Изобретение относится к способу изготовления порошковой наплавочной ленты для наплавки широких поверхностей на изделиях.
Известен способ изготовления порошковой наплавочной ленты двухшовной, состоящей из металлической оболочки, выполненной из двух лент, и порошка наполнителя, включающий профилирование нижней ленты в желобчатый профиль, заполнение желоба порошком-наполнителем, укладку верхней ленты в желоб сверху шихты и загибку кромок желоба с формированием левого и правого соединительных швов, обжатие сформированной двухшовной плоской заготовки в приводной прокатной клети с рифлеными валками и сматывание готовой ленты в рулон [1, с. 7, 39-40].
Недостатки известного способа:
1. Значительное усложнение оборудования технологической линии для изготовления порошковой наплавочной ленты в связи с использованием двух лент для формирования оболочки.
2. Наличие в оболочке двух швов с упрощенной конфигурацией фальцевого соединения увеличивает вероятность высыпания порошка и проникновения влаги в шихту наполнителя по сравнению с одношовной лентой.
3. Наличие двух фальцевых швов по краям оболочки способствует неравномерному распределению металла оболочки по ширине наплавочного слоя.
Наиболее близким к предлагаемому является способ изготовления порошковой наплавочной ленты одношовной, состоящей из металлической оболочки и порошка-наполнителя, включающий профилирование исходной металлической ленты в желоб, заполнение желоба порошком-наполнителем, доформовку желоба в круглую трубчатую конструкцию с перекрытием кромок заготовки ("внахлест") и последующее ее плющение в плоское сечение (ленту) за два прохода в приводных прокатных валках, а также смотку полученной ленты в рулон [1, с. 39-40, рис. 1б рис. 2г, рис. 17, рис. 24].
Недостатки известного способа:
1. Возможно частичное или полное высыпание порошка-наполнителя из ленты при ее деформации в процессе сматывания ленты в рулон, при транспортировке и при размотке рулона в процессе наплавки, кроме этого полученная лента не обеспечивает защиту порошка-наполнителя от проникновения влаги. Указанные недостатки объясняются отсутствием фальцевого соединения кромок в трубчатой оболочке, в результате чего в процессе плющения не обеспечивается надежное соединение кромок, из-за их поперечного смещения относительно друг друга.
2. Отсутствие рифления на оболочке наплавочной ленты позволяет порошку-наполнителю пересыпаться по длине ленты, что отрицательно сказывается на равномерности коэффициента заполнения по длине ленты
3. Невозможность получения широких лент, т.к. с увеличением диаметра трубчатой оболочки при плющении резко увеличивается поперечное смещение перекрываемых кромок, приводя к образованию открытой щели между торцами кромок.
Технической задачей изобретения является улучшение качества и эксплутационных характеристик порошковой наплавочной ленты одношовной путем предотвращения высыпания порошка из ленты и предотвращения проникновения влаги в порошок-наполнитель ленты, а также расширение сортамента за счет увеличения ширины одношовных наплавочных лент.
Техническое решение достигается тем, что в предложенном способе изготовления порошковой наплавочной ленты одношовной плющению подвергают трубчатую заготовку, соединение которой выполнено замковым, при этом деформацию производят в закрытых калибрах с относительным обжатием 40-50% в каждом из них, а диаметр трубчатой заготовки определяется отношением P/π, где P - длина периметра сечения металлической оболочки готовой наплавочной ленты.
На чертеже показана схема изготовления порошковой наплавочной ленты.
Передний конец рулона 1 из стальной ленты 2 подается в формующее устройство 3 технологической линии, которое включает блок горизонтальных клетей дуо 4, питатель-дозатор 5 для подачи порошка-наполнителя в заготовку, блок вертикальных клетей 6 для формирования замкового соединения в виде лежачего фальцевого шва, двухклетевой блок приводных горизонтальных клетей 7. В блоке 4 исходная лента 2 последовательно формируется в сечения А, Б и В. В U-образный желоб В засыпается из дозатора 5 порошковая шихта, после чего заготовка Г с порошком-наполнителем попадает в блок вертикальных клетей 6, где в первой клети производится свертывание U-образной заготовки Г в трубчатую заготовку Д с отбортовкой краев желоба под замковое соединение, а во второй происходит окончательное формирование наклоненного фальцевого шва К (поз. Е). Далее трубчатая заготовка Е с выполненным замковым соединением попадает в блок 7, состоящий из двух горизонтальных клетей с приводными валками, на которых нарезаны закрытые ящичные калибры. В каждом ящичном калибре производят деформацию с относительным обжатием в 40-50% (поз. Ж, З), причем для предотвращения пересыпания порошка-наполнителя по длине ленты и его уплотнения в чистовом ящичном калибре дно и верх выполнены с рифлением. В результате обжатия заготовки Е в ящичных калибрах фальцевое соединение К вдавливается (утапливается) в шихту, образуя прочное герметичное соединение 9 в виде двойного зетобразного замка. После чего готовая порошковая лента 8 с лежачим фальцевым швом 9 сматывается в бухту 10.
Диаметр трубчатой заготовки Е определяется отношением P/π, где P - длина периметра сечения металлической оболочки готовой наплавочной ленты. Данное отношение вытекает из условия равенства периметров сечения трубчатой заготовки и готовой ленты, при его несоблюдении невозможно получить ленту нужного поперечного сечения с отсутствием внутренних напряжений в металлической оболочке.
