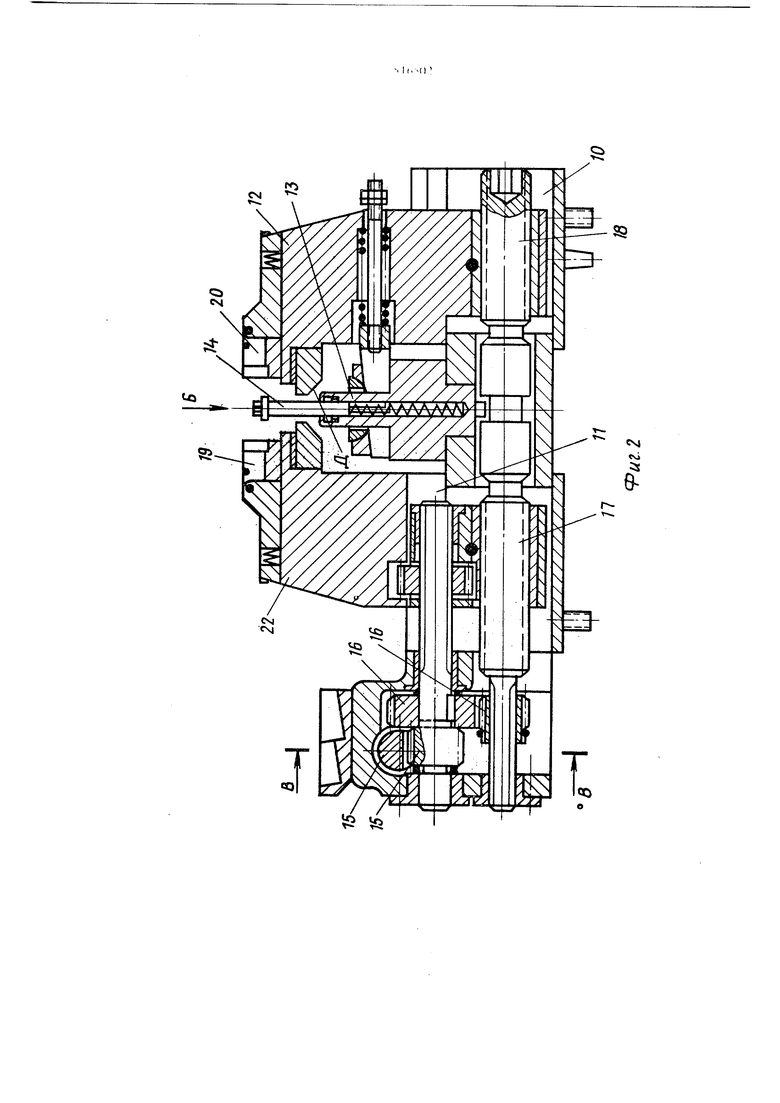
вины может утопляться и фиксироваться в нижнем положении с помощью штифта и наза (фиг. 2).
Ползуны выполнены плавающими в плоскости, перпендикулярной оси сборки. Движение ползунам сообщается от привода, состоящего из элементов 15 с зубчато-реечным зацеплением , элементов 16 с зубчатым зацеплением и элементов 17 и 18, образующих с ползунами 11 и 12, соответственно винтовые пары.
