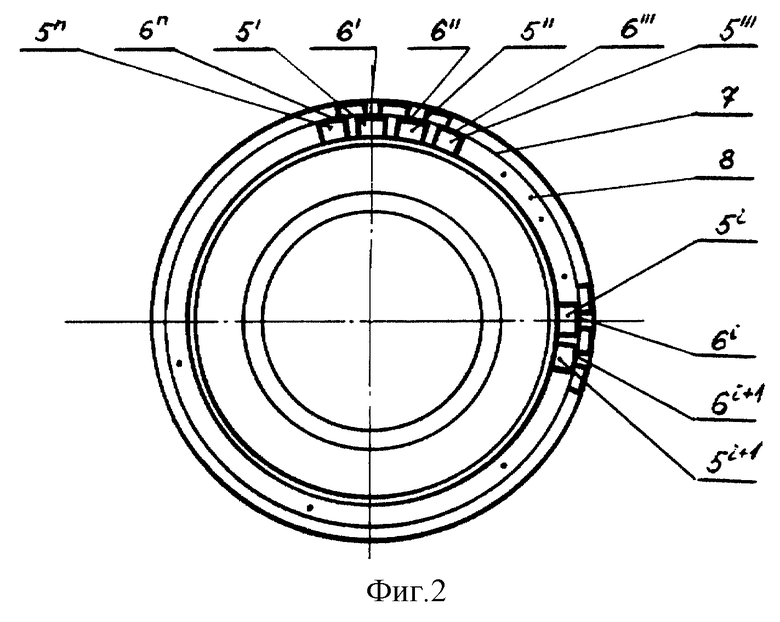
На фиг. 1 показана фронтальная проекция якоря коллекторного моментного двигателя постоянного тока, на фиг. 2 - его профильная проекция.
Якорь 1 (фиг. 1) содержит пакет 2 с обмоткой 3 и коллектором 4, в котором выполнены медные пластины 5', 5", . . . 5i, . . . 5n (фиг. 2).
Слои благородного металла из палладия 6', 6", . . . 6i, . . . 6n выполнены методом электролитического осаждения на внешних поверхностях 7 медных пластин 5', 5", . . . 5i, . . . 5n.
Торцевые поверхности медных пластин 5', 5", . . . 5i, . . . 5n расположены на торцевой поверхности 8 якоря 1.
При работе якоря щетки коллекторного моментного двигателя постоянного тока перемещаются по слоям благородного металла из палладия 6', 6", . . . 6i, . . . 6n на медных пластинах 5', 5", . . . 5i, . . . 5n коллектора 4.
После сборки пакета 2 из пластин ферромагнитного материала, выполнения обмотки 3, сборки пакета 2 с коллектором 4 и последующей механической обработки якоря 1 производятся операции по выполнению слоя благородного металла палладия 6', 6", . . . 6i, . . . 6n методом электролитического осаждения на медных пластинах 5', 5", . . . 5i, . . . 5n коллектора 4.
Для этого якорь пропитывают эпоксидной смолой, например, марки ЭК-16ТС за время не менее 10 мин при температуре +75oС и вакууме (10-1 мм рт. ст. ) или анатермом при температуре +80oС и атмосферном давлении, пакет 2 и коллектор 4 протирают протирочным материалом, смоченным в ацетоне, полимеризуют эпоксидную смолу путем выдержки при температуре +100oС в течение 4 часов, а анатерм - при температуре +100oС в течение 10 часов, механически обрабатывают поверхность коллектора 4 абразивным материалом, покрывают поверхность пакета 2 эластичной эмалью, например, марки ХВ-16 и просушивают на воздухе в течение 2 часов, снимают окисел меди с торцевых поверхностей 8 и поверхностей 7 медных пластин 5', 5", . . . 5i. . . 5n коллектора 4 путем протирания венской жидкостью, посредством приспособления подсоединяют торцевые поверхности 8 медных пластин 5', 5", . . . 5i, . . . 5n и пробную деталь к катоду гальванической ванны палладирования, погружают якорь и пробную деталь в гальваническую ванну палладирования, содержащую электролит с коэффициентом кислотности рН, равным 8-10, и концентрацией металлического палладия до 10 г/л, подают постоянный ток плотностью до 0,5 А/дм2 применительно к покрываемой поверхности медных пластин 5', 5", . . . 5i, . . . 5n и выдерживают режим до получения слоя толщиной до 0,01 мм благородного металла палладия на поверхности 7 медных пластин 5', 5", . . . 5i, . . . 5n коллектора 4.
Получение необходимой толщины слоя благородного металла палладия контролируется по изменению массы пробной детали путем взвешивания ее до начала процесса электрохимического осаждения палладия в гальванической ванне палладирования и во время этого процесса. Затем извлекают якорь 1 из гальванической ванны палладирования, просушивают и снимают слой эластичной эмали с поверхности пакета 2.
