Изобретение относится к способам изготовления оболочек из армированных полимерных материалов на основе термореактивных связующих и может быть использовано при изготовлении трубопроводов и химических аппаратов, предназначенных для транспортировки химически агрессивных рабочих сред при повышенных температурах (газоходы, стволы газоотводящих труб, скрубберы, эмульгаторы и т.п.).
Известен способ изготовления оболочек из армированных полимерных материалов, включающий пропитку наполнителя термореактивным фенолформальдегидным связующим, формование оболочки на формообразующей оснастке, отверждение в полимеризационной камере путем подъема температуры и последующее охлаждение до температуры окружающей среды [1].
Недостатками данного способа являются резкое увеличение дефектности оболочки в виде расслоений стенки при высоких температурах отверждения связующего или при быстром подъеме температуры, т.к. образование плотной корки на обеих поверхностях оболочки затрудняет выход низкомолекулярных продуктов реакции изнутри стенки. Кроме того, при охлаждении оболочки возникают остаточные напряжения, которые также могут привести к образованию расслоений стенки. Поэтому при таком способе температура отверждения изделий невысока, что приводит к низкой теплостойкости материала стенки оболочек и снижает область их эффективного применения.
Наиболее близким к предлагаемому способу по технической сущности является способ изготовления оболочек из армированных полимерных материалов, включающий пропитку наполнителя термореактивным связующим, формование изделия на формообразующей оснастке, отверждение при температурном градиенте по толщине стенки путем подъема температуры на наружной поверхности оболочки и отвода избытка тепла со внутренней поверхности оболочки с последующим охлаждением изделия до температуры окружающей среды [2].
Данный способ снижает величину остаточных напряжений, однако недостатком данного способа является то, что при использовании фенолформальдегидных связующих такое направление температурного градиента обуславливает выход значительного количества низкомолекулярных продуктов реакции отверждения снаружи внутрь оболочки, к формообразующей оснастке. Это приводит к увеличению дефектности внутренней поверхности оболочки в виде пористости, а при высокой температуре отверждения вызывает расслоение стенки изделий. Кроме того, такое направление температурного градиента обеспечивает повышенную степень отверждения наружных слоев оболочки и пониженную степень отверждения внутренних слоев, обуславливающую их пониженную теплостойкость и химическую стойкость. Все это для оболочек, внутренняя поверхность которых непосредственно контактирует с агрессивными нагретыми средами (щелочи, кислоты, газы), приводит к ухудшению их эксплуатационных характеристик и ограниченному температурному интервалу эксплуатации.
Основное преимущество применения фенолформальдегидного связующего для полимерного материала оболочек заключается в его негорючести в отличие от других типов связующего.
Изобретение решает задачу снижения уровня дефектности, расширения температурного интервала эксплуатации и повышения эксплуатационных характеристик оболочек, выполненных из армированных полимерных материалов на основе фенолформальдегидных связующих и предназначенных для транспортировки химически агрессивных рабочих сред при их повышенных температурах.
Это достигается тем, что в способе изготовления оболочек из армированных полимерных материалов, включающем пропитку наполнителя термореактивным связующим, формование оболочки на формообразующей оснастке, отверждение при температурном градиенте по толщине стенки и последующее охлаждение до температуры окружающей среды, согласно изобретению отверждение в случае использования фенолформальдегидного связующего проводят путем непрерывного подъема температуры на внутренней поверхности оболочки до 170oС со скоростью 5-15oС за 1 ч с одновременным отводом избытка тепла с наружной поверхности оболочки (например, обдувом холодным воздухом) при поддержании градиента температуры 20-30oС на 1 см толщины стенки оболочки.
При прогреве изнутри перемещение фронта реакции отверждения связующего направлено от внутренних слоев стенки оболочки к наружным слоям. Низкомолекулярные продукты реакции отверждения свободно выходят изнутри наружу через еще жидкое связующее. Поры, образующиеся от выхода продуктов реакции, заполняются жидким связующим из наружных слоев. Таким образом, снижается общая дефектность оболочек, образования вздутий и расслоений не происходит, а внутренние слои имеют более плотную и монолитную структуру. Кроме того, внутренние слои оболочек отверждаются при более высокой температуре и имеют более высокую теплостойкость и химическую стойкость. Это улучшает эксплуатационные показатели изделий и расширяет температурный интервал их эксплуатации, при которой внутренние слои непосредственно контактируют с нагретой и агрессивной средой.
Способ осуществляется следующим образом.