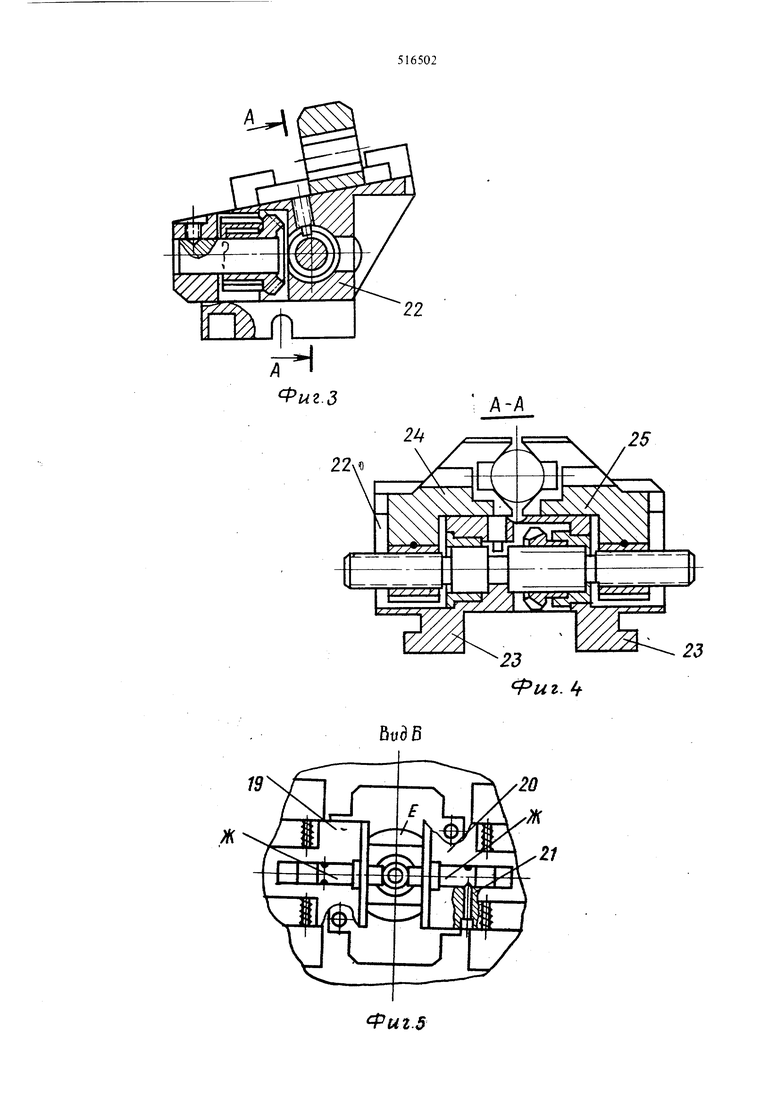
Кроме того, ползуны снабжены подпружиненными упорами 19 и 20, для установки и фиксации крестовины собираемого узла. Фиксация осуществляется пазом Ж (фиг. 5) и фиксатором 21. С целью автоматизации разгрузки упоры вьшолнены откидными.
Для сборки щарнира другого типоразмера ползун 11 выполняется разъемным, состоящим из нижней части, постоянно связанной с приводом, и верхней части 22, являющейся сменным зажимом (фиг. 3). Сменный зажим имеет основание с направляющими 23 (фиг. 4) и губками 24 и 25, плавающими в плоскости под углом к основанию.
