Предложенное изобретение относится к области черной металлургии, а именно к конструкции двухванных сталеплавильных агрегатов.
Известна сталеплавильная большегрузная печь для выплавки стали без затраты топлива с фурмами в своде, выполненная без регенераторов. Ванна печи разделена огнеупорным порогом на две равные части, в каждой из которых имеются выпускные отверстия для стали, позволяющие в обеих частях печи последовательно вести выплавку стали по принципу реверсии (см. авт. св. СССР 140060, МПК F 27 В 3/00).
Недостатками известного устройства являются низкое качество получаемого металла вследствие быстрого выгорания элементов при продувке ванны кислородом и большие потери тепла за счет неорганизованных выбросов технологических газов в окружающую среду при открывании завалочных окон в момент загрузки компонентов плавки.
Известен двухванный сталеплавильный агрегат, содержащий сообщенные между собой в верхней части две стационарные плавильные ванны. Каждая ванна имеет выполненные в ее передней стенке два завалочно-заливочных окна для загрузки металлолома и заливки жидкого чугуна и расположенное между ними технологическое окно. В подине каждой ванны со стороны задней стенки имеется выпускное отверстие. В своде ванн имеются амбразурные отверстия для ввода в рабочее пространство кислородных фурм (UA, 9024 А, F 27 В 3/02, F 27 D 3/00, F 27 D 3/14, опубл. 30.09.96).
Недостатком известного устройства является сложность крепления завалочных окон из-за наклона передней стенки в сторону задней, наличия разности нагрузок, действующих на свод по передней и задней линиям агрегата. Все это влияет на стойкость агрегата, снижает его межремонтные периоды, приводит к снижению производительности в целом. Кроме того, выполнение ванн стационарными вызывает необходимость выполнения ложных порогов на завалочных окнах и технологическом окне во избежание выплесков металла и шлака, а при открывании завалочных окон и технологического окна для загрузки шихтовых материалов наблюдаются большие потери тепла из-за неорганизованных выбросов технологических газов в окружающую среду.
Наиболее близким к предложению по конструкции является известный двухванный агрегат, содержащий сообщенные между собой в верхней части две плавильные ванны, каждая из которых имеет свод, подину с выпускным отверстием, выполненным со стороны задней стенки, боковые стенки и переднюю стенку с завалочно-заливочными окнами и расположенным между ними технологическим окном, совки для загрузки металлолома, установленные в своде кислородные фурмы и газоотводящий тракт с газоочисткой и дымовой трубой, в котором каждая плавильная ванна снабжена механизмом качания и выполнена с возможностью наклона в сторону передней и задней стенок на угол 45o относительно ее вертикальной оси, кроме того, в своде со стороны боковых стенок ванны установлены газокислородные горелки. При этом каждая плавильная ванна имеет три кислородные фурмы и две газокислородные горелки. Размеры завалочно-заливочных окон должны соответствовать при этом размерам совков для загрузки металлолома (см. патент РФ 2165462, МПК7 С 21 С 5/04).
Однако, известный агрегат имеет сложное конструктивное исполнение плавильных ванн, что затрудняет ремонт и восстановление их огнеупорной футеровки. Механизм качания ограничивает угол поворота ванн, это не позволяет полностью убирать продукты плавки при их сливе. Кроме того, из-за наличия в агрегате открытых завалочно-заливочных и технологического окон агрегат имеет низкий коэффициент теплоиспользования.
Заявляемое техническое решение направлено на упрощение конструкции плавильных ванн, обеспечивающей возможность их поворота вокруг вертикальной оси на 360o, снижение технологических выбросов в атмосферу и повышение коэффициента теплоиспользования.