Оболочку из армированного полимерного материала на основе термореактивного фенолформальдегидного связующего получают следующим образом: лист сырого фаолита (ТУ 2257-001-01394834-96) толщиной 1 см, полученный путем пропитки жидким фенолоформальдегидным связующим марки ФЛ (ТУ-6-07-5761783-321-80) наполнителя в виде волокон хризотилового и антофиллитового асбеста и талька ТРПН (ГОСТ 19729-74) формуют на металлической оправке с наружным ⊘200 мм. После формования оболочки производят ее отверждение при температурном градиенте по толщине стенки путем подъема температуры изнутри металлической оправки и обдува наружной поверхности холодным воздухом по следующему режиму:
максимальная температура отверждения 170oС;
скорость подъема температуры 5-15o/ч;
градиент температуры между внутренней и наружной поверхностями оболочки 25-30oС.
После отверждения оболочки проводят ее охлаждение до температуры окружающего воздуха и производят съем оболочки с оправки.
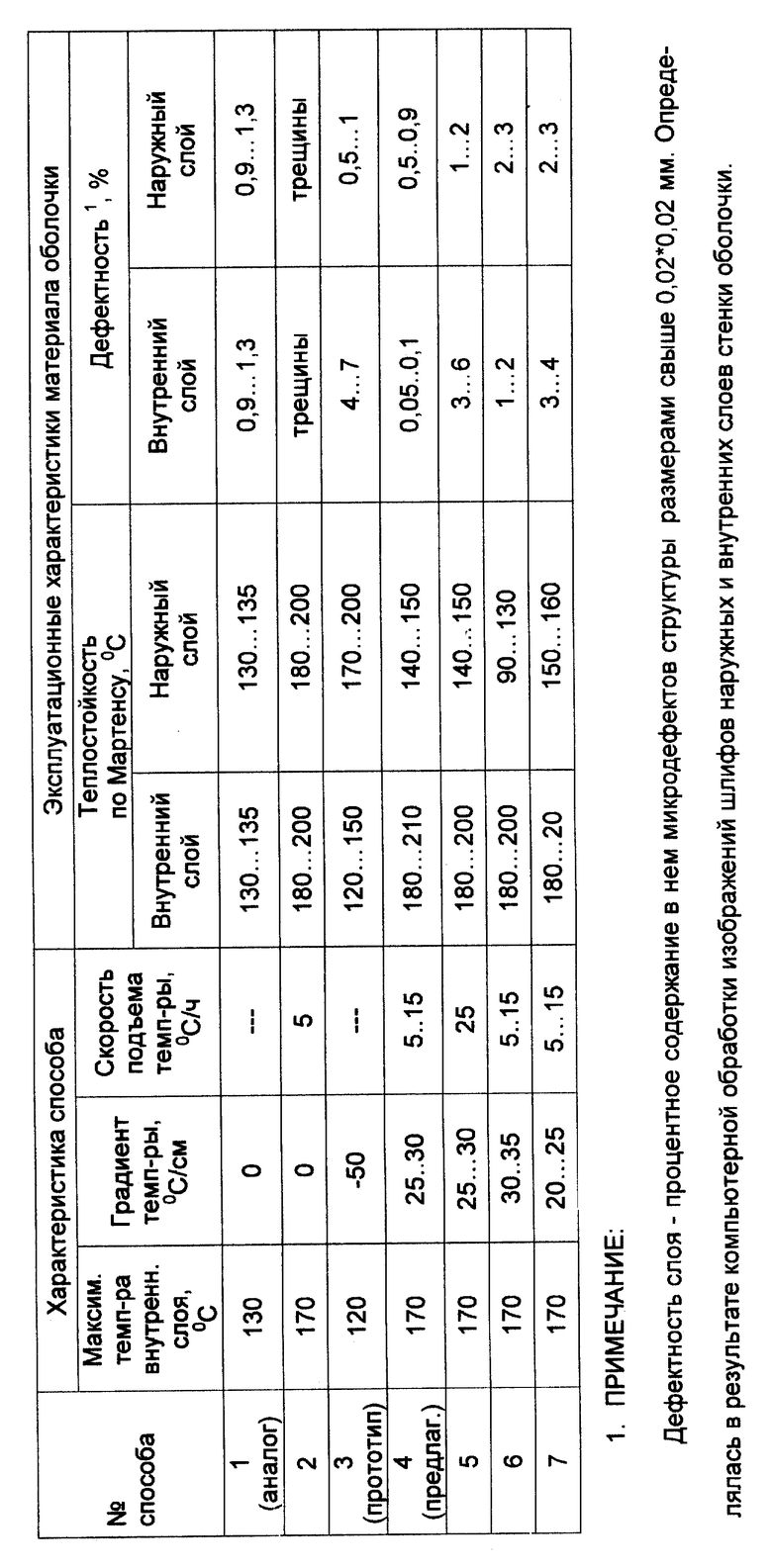
По предлагаемому способу и известными способами был изготовлен ряд оболочек. В таблице приведены сравнительные данные о физико-механических характеристиках внутреннего и наружного слоев (δ =2,5 мм) стенок оболочек, полученных этими способами.
