1
Изобретение относится к станкостроению и может быть использовано при обработке поршней.
Известны алмазно-обточные станки, в которых обрабатываемая деталь - поршень установлена в шпиндельной и приводимой гидроцилиндром подрезной бабках, соответственно, в переднем грибковом и в заднем вращающемся и подвижном вдоль оси центрах. С целью повышения точности обработки и производительности путем проведения с одного установа операций обточки юбки поршня и проточки канавок в предлагаемом устройстве шпиндельная и подрезная бабки снабжены разгружающим их от осевых усилий, создаваемых гидроцилиндром подрезной бабки при зажиме детали устройством, выполненным, например, в виде пружины, установленной в корпусе подрезной бабки, на которую воздействует дополпительно установленный там гидроцилиндр, и соединительных тяг, связывающих обе бабки.
Разгружающее устройство может быть выполнено в виде нескольких нружин с гидроцилиндрами и соединительных тяг, причем количество пружин с гидроцилиндрами равно числу соединительных тяг.
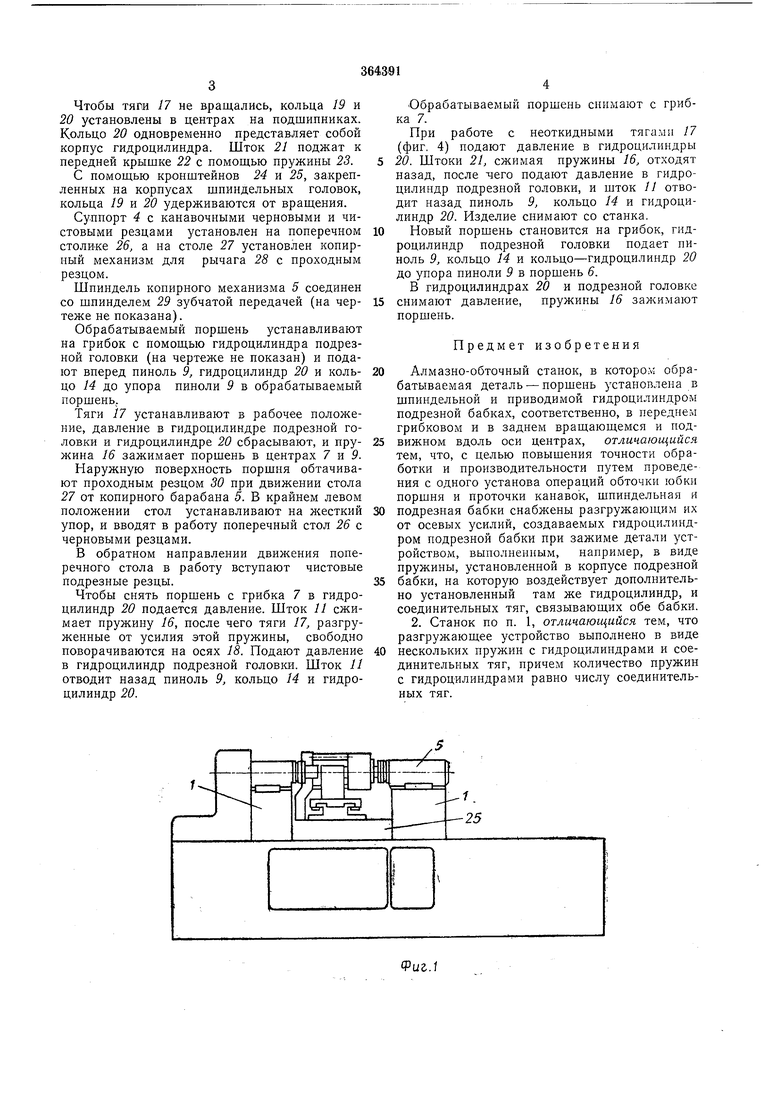
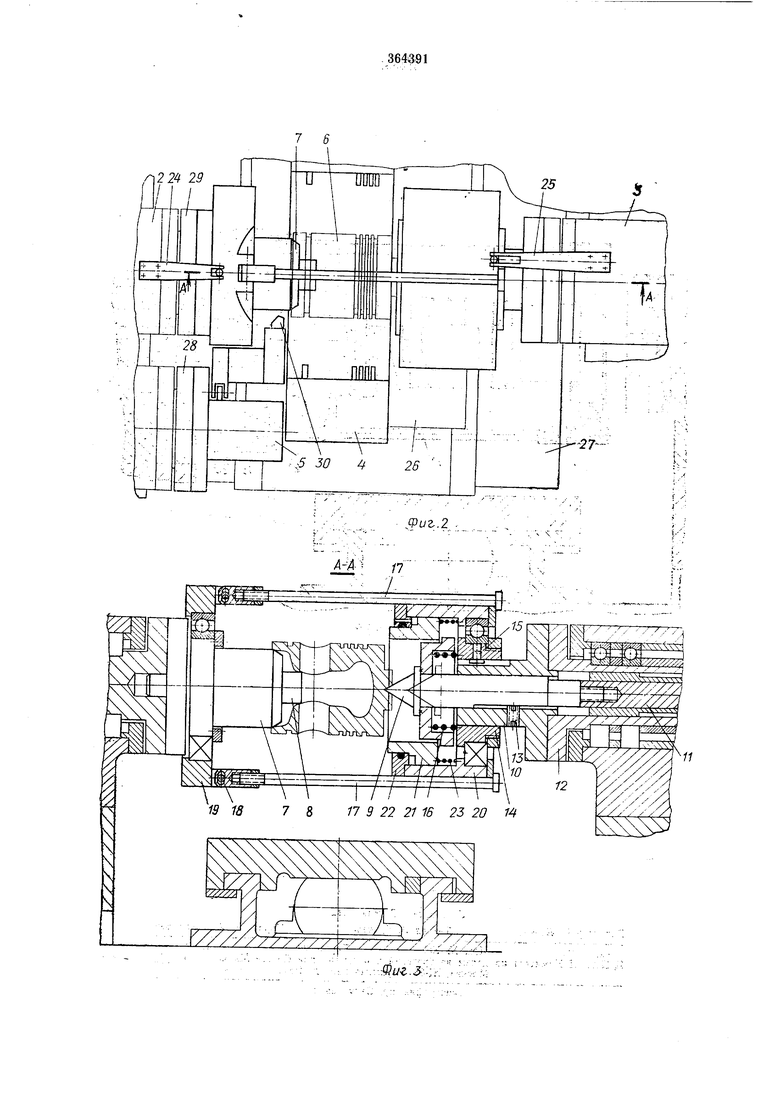
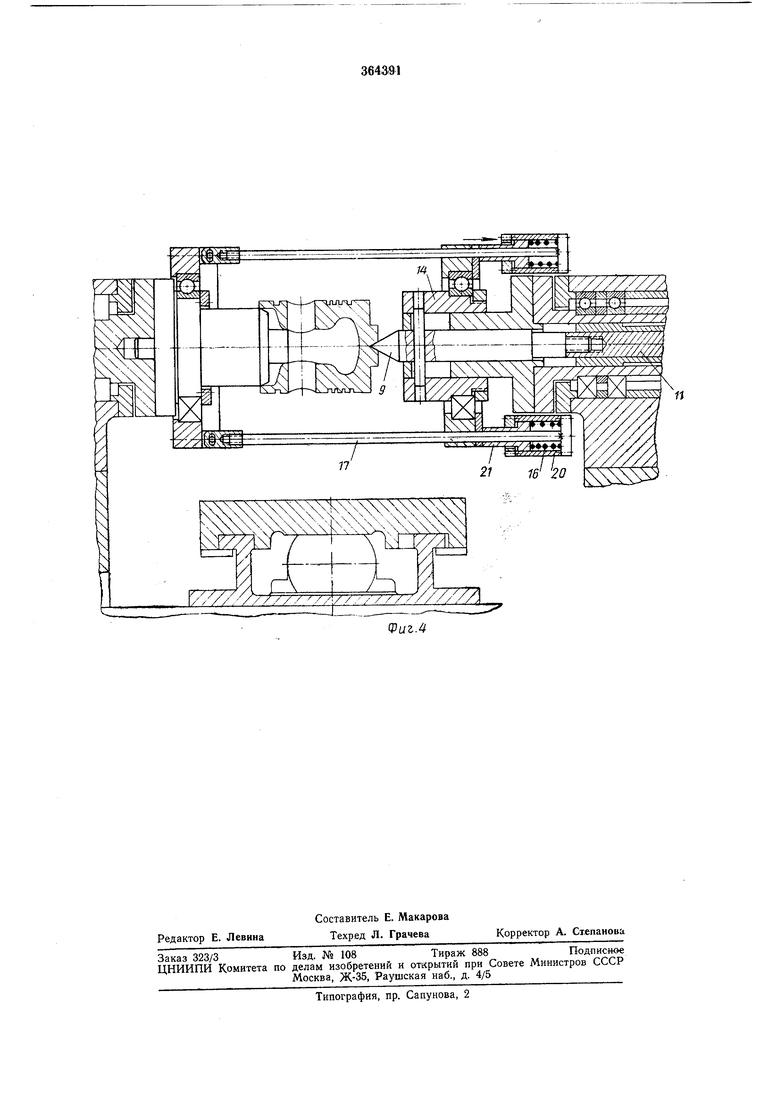
На фиг. 1 изображен общий вид станка; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез по Л-А на фиг. 2; на фнг. 4 - вариант исполнения.
На мостиках / станка размещены шпиндельная 2 и подрезная 3 головки. Суппорт 4 служит для обработки канавок, а копирный механизм 5 - для фасонной обработки юбки поршня 6.
Обрабатываемый поршень 6 устанавливается в центрах шпиндельной 2 и подрезной 3 бабок.
Передний центр 7 представляет собой конусный грибок, закрепленный на шпинделе шпиндельной головки 2.
Поводок 8, выполненный за одно целее с грибком 7, служит для передачи враще1П1я обрабатываемому поршню 6.