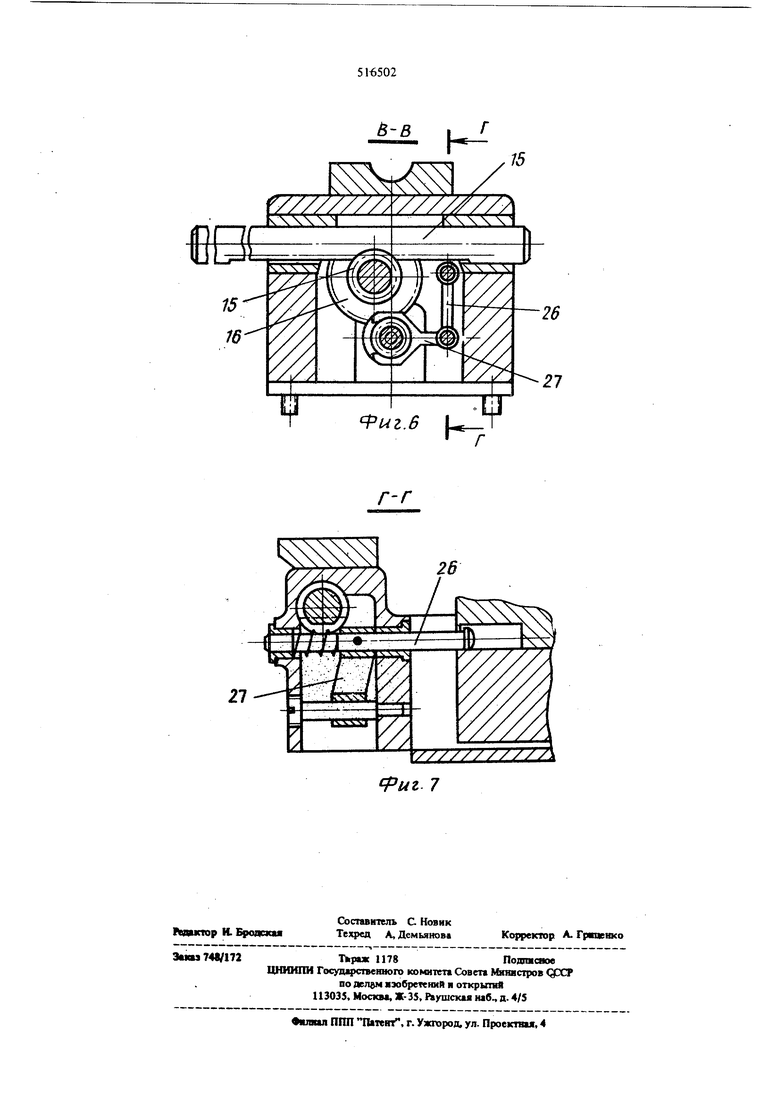
Фи к си р ующее; . пристюсоойейие снабжено устройством, отключаняцигм 1ЯрИЭОД движения ползунов 11 и 12 (фиг. 6. и 7). Это ус тфййбтво имеет подпружиненную скалку 26 и закрепленную на ней вилку 27, входящую в эадеиленне с шестерней привода ползунов.
Верхняя часть 22 ползуна 11 одной технологи шской наладки заменяется та сменный зажим другой технологической наладки в положении, когда ползуны сдвинуты.
Верхняя часть 22 вынимается сквозь прорези в шправляющих и заменяется сменным зажимом, который входит в зацепление с элементами привода ползунов к со скалкой 26.
4
При разведении ползунов 11 и 12 сменный
зажим перемещает скалку 26 с вилкой 27, вилка вьшодит из зацепления элементы 16 привода ползунов.
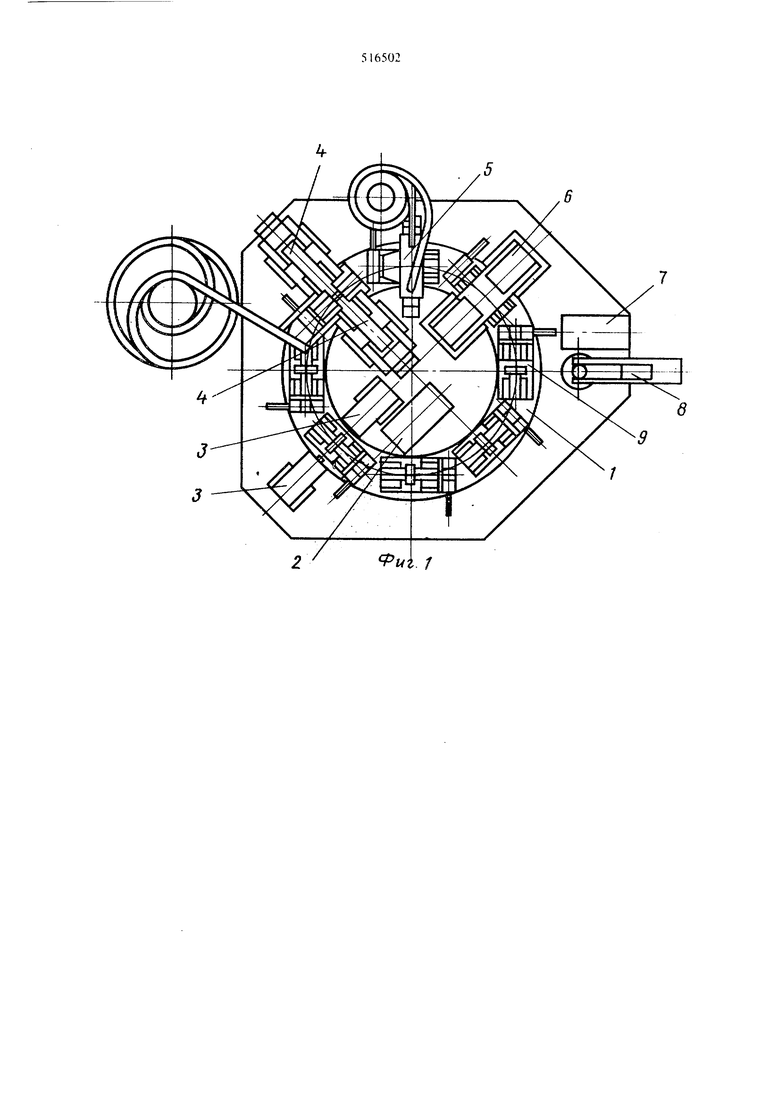
При работе автомата с одной технологаческой наладкой крестовина собираемого узла устанавливается иа оправку 13 и ориентатор 14, получает необходимую ориентацию, после чего зажимается клиновым механизмом и перемещается поворотным столом по рабочим позициям.
Для сборки узла другого типоразмера верхняя часть 22 ползуна 11 заменяется сменным зажимом. При смене скалка 26 с вилкой 27 осуществляет разъединение привода со сменной частью, а затем чго соединение со вновь установленной частью ползуна - сменным зажимом.
Формула изобретения
