Изобретение относится к обработке металлов давлением, а именно к изготовлению методом пакетной прокатки клиновидных заготовок лопаток турбин, а также других типов роторных лопаток или лопастей статора для турбомашин или пропеллеров.
Технологический процесс изготовления лопаток должен обеспечивать их высокое качество, надежность и заданный ресурс. Вместе с тем при выборе способа обработки массовых деталей, таких как лопатки газотурбинных двигателей, необходимо учитывать и экономическую эффективность.
Большинство лопаток турбин, использующихся в авиационных двигателях и других подобных системах, являются полыми, что обеспечивает циркуляцию охлаждающей жидкости внутри них. В настоящее время одной из наиболее прогрессивных технологий изготовления пустотелой лопатки является метод сверхпластической формовки заготовок из титановых сплавов, совмещенный с диффузионной сваркой. При этом в качестве исходных компонентов используются клиновидные заготовки и листы с мелкозернистой структурой.
Применение механической обработки прямоугольных заготовок для придания им клиновидной формы, а в некоторых случаях и изготовления законцовочной части приводит к тому, что большой объем дорогостоящего материала от 40 до 70% переводится в стружку и обрезь. Поэтому данный способ по экономическим соображениям является малопривлекательным.
Известен метод производства лопатки (Патент США №6,739,049). Процесс производства для изготовления заготовок лопасти включает резку титановых плит на прямоугольные клиновидные изделия подходящей длины и толщины. Каждая деталь режется в продольном направлении вдоль наклонной плоскости для получения двух отдельных идентичных конических панелей, которые в дальнейшем станут боковыми компонентами лопасти. Резка выполняется посредством ленточной пилы. Преимущество данного способа в том, что он более экономичен в плане использования материала. К недостаткам данного способа относится то, что процесс предполагает наличие специального оборудования для резки заготовок больших сечений (заготовки для лопаток могут иметь размеры в плане 700×1300 мм и более), производится с использованием дорогостоящего инструмента и малопроизводителен из-за большой площади распила. Кроме того, микроструктура металлического блока в форме параллелепипеда не является оптимальной, по причине разнородности по сечению.
Известен способ изготовления тонких листов из прочных и высокопрочных сплавов (патент РФ №2179899, кл. В21В 1/38, публ. 27.02.02) - прототип. Способ включает подготовку карточной заготовки, сборку пакета в стальном кейсе, нагрев пакета до температуры 880°С и горячую прокатку со степенью деформации 60%, отжиг пакета при температуре 770°С в течение 30 мин, правку, разборку пакета и отделочные операции листов. Данный способ позволяет получать листы с микроструктурой, в которой α-фаза с размером зерна 2-4 мкм, что вполне достаточно для изготовления деталей в условиях сверхпластической деформации (СПД). Недостатком прототипа является невозможность получения клиновидных заготовок.
Задачей, на решение которой направлено изобретение, является получение методом пакетной прокатки клиновидных заготовок лопаток турбинных двигателей, геометрические размеры которых были бы максимально приближены к геометрическими размерам механически обработанных деталей.
Техническим результатом, достигаемым при применении предлагаемой технологии, является существенное снижение времени и затрат при производстве клиновидных заготовок, повышение экономии металла, улучшение микроструктуры клиновидных заготовок.
Указанный технический результат достигается тем, что в способе изготовления клиновидных заготовок лопаток турбин, включающем подготовку карточной заготовки, сборку пакета в стальном кейсе, нагрев пакета и горячую прокатку, термообработку, правку, разборку пакета и отделочные операции, включающие шлифование, дополнительно производится подготовка карточной заготовки перед пакетной прокаткой, включающая резку исходной плиты заданной толщины на параллелепипеды, резку параллелепипедов вдоль наклонной плоскости для получения двух идентичных отдельных клиновидных карточек, нанесение разделительного покрытия на полученные после резки поверхности, сборку клиновидных карточек попарно поверхностями реза внутрь.