Данный способ испытан на Череповецком сталепрокатном заводе при изготовлении порошковой ленты 16.5х3.8 мм с коэффициентом заполнения 55%. Для получения данной порошковой наплавочной ленты использовалась лента из стали 08КП толщиной 0.45 мм и шириной 51.5 мм и порошок-наполнитель с насыпной плотностью 3.2 г/см3. В формующем устройстве 3 технологической линии осуществлялось надежное формирование трубчатой заготовки диаметром 12.9 мм с замковым соединением в виде фальцевого шва К (поз. Е), которая деформировалась в двух закрытых ящичных калибрах: в первом на толщину 6.8 мм, а во втором на толщину 3.8. В результате чего относительное обжатие в первой клети составило 47.3%, а во второй - 44.1%.
Предлагаемый способ, в сравнении с прототипом обладает следующими преимуществами:
1. Исключается высыпание порошка-наполнителя из ленты при ее деформации в процессе сматывания ленты в рулон, при транспортировке и при размотке рулона в процессе наплавки, кроме того лента, полученная данным способом, обеспечивает защиту порошка-наполнителя от проникновения влаги.
2. Наличие рифления на оболочке наплавочной ленты не позволяет порошку-наполнителю пересыпаться по длине ленты, и, тем самым, обеспечивает равномерность коэффициента заполнения по длине ленты.
3. Данный способ позволяет получать ленты шириной до 25 мм.
Источники информации
1. Пацекин В.П. и др. Производство порошковой проволоки. М.: Металлургия, 1979.
Изобретение относится к способу изготовления порошковой наплавочной ленты для наплавки широких поверхностей на изделиях. В предложенном способе изготовления порошковой наплавочной ленты одношовной плющению подвергают трубчатую заготовку, соединение которой выполняют замковым. При этом деформацию производят в закрытых калибрах с относительным обжатием 40-50% в каждом из них. Диаметр трубчатой заготовки определяют исходя из соотношения P/π, где Р - длина периметра сечения металлической оболочки готовой наплавочной ленты. Изобретение позволяет улучшить качество и эксплуатационные характеристики порошковой наплавочной ленты одношовной путем предотвращения высыпания порошка из ленты и предотвращения проникновения влаги в порошок-наполнитель. 1 ил.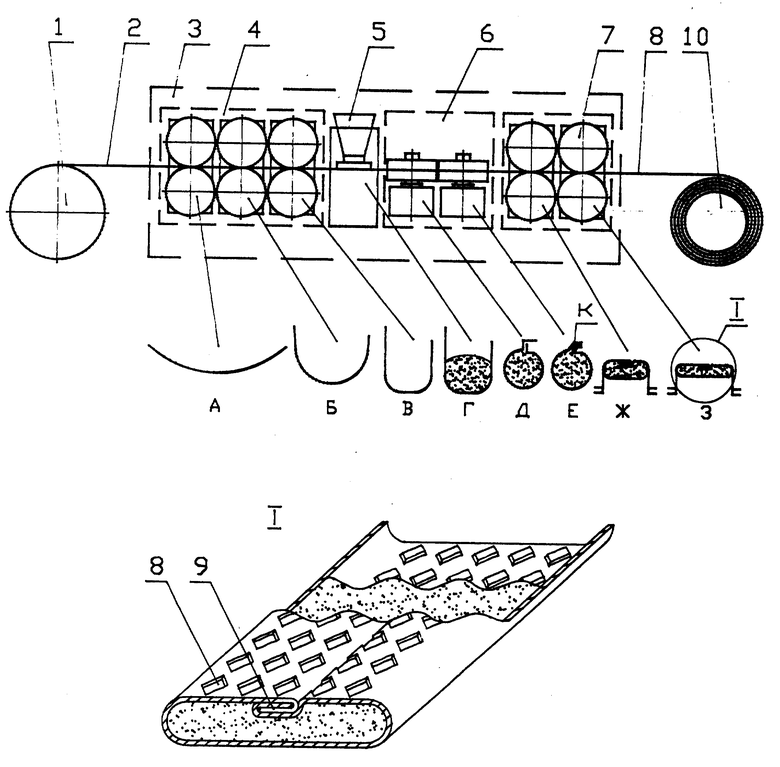
Способ изготовления порошковой наплавочной ленты одношовной, состоящей из металлической оболочки и порошка-наполнителя, включающий профилирование исходной металлической ленты в желоб, заполнение желоба порошком-наполнителем, доформовку желоба в круглую трубчатую конструкцию и последующее ее плющение в ленту за два прохода в приводных прокатных клетях, отличающийся тем, что плющению подвергают трубчатую заготовку, соединение которой выполнено замковым, при этом деформацию производят в закрытых калибрах с относительным обжатием 40-50% в каждом из них, а диаметр трубчатой заготовки определяется отношением P/π, где Р - длина периметра сечения металлической оболочки готовой наплавочной ленты.
| Пацекин В.П | |||
| и др | |||
| Производство порошковой проволоки | |||
| -М.: Металлургия, 1979, с | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2086380C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОЙ ПОРОШКОВОЙ ПРОВОЛОКИ | 1997 |
|
RU2119419C1 |
| DE 3124287 А1, 10.03.83 | |||
| FR 2053667 А, 16.04.71 | |||
| СТЕРЖНИ ДЛЯ НАНЕСЕНИЯ КАРБИДОВ ВОЛЬФРАМА И ИХ СПЛАВОВ С ДРУГИМИ КАРБИДАМИ И МЕТАЛЛАМИ НА ПОВЕРХНОСТИ ИНСТРУМЕНТОВ | 1930 |
|
SU21444A1 |