Техническим результатом предложенного изобретения является упрощение конструкции агрегата за счет выполнения плавильных ванн в виде расположенных соосно в зеркальном отображении горизонтальных цилиндров, снабженных с внешних торцов, закрытых герметичными крышками, индивидуальными приводами с возможностью реверсивного поворота вокруг вертикальной оси на 360o, с внутренних торцов сообщенных между собой газоотводящими отверстиями, технологическое окно и выпускное отверстие в корпусе каждой ванны расположены на вертикальной оси и смещены относительно друг друга на угол 15-90o, напротив технологического окна в корпусе дополнительно установлены устройства для продувки газом.
Это достигается тем, что в известном сталеплавильном агрегате, содержащем сообщенные между собой плавильные ванны с технологическим окном и выпускным отверстием в корпусе каждой, установленные на роликовых опорах и снабженные индивидуальным приводом, приспособлениями для загрузки шихтовых материалов и продувки кислородом, механизмом для отвода технологических газов с газоочисткой и дымовой трубой и транспортными средствами для уборки стали и шлака, плавильные ванны выполнены в виде расположенных соосно в зеркальном отображении горизонтальных цилиндров, снабженных с внешних торцов, закрытых герметичными крышками, индивидуальными приводами с возможностью реверсивного поворота на 360o, с внутренних торцов сообщенных между собой газоотводящими отверстиями, а технологическое окно и выпускное отверстие в корпусе каждой ванны расположены на вертикальной оси и смещены относительно друг друга на угол 15-90o, причем напротив технологического окна дополнительно установлены устройства для продувки газом. Технологическое окно каждой ванны выполнено в виде горловины, размеры которой соответствуют размерам механизмов подачи шихтовых материалов, кислородных фурм, механизмов для контроля параметров ведения плавки и отвода технологических газов.
Индивидуальный привод каждой ванны установлен относительно ее горизонтальной оси с эксцентриситетом.
Часть бочки каждого цилиндра в месте установки устройств для продувки газом может быть выполнена выпуклой для размещения большего объема жидкого металла.
Выпускное отверстие каждой ванны снабжено приспособлением для отсечки шлака. Между плавильными ваннами для обеспечения герметичности в месте взаимодействия плавильных ванн со стороны газовых отверстий может быть дополнительно установлен затвор, выполненный с порошкообразной защитой из огнеупорного материала, например магнезитового порошка, и снабженный приспособлениями для подачи нейтрального газа по окружности газоотводящих отверстий ванн.
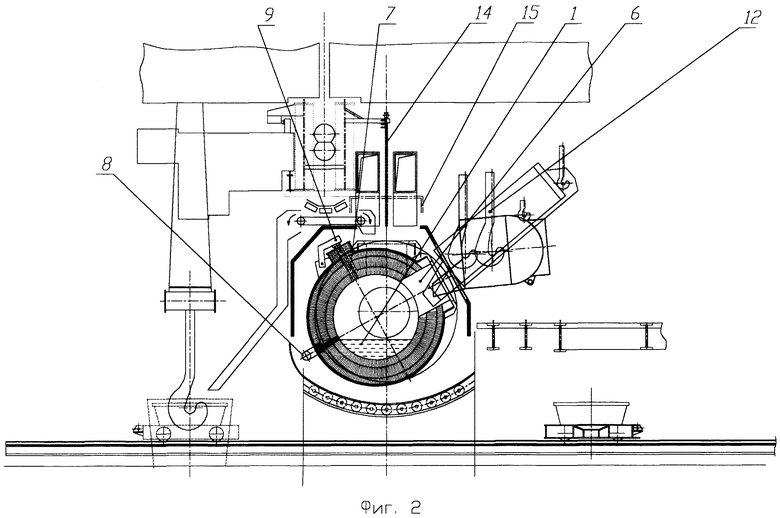
Сущность изобретения поясняется фиг.1, 2.