При изготовлении клиновидных заготовок с законцовочной частью, перед продольной резкой параллелепипеда, на его противоположных сторонах на равном расстоянии от торцов в направлении ширины выполняются идентичные пазы, а резку параллелепипеда выполняют по одной наклонной плоскости, проходящей через эти пазы.
В случае, когда трудно выдержать соотношение размеров законцовочной части плиты и противоположной тонкой части, резку параллелепипеда выполняют по двум параллельным наклонным плоскостям, проходящим через пазы, при этом образуется промежуточная плита, на которую впоследствии наносят разделительное покрытие и помещают в пакете между клиновидными карточками.
Для повышения качества отделочных операций шлифование поверхностей клиновидных заготовок производят, предварительно соединяя их попарно технологическими сварными швами.
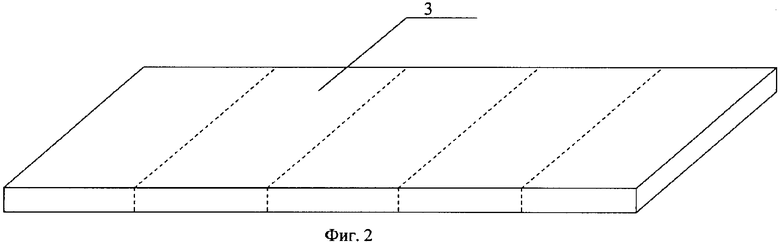
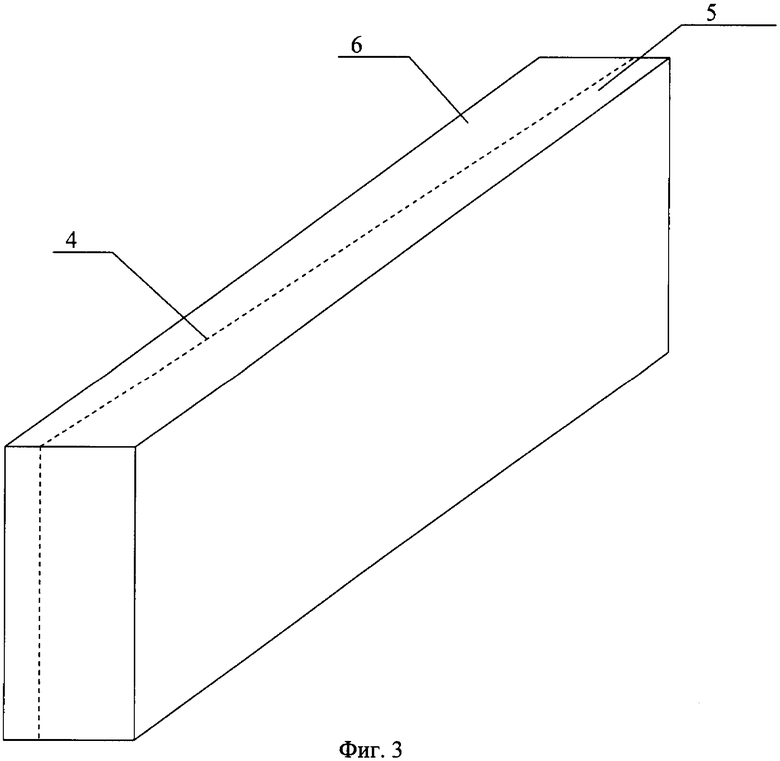
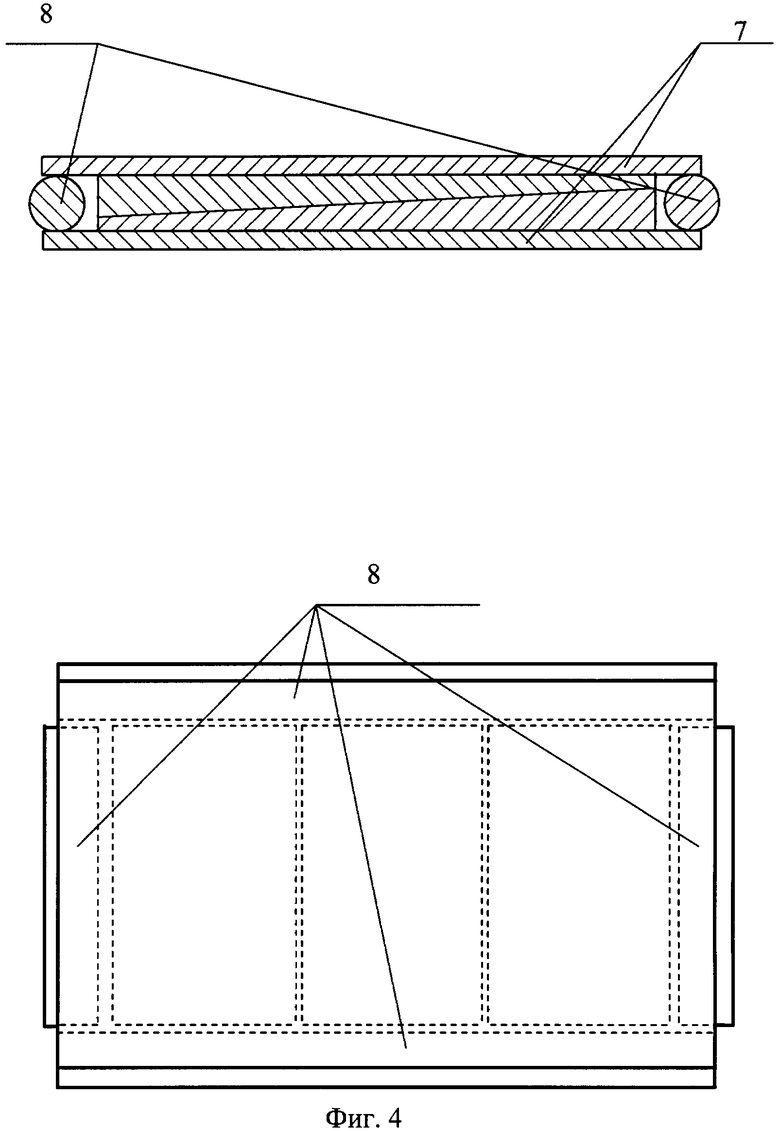
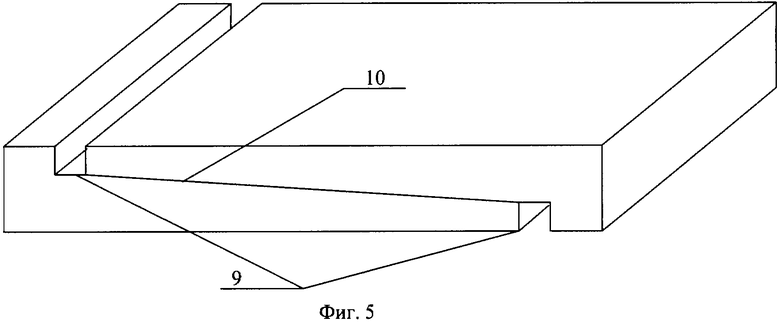
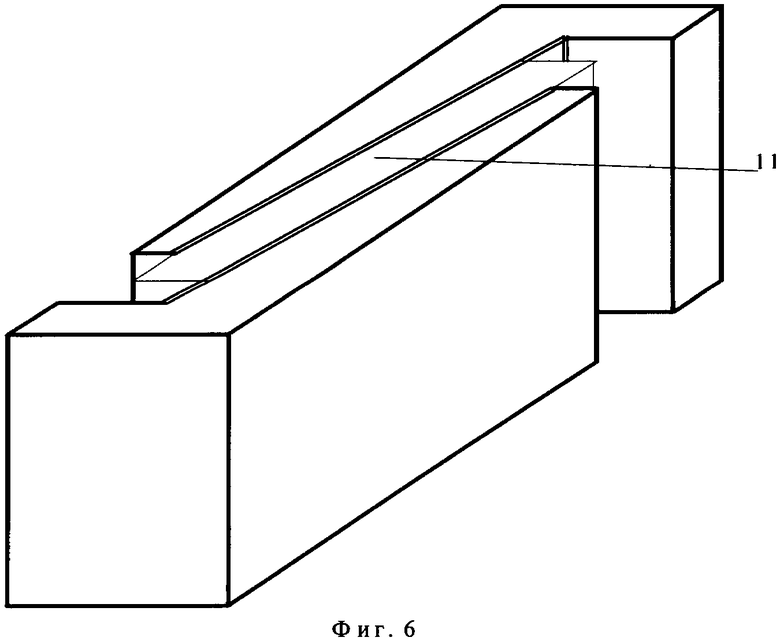
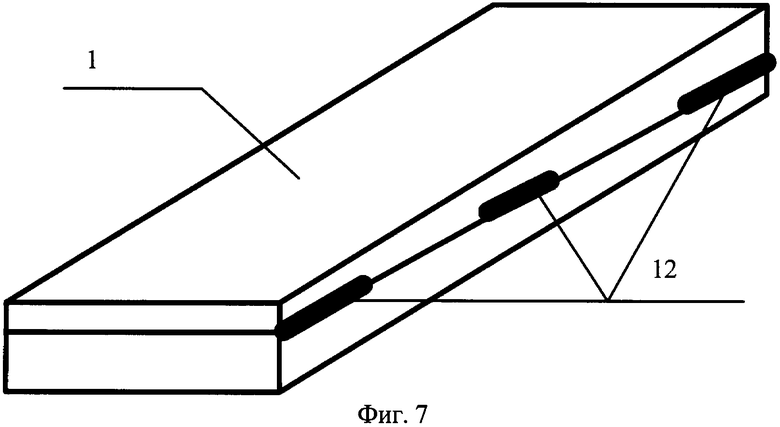
