Изобретение относится к технологии лазерной обработки металлов и может быть использовано в машиностроении при упрочнении рабочих поверхностей деталей из титана и его сплавов для повышения их долговечности, стойкости к схватыванию и сопротивлению износа.
Известно, что сплавы на титановой основе обладают низкими антифрикционными свойствами.
Для повышения антифрикционных свойств титановых сплавов применяют термическое оксидирование (1), обеспечивающее образование поверхностного слоя, обладающего высокой твердостью и износостойкостью.
Недостатком термического оксидирования является малая глубина упрочненного слоя. Кроме того, термическое оксидирование предполагает длительную выдержку при высокой температуре, что снижает механические свойства сплавов.
Известно (2), что лазерная обработка ведет к снижению прочностных свойств при циклических нагрузках под напряжением.
Известен также способ лазерной обработки титановых сплавов (3), наиболее близкий по технической сущности к предлагаемому и принятый нами за прототип, в котором проводят чернение обрабатываемой поверхности, облучение поверхности лазерным лучом с энергией импульса 15-20 Дж, временем импульса 1,5-1,8 мс, с диаметром пучка 2 мм в атмосфере гелия при давлении 3•105 Па. При этом сплавы, обработанные по известному способу, обладают недостаточной износостойкостью, так как глубина упрочненного слоя не превышает 0,3 мкм, и пониженными прочностными свойствами при циклических нагрузках под напряжением.
Задачей изобретения является повышение износостойкости, а также долговечности при циклических нагрузках под напряжением титана и его сплавов за счет увеличения глубины упрочненного слоя.
Поставленная задача достигается за счет того, что обработку поверхности осуществляют в воздушной среде, при относительной влажности не более 20% лучом лазера с поперечной модой излучения ТЕМ00, плотностью мощности излучения 103-104 Вт/см2 и коэффициентом перекрытия треков в пределах 0,8±0,1 диаметра луча, при этом время взаимодействия лазерного луча с обрабатываемой поверхностью устанавливают в пределах 0,6≤t≤l,5с, а скорость его перемещения - в пределах 0,2≤V≤1,5 см/с.
Поперечная мода излучения ТЕМ00 обеспечивает равномерное распределение плотности мощности излучения по сечению лазерного луча, что позволяет регулировать степень нагрева металла обрабатываемой поверхности с помощью предложенных параметров режима лазерной обработки и добиваться получения обработанного слоя, равномерного по глубине и свойствам. В то же время в поперечной моде излучения ТЕМ10, TEM01, TEM20 и т д. имеет место неравноменое распределение плотности мощности излучения по сечению луча, затрудняющее процесс регулирования степени нагрева обрабатываемой поверхности. Кроме того, наличие в указанных модах раздельных максимумов плотности мощности излучения приводит к неравномерному нагреву поверхности, где наблюдаются либо оплавленные участки, подвергшиеся повторному нагреву вторым максимумом, либо необработанные участки, оказавшиеся между максимумами. Все это снижает однородность качества обработанной поверхности и ухудшает ее свойства.
Экспериментально установлено, что в диапазоне скоростей 0,2≤V≤1,5 см/с и времени взаимодействия лазерного луча с обрабатываемой поверхностью 0,6≤t≤1,5 с наблюдается максимальная глубина упрочненного слоя в пределах 100-170 мкм. Исследования показали, что при скорости обработки менее 0,2 см/с и времени взаимодействия более 1,5 с образуется малая глубина упрочненного слоя, менее 80 мкм, т.к. степень термодиффузионных процессов невелика из-за малого градиента температур в обрабатываем слое. При этих же условиях в поверхностном слое образуется плотная оксидная пленка, препятствующая дальнейшему насыщению металла кислородом, ответственным за упрочнение.
При скорости более 1,5 см/с и времени взаимодействия менее 0,6с глубина упрочненного слоя также не превышает 80 мкм из-за малого времени взаимодействия лазерного луча с металлом поверхностного слоя.
Обработка с плотностью мощности излучения более чем 104 Вт/см2 приводит к перегреву металла и оплавлению поверхности и как следствие этого образованию пор и трещин, ухудшающих качество поверхности.
Обработка при плотности мощности излучения менее чем 103 Вт/см2 приводит к уменьшению глубины обработанного слоя.
При обработке с коэффициентом перекрытия треков более 0,9 диаметра луча образуется неравномерная толщина упрочненного слоя за счет чередования обработанных и необработанных участков, вследствие снижения температуры нагрева металла в периферийных зонах треков.