Сталеплавильный агрегат содержит сообщенные между собой плавильные ванны 1, 2 (фиг.1), выполненные в виде расположенных соосно в зеркальном отображении горизонтальных цилиндров, снабженных с внешних торцов, закрытых герметичными крышками 3, индивидуальными приводами 4, с возможностью реверсивного поворота на 360o, с внутренних торцов сообщенных между собой газоотводящими отверстиями 5. Каждая плавильная ванна имеет технологическое окно 6, выполненное в виде горловины, и выпускное отверстие 7, которые смещены относительно друг друга на угол 15-90o в плоскости вертикальной оси ванны. Индивидуальный привод 4 (фиг.1) каждой ванны 1, 2 установлен относительно ее горизонтальной оси с эксцентриситетом. В корпусе каждой ванны 1, 2 напротив технологического окна 6 установлены устройства для продувки инертным газом 8, а выпускное отверстие 7 снабжено приспособлением для отсечки шлака 9. Между плавильными ваннами для обеспечения герметичности в месте взаимодействия плавильных ванн со стороны газовых отверстий 5 дополнительно установлен затвор 10, выполненный из огнеупорного материала, например магнезитового порошка, и снабженный приспособлениями 11 для подачи нейтрального газа по окружности газоотводящих отверстий ванн 5. Размеры технологического окна 6 соответствуют размерам механизмов подачи шихтовых материалов 12, продувки кислородом в виде кислородных фурм 13 (фиг.2.), механизмом для контроля параметров ведения плавки 14, механизмов для отвода технологических газов 15, снабженных шиберами 16, 17 с газоочисткой и дымовой трубой.
Агрегат работает по следующему технологическому циклу, в одной плавильной ванне, например 1, идет "холодный" период плавки, т.е. загрузка шихты и ее прогрев за счет дожигания кислородом технологических газов из ванны 2, где в это время осуществляется жидкий период плавки, т.е. продувка металла кислородом.
Обе плавильные ванны работают независимо друг от друга в тепловом отношении.
Например, одну из плавильных ванн 1 (фиг.1) после выпуска очередной плавки поворачивают относительно ее вертикальной оси для осмотра и оценки состояния огнеупорной футеровки плавильной ванны. При необходимости, ванну торкретируют огнеупорными порошками через технологическое окно 6.
Затем плавильную ванну 1 поворачивают относительно ее вертикальной оси на угол, необходимый для установки механизмов для загрузки шихтовых материалов. Для чего в технологическое окно 6 при помощи механизмов для подачи шихтовых материалов 12 вводят металлолом и шлакообразующие материалы на оставшийся от предыдущей плавки шлак.
Плавильную ванну 1 индивидуальным приводом 4 поворачивают в положение технологическим окном (горловиной) 6 вверх, вводят в технологическое окно 6 механизм для подачи кислорода 13 с установленными в нем кислородными фурмами на разную высоту и подают кислород через кислородные фурмы для дожигания технологических газов из ванны 2.
При этом одновременно закрывают шибер 17 второй плавильной ванны 2 и открывают шибер 16 плавильной ванны 1. Технологические газы при этом, содержащие более 90% окиси углерода, из ванны 2 через газоотводящие отверстия 5 поступают в плавильную ванну 1 и дожигаются там кислородом с выделением тепла, которое используется для разогрева в ней металлолома и шихтовых материалов, и через технологическое окно 5 ванны 1 отводятся на газоочистку и дымовую трубу.
Для создания восстановительной атмосферы прерывают подачу кислорода в ванну 1, при этом в ванне 1 создается восстановительная атмосфера, снижается окисленность шихты и содержание серы.
Затем в ванну вновь подается кислород для окончательного дожигания окиси углерода и нагрева находящейся в ней шихты.
После полного нагрева металлошихты в ванне 1 прекращают подачу кислорода в нее, выводят из нее кислородные фурмы, закрывают шибер 16 и одновременно открывают шибер 17 для ванны 2. Твердый период плавки в ванне 1 закончен, а в ванне 2 в это время закончен жидкий период плавки, идет выпуск металла и шлака. Одновременно в ванне 1 начинается жидкий период плавки, для осуществления которого ванну 1 поворачивают для заливки жидкого чугуна через технологическое окно 6 с помощью механизма подачи шихтовых материалов 12.