Изобретение поясняется чертежами, где на фиг.1 показана клиновидная заготовка 1 и клиновидная заготовка с законцовочной частью 2, на фиг.2 - схема раскроя исходной плиты на параллелепипеды, на фиг.3 - схема резки параллелепипеда на две клиновидные карточки, на фиг.4 - схема укладки клиновидных карточек в кейс, на фиг.5 - схема резки параллелепипеда для получения клиновидных карточек с законцовочной частью, на фиг.6 - схема резки исходного параллелепипеда с образованием промежуточной плиты, на фиг.7 - схема соединения клиновидных заготовок перед шлифованием, на фиг. 8 - микроструктура клиновидной заготовки из сплава 6A14V.
Способ осуществляется следующим образом: исходную плиту необходимой толщины разрезают на несколько параллелепипедов 3, как это показано на фиг.2. Каждая из полученных заготовок разрезается на ленточно-пильном станке, по линии распила 4, на две клиновидные карточки под прокатку 5 и 6 (фиг.3). На полученные после резки поверхности наносится разделительный слой, в качестве которого может быть использован, например, меловой раствор или раствор бентонита (10%) и белой сажи (20%), остальное вода. Клиновидные карточки складываются попарно поверхностями реза внутрь, образуя контур исходного (до резки) параллелепипеда. Несколько полученных таким образом сдвоенных заготовок помещаются внутрь корпуса (кейса), изготовленного из материала, сопротивление деформации которого при выбранной температуре прокатки близко к сопротивлению деформации материала заготовок. Например, для заготовок из титановых сплавов можно использовать кейс из углеродистой стали. Схема укладки клиновидных карточек в кейс приведена на фиг.4, где 7 - нижняя и верхняя обкладки корпуса, 8 - круглый пруток из материала, аналогичного материалу обкладок, привариваемый к обкладкам по периметру. Размеры клиновидных карточек и размеры конечных клиновидных заготовок определяются путем известных расчетов. Собранный пакет нагревается до температуры деформации и прокатывается на обычном листопрокатном стане с цилиндрическими валками на нужную толщину, которая определяется необходимой толщиной клиновидных заготовок, при этом прокатка может производиться только в одном направлении или с разворотом пакета относительно направления начальной прокатки (перекрестная прокатка).