При коэффициенте перекрытия треков менее чем 0,7 диаметра лазерного луча на поверхности образуются трещины на участках двойного воздействия луча на металл и оплавление обрабатываемой поверхности.
Обработка в воздушной среде с влажностью более 20% повышает содержание водорода в обрабатываемом слое до 0,015% и более, что приводит к его охрупчиванию.
Указанный способ осуществляют следующим образом: перед упрочнением обрабатываемые поверхности деталей подвергают чернению, а затем обработке в воздушной среде при относительной влажности не более 20% лучом лазера с поперечной модой ТЕМ00, плотностью мощности излучения 103-104 Вт/см2 и коэффициентом перекрытия ближайших треков в пределах 0,8±0,1 диаметра луча, при этом время взаимодействия лазерного луча с обрабатываемой поверхностью устанавливают в пределах 0,6≤t≤1,5 с, а скорость его перемещения - в пределах 0,2≤V≤1,5 см/с.
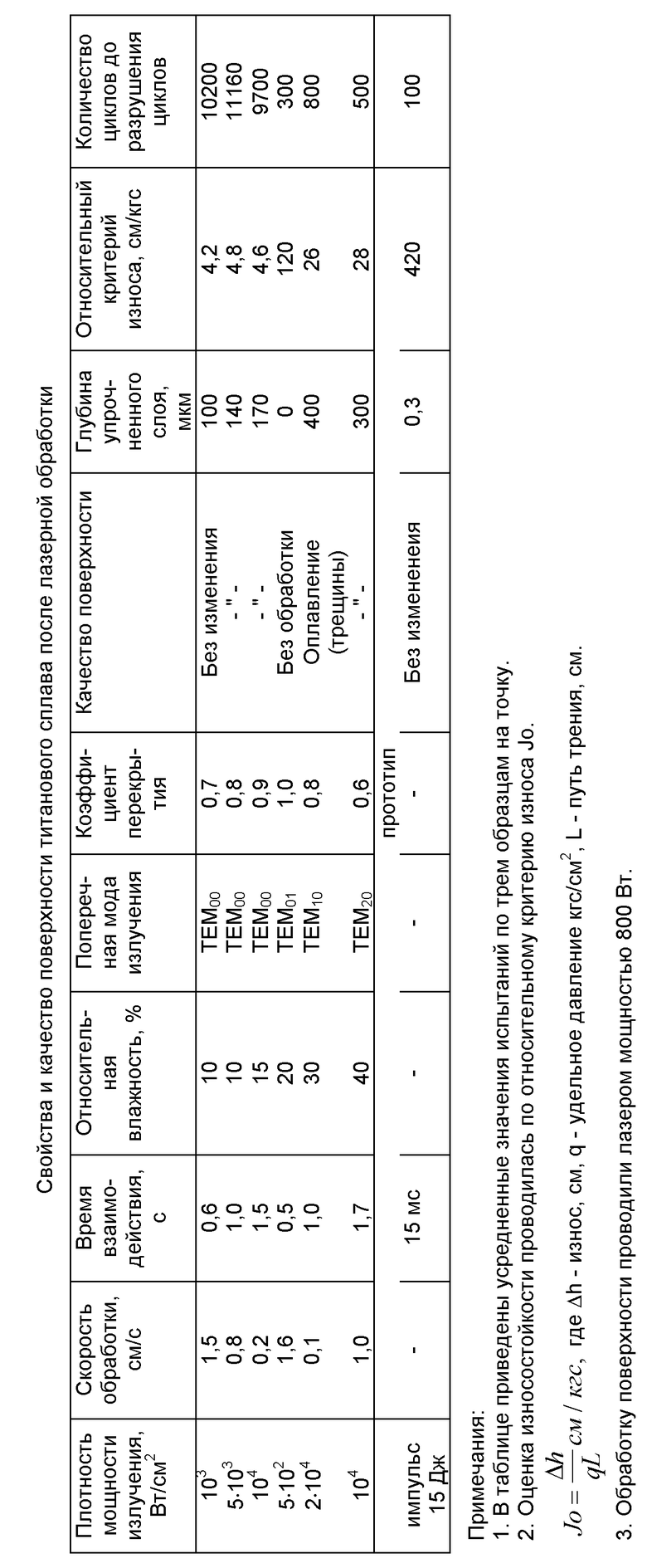
Пример конкретного выполнения способа: поверхности деталей из титана с 4,5% AL перед упрочнением подвергали чернению, затем обрабатывали в воздушной среде при относительной влажности 10,15,20,30 и 40% лучом лазера с поперечной модой TEM00, TEM01, TEM10, TEM20, плотностью мощности излучения от 5•102 дo 2•104 Вт/см2 путем перемещения его вдоль поверхности со скоростью от 0,1 до 1,6 см/с за время взаимодействия луча от 0,5 до 1,7 с и шагом перемещения в пределах от 0,6 до 1,0 диаметра луча, что обеспечивало коэффициент перекрытия в тех же пределах.