Из анализа таблицы видно, что при использовании нового способа в рамках заявляемых параметров наблюдается снижение общей дефектности оболочки при одновременном повышении теплостойкости внутренних слоев материала ее стенки.
Таким образом, использование предлагаемого способа изготовления оболочек, предназначенных для транспортировки нагретых химически агрессивных сред и выполняемых из армированных полимерных материалов на основе термореактивных фенолформальдегидных связующих, обеспечивает снижение общего уровня дефектности оболочек, повышение теплостойкости их внутренних слоев, что расширяет температурный интервал эксплуатации и улучшает эксплуатационные характеристики оболочек.
Источники информации
1. И.А. Егоров. Кислотостойкий фаолит. - Л.: Химия, 1971 - с. 39.
2. Авт.св. СССР 939251, кл. В 29 С 25/00, БИ 24 за 1982 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННЫЙ НЕСУЩИЙ СЕРДЕЧНИК ДЛЯ ВНЕШНИХ ТОКОВЕДУЩИХ ЖИЛ ПРОВОДОВ ВОЗДУШНЫХ ВЫСОКОВОЛЬТНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2008 |
|
RU2386183C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ И ФОРМ НА ГИПСОВОМ СВЯЗУЮЩЕМ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ИЗ ЦВЕТНЫХ И ЧЕРНЫХ СПЛАВОВ | 2002 |
|
RU2214314C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОСА | 2004 |
|
RU2263455C1 |
| Способ получения изделий сложной формы на основе углеродных синтактных пеноматериалов и установка для осуществления способа | 2017 |
|
RU2665775C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ И СТЕРЖНЕЙ ПО ПОСТОЯННЫМ МОДЕЛЯМ | 1999 |
|
RU2157292C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2488486C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ И ФОРМ НА ГИПСОВОМ СВЯЗУЮЩЕМ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ИЗ ЦВЕТНЫХ И ЧЕРНЫХ СПЛАВОВ | 2000 |
|
RU2171728C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ ПО ХОЛОДНОЙ ОСНАСТКЕ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2229357C1 |
| СУСПЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1998 |
|
RU2130358C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ (ВАРИАНТЫ) | 1999 |
|
RU2151018C1 |
Использование: в строительстве, машиностроении, химической промышленности. Изобретение решает задачу снижения дефектности и увеличения температурного интервала эксплуатации оболочек из полимерных армированных материалов на фенолформальдегидных связующих. Для этого после пропитки наполнителя связующим и формования изделия проводят отверждение оболочки подъемом температуры на внутренней поверхности до 170oС со скоростью 5-15oС/ч и отводом тепла с наружной поверхности с поддержанием градиента температуры 20-30oС/см. В результате летучие продукты выходят наружу через жидкое связующее, а поры заполняются связующим из наружных слоев. Так снижается дефектность оболочки, а внутренние слои приобретают более высокую теплостойкость и химстойкость, что расширяет область эффективного применения оболочек. 1 табл.
Способ изготовления оболочек из армированных полимерных материалов, включающий пропитку наполнителя термореактивным связующим, формование оболочки на формообразующей оснастке, отверждение при температурном градиенте по толщине стенки и последующее охлаждение оболочки до температуры окружающей среды, отличающийся тем, что при использовании фенолформальдегидного связующего отверждение проводят путем непрерывного подъема температуры на внутренней поверхности оболочки до 170oС со скоростью 5-15oС за 1 ч и отвода избытка тепла с наружной поверхности оболочки при поддержании градиента температуры 25-30oС на 1 см толщины стенки.
| Способ изготовления толстостенной оболочки вращения из армированных полимерных материалов | 1980 |
|
SU939251A1 |
| ЕГОРОВ И.А | |||
| Кислотостойкий фаолит | |||
| - Л.: Химия, 1971, с.39 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1998 |
|
RU2161089C1 |
| US 4292105 А, 29.09.1981. | |||