Прокатанный таким образом пакет можно, не разбирая, подвергнуть отжигу в электрической печи и правке на роликоправильной машине или отжигу и правке в условиях крипа под грузом для достижения необходимой планшетности (неплоскостности) и требуемого уровня механических свойств.
После этого боковые и торцевые кромки пакета (кейса) обрезаются, с удалением мест сварки, и пакет разбирается. Благодаря нанесению защитного слоя при прокатке не происходит сваривания клиновидных заготовок между собой, и они легко отделяются друг от друга.
Используя подобный способ, можно получить заготовки и с законцовочной частью. Для этого необходимо изменить схему резки параллелепипеда. Схема резки клиновидных карточек с законцовочной частью приведена на фиг.5. В данном случае предварительно проделывают канавки 9 для захода инструмента (ленточной пилы), при этом линия пропила 10 должна сопрягаться с поверхностью канавки. После резки параллелепипеда, как показано на фиг.5, поверхности реза покрываются разделительным покрытием, а затем клиновидные карточки складываются попарно, как и в предыдущем случае, при этом их сдвигают так, чтобы убрать зазоры, образующиеся в местах захода инструмента при резке. Далее процесс изготовления клиновидных плит с законцовочной частью производится аналогично описанному выше способу изготовления клиновидных заготовок.
В связи с тем, что при прокатке трудно выдержать соотношение размеров законцовочной части клиновидной заготовки (при ее большой толщине) и противоположной тонкой части, возможно применение схемы резки, приведенной на фиг.6. Эта схема позволяет выдержать соотношение размеров законцовочной части и противоположной утоненной части плиты за счет образования при резке промежуточной плиты 11. Пакетная прокатка таких клиновидных заготовок аналогична ранее описанной, отличие заключается в том, что промежуточная плита помещается между клиновидными карточками, при этом разделительный слой наносится на обе стороны промежуточной плиты и обе внутренние поверхности клиновидных карточек с законцовочной частью.
После разборки пакета промежуточная плита удаляется. Далее она может быть использована при шлифовке, когда собирается пакет для удобства шлифовки поверхности клиновидных заготовок.
Возможно также проведение шлифования таких клиновидных заготовок путем их технологического (временного) соединения друг с другом сварочными швами 12, как это показано на фиг.7.
После шлифовки нижней и верхней поверхности пакета места сварки удаляются, и пакет собирается для шлифовки двух других поверхностей плит, которые находились внутри, при этом отшлифованные поверхности будут находиться внутри.
Пример конкретного выполнения.
Для опробования технологии из плиты сплава Ti-6A1-4V размерами 78×1350×3950 мм на ленточно-пильном станке "Kasto" были вырезаны два параллелепипеда размерами 78×1300×400 мм, каждый из которых был распилен на две клиновидные карточки размерами 15-63×400×1300 мм. Кейсы пакетов были изготовлены из стали Ст3. Было собрано два пакета по две клиновидные карточки в каждом. Нагрев осуществлялся в электрической печи до температуры (Тпп-30...100)°С. Прокатка пакетов была осуществлена на черновой клети стана 2000 горячей прокатки. После разборки стальных кейсов пары клиновидных заготовок размерами 29×1300×700 мм были подвергнуты крип-отжигу, шлифованию наружных поверхностей, резке по периметру, разделению, сварке на прихватки попарно внутренними поверхностями наружу, шлифованию ставших наружными поверхностей, резке на готовые габариты, разделению на клиновидные заготовки, промывке, травлению. Размеры полученных клиновидных заготовок составили 5-20×600×1100 мм. Механические свойства изготовленных клиновидных заготовок приведены в таблице.