Моду излучения определяли по пятну, оставляемому на органическом стекле во время кратковременного воздействия импульса лазерного луча.
Исследования износостойкости проводились на стенде СИТ-3. Данные испытаний приведены в таблице.
Как видно из таблицы, износостойкость и долговечность при циклических нагрузках под напряжением образцов, обработанных по предлагаемому способу, выше, чем по способу прототипа.
Технико-экономическая эффективность предлагаемого способа выразится в повышении работоспособности деталей из титана и его сплавов за счет повышения долговечности и износостойкости.
ЛИТЕРАТУРА
1. Б.Б.Чечулин, С.С. Ушков и др. Титановые сплавы в машиностроении. - Л. : Машиностроение, 1977 г.
2. Лазерное упрочнение поверхности титана. Постников B.C., Томинский В. Р. , Будцова В. В. Межвузовский сборник научных трудов. г. Пермь, 1991 г., стр. 74-78.
З. Н.Д.Томашов, Т.В.Чукаловский и др. Коррозионные и электротехнические свойства титана, поверхностно обработанного методом лазерного облучения. Защита металлов, т. 23, N 3, стр. 338-393, 1987 г. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения многослойной модифицированной поверхности титана | 2017 |
|
RU2686973C1 |
| СПОСОБ НАНЕСЕНИЯ НАПЛАВКИ ЛУЧОМ ЛАЗЕРА | 2005 |
|
RU2297310C2 |
| СПОСОБ ЛАЗЕРНОЙ НАПЛАВКИ МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ НА ДЕТАЛИ ИЗ АЛЮМИНИЕВОЙ БРОНЗЫ | 2007 |
|
RU2359797C2 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО АЛМАЗНОГО ИНСТРУМЕНТА | 2003 |
|
RU2245391C1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ ТИТАНА И ЕГО СПЛАВОВ | 2014 |
|
RU2581688C2 |
| СПОСОБ ОБНАРУЖЕНИЯ ПЛОСКОСТНЫХ НЕСПЛОШНОСТЕЙ В ТОЛСТОСТЕННЫХ ИЗДЕЛИЯХ УЛЬТРАЗВУКОВЫМ МЕТОДОМ | 2000 |
|
RU2192635C2 |
| СПОСОБ НАПЛАВКИ ПОВЕРХНОСТИ ЛУЧОМ ЛАЗЕРА | 2007 |
|
RU2366553C2 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 2000 |
|
RU2194602C2 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2470091C1 |
| СПОСОБ ГРАНУЛИРОВАНИЯ ФЛЮСА | 2008 |
|
RU2387521C2 |
Изобретение относится к технологии лазерной обработки металлов и может быть использовано в машиностроении при упрочнении рабочих поверхностей деталей из титана и его сплавов для повышения их долговечности, стойкости к схватыванию и сопротивлению износа. Способ включает чернение поверхности и последующую обработку в воздушной среде при относительной влажности не более 20% лучом лазера с поперечной модой ТЕМ00 и с перекрытием соседних треков, при этом время взаимодействия лазерного луча с обрабатываемой поверхностью устанавливают в пределах 0,6≤t≤1,5 с, а скорость его перемещения - в пределах 0,2≤V≤1,5 см/с при плотности мощности излучения 103-104 Вт/см2. Техническим результатом является повышение износостойкости и долговечности при циклических нагрузках под напряжением за счет увеличения глубины упрочненного слоя. 1 з.п.ф-лы, 1 табл.
| ТОМАШОВ Н.Д | |||
| и др | |||
| Коррозионные и электротехнические свойства титана, поверхностно обработанного методом лазерного облучения | |||
| Защита металлов, т | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Чемодан с сигнальным замком | 1922 |
|
SU338A1 |
| JP 4289154 A, 14.10.1992 | |||
| Способ поверхностной обработки металлов и сплавов | 1989 |
|
SU1661223A1 |
| ЕР 0592309 A1, 13.04.1994 | |||
| DE 19751337 A1, 27.05.1999. | |||

