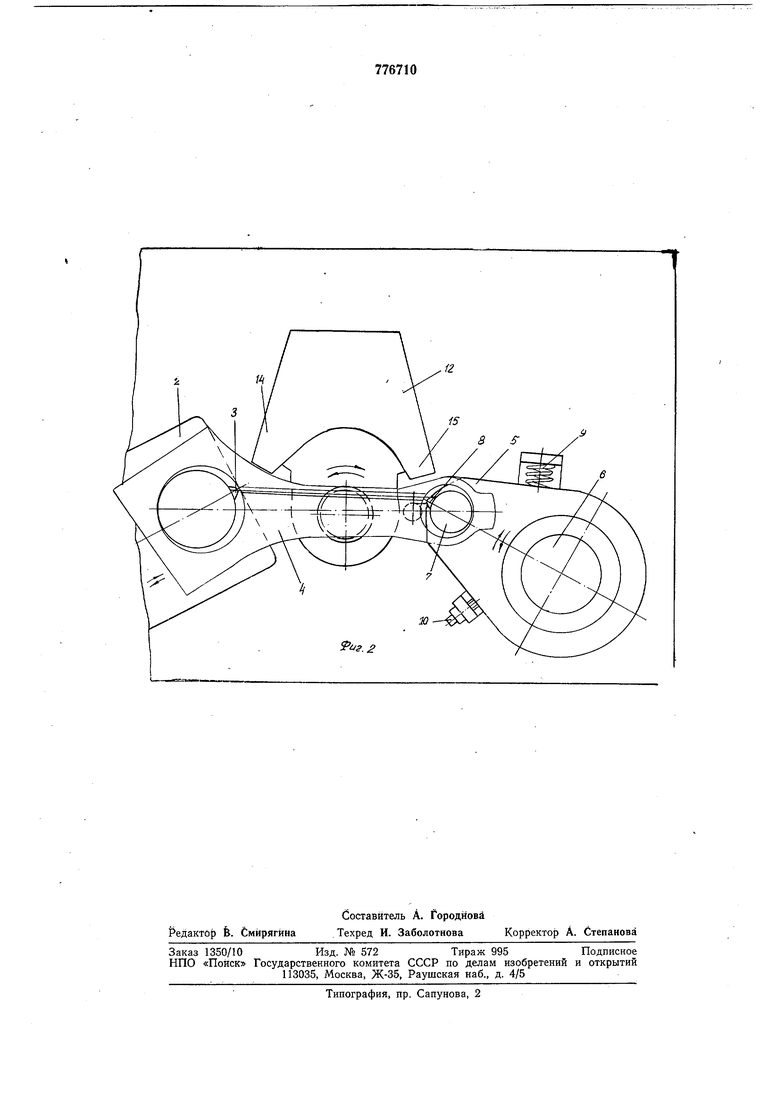
НИИ. Концы 14 и 15 рычага 12 обращены соответственно к пуансонам 3 и 8.
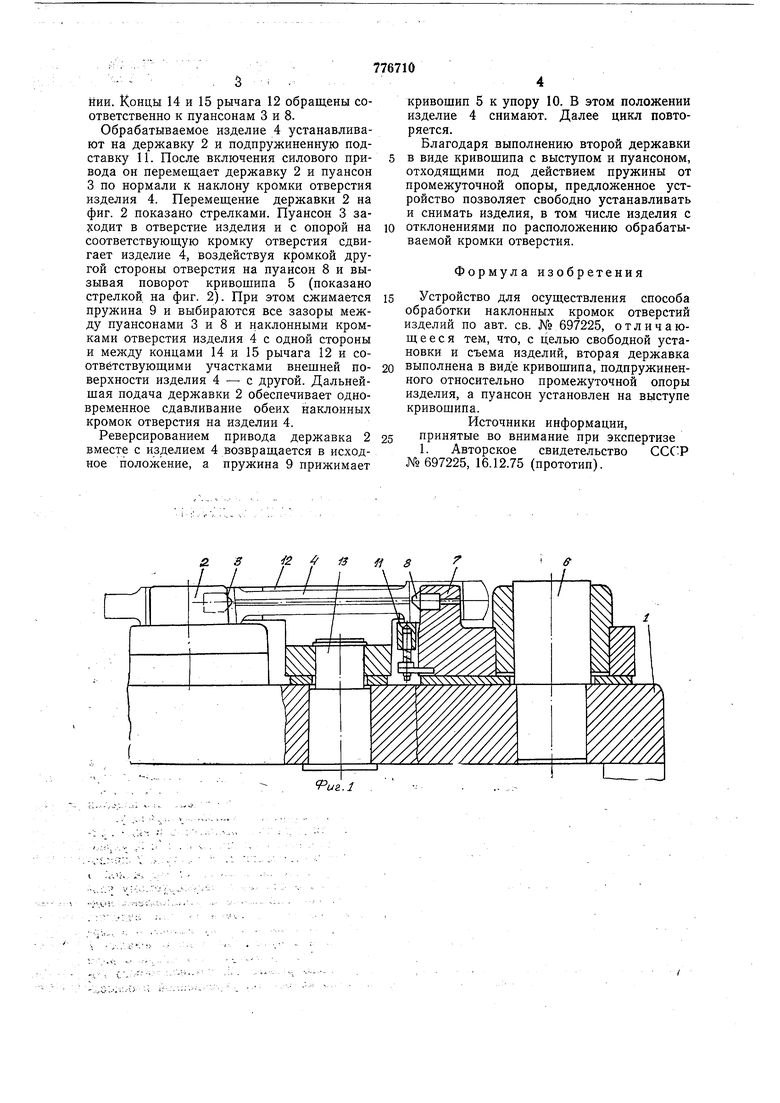
Обрабатываемое изделие 4 устанавливают на державку 2 и поднружиненную подставку 11. После включения силового привода он перемещает державку 2 и пуансон 3 по нормали к наклону кромки отверстия изделия 4. Перемещение державки 2 на фиг. 2 показано стрелками. Пуансон 3 заходит в отверстие изделия и с опорой на соответствующую кромку отверстия сдвигает изделие 4, воздействуя кромкой другой стороны отверстия на пуансон 8 и вызывая поворот кривошипа 5 (показано стрелкой на фиг. 2). При этом сжимается пружина 9 и выбираются все зазоры между пуансонами 3 и 8 н наклонными кромками отверстия изделия 4 с одной стороны и между концами 14 и 15 рычага 12 и соответствующими участками внешней поверхности изделия 4 - с другой. Дальнейшая подача державки 2 обеспечивает одновременное сдавливание обеих наклонных кромок отверстия на изделии 4.
Реверсированием привода державка 2 вместе с изделием 4 возвращается в исходное положение, а пружина 9 прижимает
кривошип 5 к упору 10. В этом положении изделие 4 снимают. Далее цикл повторяется.
Благодаря выполнению второй державки в виде кривошипа с выступом н пуансоном, отходящими под действием пружины от промежуточной опоры, предложенное устройство позволяет свободно устанавливать и снимать изделия, в том числе изделия с отклонениями по расположению обрабатываемой кромки отверстия.
Формула изобретения
Устройство для осуществления способа обработки наклонных кромок отверстий изделий по авт. св. № 697225, отличающееся тем, что, с целью свободной установки и съема изделий, вторая державка выполнена в виде кривошипа, подпружиненного относительно промежуточной опоры изделия, а пуансон установлен на выступе кривошипа.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №697225, 16.12.75 (прототип).
2 is {{ 8