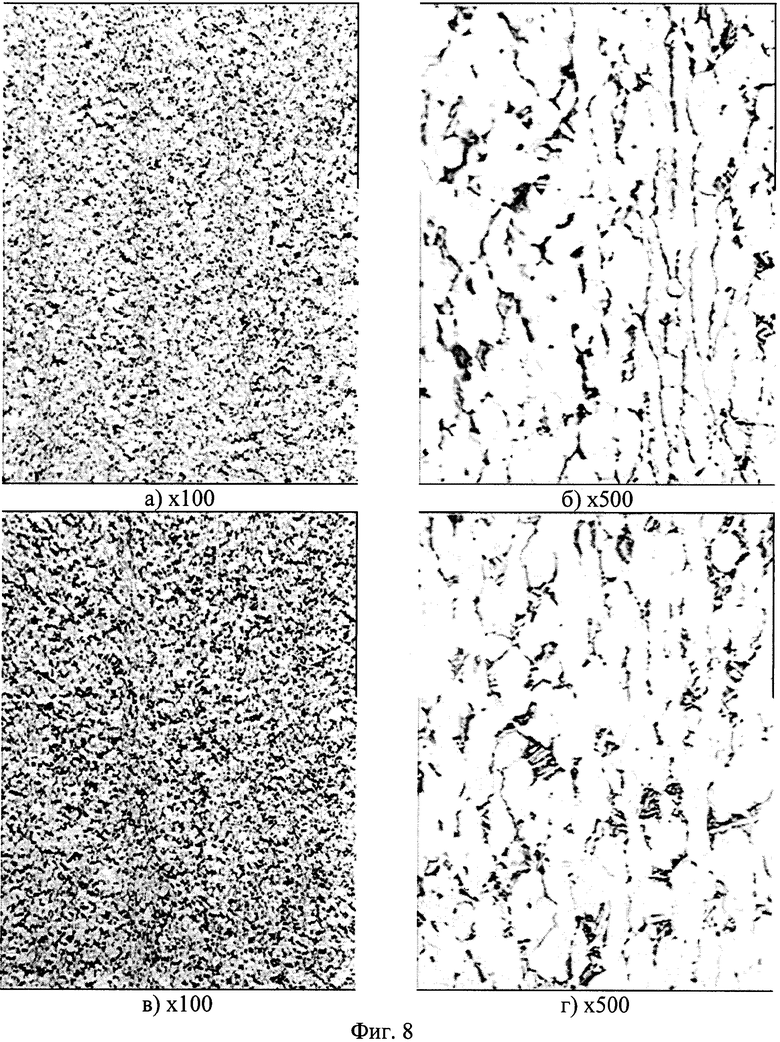
Микроструктура клиновидных заготовок приведена на фиг.8:
а) поперек направления прокатки, ×100;
б) поперек направления прокатки, ×500;
в) вдоль направления прокатки, ×100;
г) вдоль направления прокатки, ×500.
Микроструктура клиновидных заготовок соответствует обработке в (а+β) области. Степень глобуляризации составляет 90%, количество α-фазы составляет 85%. Размер зерна в продольном направлении 9,6 мкм, в поперечном направлении 8,8 мкм.