После заливки чугуна ванну 1 поворачивают технологическим окном 6 "вверх", открывают шибер 16, одновременно закрывают шибер 17, вводят кислородные фурмы и производят продувку кислородом. По ходу продувки кислородом через технологическое окно 6 добавляют необходимые шлакообразующие материалы.
Для замера температуры и отбора проб металла на химический анализ в плавильную ванну 1 через технологическое окно 6 вводят механизм замера параметров плавки 14. После окончания плавки выводят из технологического окна кислородные фурмы, закрывают шибер 16, одновременно открывают шибер 17 в ванне 2, в которой после выпуска металла и шлака осуществлялся "холодный" период плавки.
Плавильную ванну 1 поворачивают в положение для слива металла через выпускное отверстие 7 в сталеразливочный ковш, по окончании слива стали шлак отсекается приспособлением для отсечки шлака 9, после чего плавильную ванну поворачивают в противоположную сторону для слива через технологическое окно шлака в шлаковую чашу. Обработку жидкой стали ферросплавами производят в момент слива ее в сталеразливочный ковш. Далее в этой ванне повторяются все операции по ведению "холодного" процесса плавки.
Плавильная ванна 2 работает аналогичным образом во взаимодействии технологических операций с ванной 1.
В предлагаемой конструкции плавильной ванны осуществляется процесс дожигания окиси углерода в соседней ванне с утилизацией тепла для нагрева металлошихты, т. е. происходит сжигание газов, выбрасываемых в атмосферу при ведении технологического процесса в обычной двухванной печи, при этом отходящие газы с пониженным содержанием окиси углерода надежно направляются в атмосферу через газоочистку. Конструкция агрегата обеспечивает регулирование газовой среды в каждой плавильной ванне, обработку шихты и металла окислительной или восстановительной газовой фазой для увеличения выхода годного качественного металла, снижение расхода ферросплавов, повышение стойкости футеровки плавильных ванн. Кроме того имеется возможность увеличения рабочего объема каждой ванны за счет выполнения цилиндров с выпуклостями различной конфигурации в местах установки устройств для продувки инертным газом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХВАННЫЙ СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ И СПОСОБ ВЫПЛАВКИ СТАЛИ В ДВУХВАННОМ СТАЛЕПЛАВИЛЬНОМ АГРЕГАТЕ | 1999 |
|
RU2165462C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 2001 |
|
RU2183680C1 |
| ДВУХВАННЫЙ СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ | 1990 |
|
RU2007674C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ В КИСЛОРОДНОМ КОНВЕРТЕРЕ | 2002 |
|
RU2203329C1 |
| СПОСОБ ПЕРЕДЕЛА ВАНАДИЕВЫХ ЧУГУНОВ В СТАЛЕПЛАВИЛЬНЫХ АГРЕГАТАХ | 1997 |
|
RU2122587C1 |