Вращающийся задний центр 9 выполнен в виде пиноли, свободно скользящей во втулке 10 и соединенной резьбой со щтоком // гидроцилиндра подрезной головки 3 (на чертеже не показан). Втулка W закреплена на шпнпделе 12 подрезной головки 3.
Вращение от пннолп 9 на втулку 10 может передаваться с помощью, например, вннта 13, а вращение со втулкп 10 на кольцо 14 - с помощью шпонки 15.
Пружина 16 зажимает обрабатываемый поршень, и усилие его зажима замыкается на грибке 7 с помощью тяг 17, установленных на осях 18, закрепленных в кольце 19.
Чтобы тяга 17 не вращались, кольца 19 и 20 установлены в центрах на подшипниках. Кольцо 20 одновременно представляет собой корпус гидроцилиндра. Шток 21 поджат к передней крышке 22 с помощью пружины 23.
С помощью кронштейнов 24 и 25, закрепленных на корпусах шпиндельных головок, кольца 19 и 20 удерживаются от вращения.
Суппорт 4 с канавочными черновыми и чистовыми резцами установлен на поперечном столике 26, а на столе 27 установлен копирный механизм для рычага 28 с проходным резцом.
Шпиндель копирного механизма 5 соединен со щпинделем 29 зубчатой передачей (на чертеже не показана).
Обрабатываемый поршень устанавливают на грибок с помощью гидроцилиндра подрезной головки (на чертеже не показан) и подают вперед пиноль 9, гидроцилиндр 20 и кольцо 14 до упора пиноли 9 в обрабатываемый поршень.
Тяги 17 устанавливают в рабочее положение, давление в гидроцилиндре подрезной головки и гидроцилиндре 20 сбрасывают, и пружина 16 зажимает поршень в центрах 7 и 9.
Наружную поверхность поршня обтачивают проходным резцом 30 при движении стола 27 от копирного барабана 5. В крайнем левом положении стол устанавливают на жесткий упор, и вводят в работу поперечный стол 26 с черновыми резцами.
В обратном направлении движения поперечного стола в работу вступают чистовые подрезные резцы.
Чтобы снять поршень с грибка 7 в гидроцилиндр 20 подается давление. Шток // сжимает пружину 16, после чего тяги 17, разгруженные от усилия этой пружины, свободно поворачиваются на осях 18. Подают давление в гидроцилиндр подрезной головки. Шток 11 отводит назад пиноль 9, кольцо 14 и гидроцилиндр 20.
Обрабатываемый поршень снимают с грибка 7.
При работе с неоткидными тягами 17 (фиг. 4) подают давление в гидроцилиндры 20. Штоки 21, сжимая пружины 16, отходят назад, после чего подают давление в гидроцилиндр подрезной головки, и шток // отводит назад пиноль 9, кольцо 14 и гидроцилиндр 20. Изделие снимают со станка.
Новый поршень становится на грибок, гидроцилиндр подрезной головки подает пиноль 9, кольцо 14 и кольцо-гидроцилиндр 20 до упора пиноли 9 в поршень 6.
В гидроцилиндрах 20 и подрезной головке снимают давление, пружины 16 зажимают поршень.
Предмет изобретения
Алмазно-обточный станок, в котором обрабатываемая деталь - поршень установлена в шпиндельной и приводимой гидроцилиндром подрезной бабках, соответственно, в переднем грибковом и в заднем вращающемся и подвижном вдоль оси центрах, отличающийся тем, что, с целью повышения точности обработки и производительности путем проведения с одного установа операций обточки юбки поршня и проточки канавок, шпиндельная и
подрезная бабки снабжены разгружающим их от осевых усилий, создаваемых гидроцилиндром подрезной бабки при зажиме детали устройством, выполненным, например, в виде пружины, установленной в корпусе подрезной
бабки, на которую воздействует дополнительно установленный там же гидроцилиндр, и соединительных тяг, связывающих обе бабки. 2. Станок по п. 1, отличающийся тем, что разгружающее устройство выполнено в виде
нескольких пружин с гидроцилиндрами и соединительных тяг, причем количество пружин с гидроцилиндрами равно числу соединительных тяг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Отделочно-обточный станок для обработки поршней | 1986 |
|
SU1351708A1 |
| Станок для обработки поршней | 1986 |
|
SU1315142A1 |
| Отделочно-обточной станок для обработки поршней | 1985 |
|
SU1220848A1 |
| ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1971 |
|
SU304060A1 |
| Шпиндельная головка для копирной обработки поршней | 1984 |
|
SU1235659A1 |
| Металлорежущий станок | 1985 |
|
SU1284705A1 |
| Шпиндельная головка для копирной обработки деталей вращения | 1983 |
|
SU1155365A1 |
| Шпиндельная головка алмазно-расточного станка | 1974 |
|
SU471955A2 |
| Станок для обработки деталей вращения | 1986 |
|
SU1404198A1 |
| Подрезно-расточная головка | 1986 |
|
SU1366307A1 |
:Фиг.:--,:. .