Преимущество данного способа заключается в том, что он:
- позволяет изготовить клиновидную заготовку для механической обработки, которая максимально приближена по форме к готовой детали, за счет пластической деформации, при этом заготовка имеет улучшенные механические свойства и однородную микроструктуру,
- более экономичен в плане использования материала и времени на изготовление клиновидной заготовки лопатки,
- расширяет возможности стандартного прокатного оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2243833C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ПРОЧНЫХ И ВЫСОКОПРОЧНЫХ СПЛАВОВ | 2000 |
|
RU2179899C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2250806C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСОБО ТОНКИХ ЛИСТОВ ИЗ ТИТАНОВОГО СПЛАВА Ti-6,5Al-2,5Sn-4Zr-1Nb-0,7Mo-0,15Si | 2015 |
|
RU2583567C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2785129C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСОБО ТОНКИХ ЛИСТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2008 |
|
RU2381297C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ИЗ ТИТАНОВОГО СПЛАВА Ti-6Al-4V | 2008 |
|
RU2381296C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2478448C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНЫХ ЗАГОТОВОК | 2008 |
|
RU2381083C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ЛИСТОВ СО СТАБИЛЬНОЙ СУБМИКРО- И НАНОРАЗМЕРНОЙ СТРУКТУРОЙ | 2009 |
|
RU2428289C2 |
Изобретение предназначено для снижения времени и затрат при производстве клиновидных заготовок, повышения экономии металла, улучшения микроструктуры клиновидных заготовок лопаток турбин, а также других типов роторных лопаток или лопастей статора для турбомашин или пропеллеров. Способ включает подготовку карточной заготовки, сборку пакета в стальном кейсе, нагрев пакета и горячую прокатку, термообработку, правку, разборку пакета и отделочные операции. Задача решается за счет того, что изготовление и подготовку карточной заготовки перед пакетной прокаткой производят путем резки исходной плиты заданной толщины на параллелепипеды и резки параллелепипедов вдоль наклонной плоскости для получения двух идентичных отдельных клиновидных карточек. 3 з.п. ф-лы, 8 ил., 1 табл.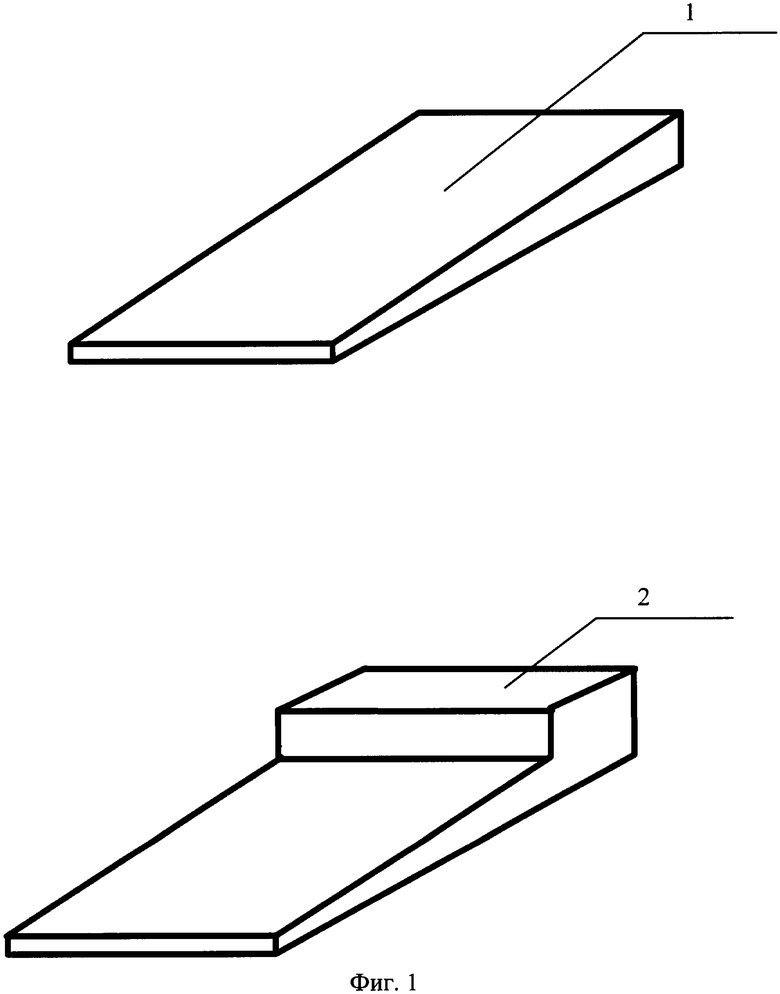
| СПОСОБ ПРОКАТКИ ЛИСТОВ ПЕРЕМЕННОЙ ТОЛЩИНЫ | 0 |
|
SU309754A1 |
| Способ послойной деформации пакета | 1976 |
|
SU579040A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ПРОЧНЫХ И ВЫСОКОПРОЧНЫХ СПЛАВОВ | 2000 |
|
RU2179899C1 |
| ЕР 1338353 А, 27.08.2003. | |||