Полуавтомат для сборки карданного шарнира, содержащий многопозиционный поворотный стол, размещенные вокруг него приспособления для вьшолнения технологических операций, укрепленные на столе фиксирующие приспособления для собираемых деталей, вьшолненные в виде приводимых в движение-ползунов и помещенной между ними оправкис-Подлружинеккь1м вдоль оси сборки ориентатором, от л и ча to щи и с.я тем, что, с целью расщирения технологических возможностей за счет сборки узлов различных тепоразмеров и повыщения точности их базирования, фиксирующее приспособление снабжено устройством, отключающим привод ползунов, а один из ползунов выполнен разъемным, состоящим из нижней части, постоянно связанной с приводом, и верхней, служащей сменным зажимом для оеталн.
. /
ETi
CM
iO to
м
иг.З
W
А-А
25
23
ВиЗВ
иг.$
к6-5
75
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сборки карданного шарнира | 1979 |
|
SU884934A2 |
| ПОЛУАВТОМАТ ДЛЯ СБОРКИ КАРДАННОГО ШАРНИРА | 1970 |
|
SU283737A1 |
| Автомат для изготовления пружинных шайб | 1983 |
|
SU1161217A1 |
| Металлорежущий станок со сменными шпиндельными головками | 1991 |
|
SU1784443A1 |
| ГЕРМЕТИЗАТОР ТРУБЫ ДЛЯ ПЛАШЕЧНОГО ПРЕВЕНТОРА | 2001 |
|
RU2209925C2 |
| Полуавтомат для заточки резцов | 1990 |
|
SU1779547A1 |
| Устройство для взаимного центрирования деталей типа крестовины и фланца-вилки | 1989 |
|
SU1606306A1 |
| Устройство для сборки | 1991 |
|
SU1757836A1 |
| Устройство для сборки и сварки тавровых соединений | 1980 |
|
SU872155A2 |
| Автомат для сборки карданных шарниров | 1987 |
|
SU1489960A1 |
7