| СПОСОБ ПРЯМОГО ПОЛУЧЕНИЯ МЕТАЛЛА ИЗ СОДЕРЖАЩИХ ОКСИДЫ ЖЕЛЕЗА МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2548871C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ВЫПЛАВКИ СТАЛИ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2027777C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ В КИСЛОРОДНОМ КОНВЕРТЕРЕ | 2002 |
|
RU2203328C1 |
| СПОСОБ ПРЯМОГО ПОЛУЧЕНИЯ СТАЛИ ИЗ ЖЕЛЕЗОСОДЕРЖАЩИХ МАТЕРИАЛОВ В КОНВЕРТЕРЕ | 1997 |
|
RU2115743C1 |
| ДВУХВАННЫЙ СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ | 1990 |
|
RU2009418C1 |
Изобретение относится к конструкции двухванных сталеплавильных агрегатов, используемых для выплавки стали в черной металлургии. В конструкции агрегата плавильные ванны выполнены в виде расположенных соосно в зеркальном отображении двух горизонтальных цилиндров, снабженных с внешних торцов, закрытых герметичными крышками, индивидуальными приводами, а с внутренних торцов со стороны взаимодействия ванн, имеющих газовые отверстия. Индивидуальные приводы ванн обеспечивают их поворот вокруг вертикальной оси на 360o. Для осуществления подачи шихтовых материалов, продувки кислородом и ведения контроля технологического процесса каждая ванна снабжена технологическим окном, выполненным в виде горловины, размеры которой соответствуют размерам механизмов подачи шихтовых материалов, кислородных фурм, контроля параметров плавки и отвода технологических газов. Для слива продуктов плавки каждая ванна снабжена сталевыпускным отверстием, снабженным приспособлением для отсечки шлака. Технологическое окно и сталевыпускное отверстие каждой ванны расположены на вертикальной оси ванны и смещены относительно друг друга на угол 15-90o. Напротив технологического окна дополнительно установлены устройства для продувки газом. Для обеспечения герметичности в месте взаимодействия ванн установлен затвор, выполненный с порошкообразной и газовой защитой по окружности газоотводящих отверстий ванн. За счет изменения формы цилиндров может быть увеличен объем ванн. Технический результат - упрощение конструкции плавильных ванн, которое обеспечивает повышение коэффициента теплоиспользования и снижение технологических выбросов в атмосферу, повышение производительности агрегата, увеличение выхода качественного металла. 5 з.п. ф-лы, 2 ил.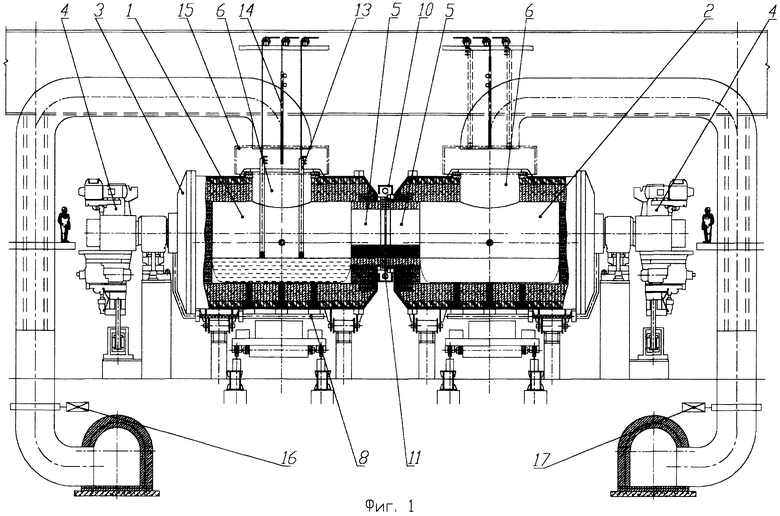
| ДВУХВАННЫЙ СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ И СПОСОБ ВЫПЛАВКИ СТАЛИ В ДВУХВАННОМ СТАЛЕПЛАВИЛЬНОМ АГРЕГАТЕ | 1999 |
|
RU2165462C2 |
| Привод подвагонного генератора | 1980 |
|
SU1062076A1 |
| Устройство для перемещения и удержания цилиндрических деталей | 1981 |
|
SU1042988A1 |
| US 3869051, 04.03.1975 | |||
| Способ точки шляпок кардочесальных машин | 1927 |
|
SU9024A1 |
| Способ раскисления стали в качающейся мартеновской печи | 1990 |
|
SU1812212A1 |
| ДВУХВАННЫЙ СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ | 1990 |
|
RU2007674C1 |
| ЯВОЙСКИЙ В.М | |||
| и др | |||
| "Металлургия стали", М., "Металлургия", 1973, с.333-338, рис.153, рис.155, с.630-632, рис.329, с.634 -635 | |||