Источники информации
1. Авторское свидетельство СССР 700898, МКИ Н 02 К 23/00. Магнитоэлектрический моментный электродвигатель. 1979 г.
2. Л. И. Столов, А. Ю. Афанасьев. Моментные двигатели постоянного тока. М. : Энергоатомиздат, 1989 г. , с. 27.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГРАДУИРОВКИ АКСЕЛЕРОМЕТРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2165088C1 |
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 1999 |
|
RU2166569C1 |
| ГИРОСКОП | 2002 |
|
RU2210735C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ДЕТАЛЕЙ | 2001 |
|
RU2200772C2 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1993 |
|
RU2062823C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИСТИННОГО КУРСА С ПОМОЩЬЮ ДВУХКАНАЛЬНОГО ГИРОСКОПИЧЕСКОГО ДАТЧИКА УГЛОВОЙ СКОРОСТИ | 2000 |
|
RU2176780C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2002 |
|
RU2214896C1 |
| КОМПЕНСАЦИОННЫЙ АКСЕЛЕРОМЕТР | 1998 |
|
RU2149411C1 |
| ПРЕОБРАЗОВАТЕЛЬ ИНЕРЦИАЛЬНОЙ ИНФОРМАЦИИ | 2000 |
|
RU2178569C1 |
| ПРЕОБРАЗОВАТЕЛЬ ИНЕРЦИАЛЬНОЙ ИНФОРМАЦИИ | 2002 |
|
RU2216713C2 |
Изобретение относится к области электротехники и измерительной техники и может быть использовано в устройствах для преобразования электрического сигнала в момент относительно оси устройства. Техническим результатом изобретения является повышение износоустойчивости коллектора якоря. Данный технический результат достигается в якоре коллекторного моментного двигателя постоянного тока, содержащем макет с обмоткой и коллектор с медными пластинами, тем, что на медных пластинах коллектора выполнен слой толщиной до 0,01 мм из палладия методом электролитического осаждения. При осуществлении способа изготовления якоря коллекторного моментного двигателя постоянного тока путем сборки пакета, выполнения обмотки, сборки пакета с коллектором согласно изобретению якорь пропитывают эпоксидной смолой, полимеризуют ее, покрывают поверхность пакета эластичной эмалью, подсоединяют медные пластины коллектора к катоду гальванической ванны палладирования, содержащей электролит с показателем кислотности рН величиной 8-10 и концентрацией металлического палладия до 10 г/л, подают постоянный ток плотностью до 0,5 А/дм2 применительно к покрываемой поверхности медных пластин и выдерживают режим до получения слоя благородного металла из палладия толщиной до 0,01 мм. Толщину данного слоя определяют по изменению массы пробной детали, погруженной в электролит одновременно с якорем. 2 ил.
Способ изготовления якоря коллекторного моментного двигателя постоянного тока, согласно которому осуществляют сборку пакета, выполняют обмотку, сборку пакета с коллектором с последующей механической обработкой, выполняют слой благородного металла палладия на медных пластинах коллектора, отличающийся тем, что сборку пропитывают эпоксидной смолой под вакуумом при повышенной температуре окружающей среды или анатермом при атмосферном давлении и температуре не менее +80oС, полимеризуют эпоксидную смолу или анатерм путем выдержки при повышенной температуре окружающей среды, механически обрабатывают поверхность коллектора путем тонкого съема материала, покрывают поверхность пакета эластичной эмалью с последующей просушкой на воздухе, снимают окисел меди с поверхности медных пластин путем протирания венской жидкостью, подсоединяют медные пластины коллектора к катоду гальванической ванны палладирования, содержащей электролит с показателем кислотности рН величиной 8-10 и концентрацией металлического палладия до 10 г/л, подают постоянный ток плотностью до 0,5 А/дм2 применительно к покрываемой поверхности медных пластин и выдерживают режим до получения слоя толщиной до 0,01 мм благородного металла палладия на поверхности медных пластин коллектора, определяя толщину слоя по изменению массы пробной детали, погруженной в электролит одновременно с якорем.
| Способ изготовления коллектораэлЕКТРичЕСКОй МАшиНы и СбОРКиЕгО C яКОРЕМ | 1979 |
|
SU813569A1 |
| Способ изготовления коллектора электрической машины | 1982 |
|
SU1076992A1 |
| Способ изготовления плоского керамического коллектора | 1981 |
|
SU1020899A1 |
| US 3996660 А, 14.12.1976 | |||
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО СОПРОВОЖДЕНИЯ ОБЪЕКТА | 1984 |
|
SU1241901A2 |
| НЕЙШТАДТ С.З., РОССИЯНСКИЙ Л.С | |||
| Технология изготовления деталей и узлов радиоаппаратуры | |||
| Пробочный кран | 1925 |
|
SU1960A1 |
| СТОЛОВ Л.И., АФАНАСЬЕВ А.Ю | |||
| Моментные двигатели постоянного тока | |||
| - М.: Энергоатомиздат, 1989, с.27. | |||

