Изобретение относится к области трубопроводного транспорта и может быть использовано в нефтяной промышленности для правки труб.
Известно устройство для правки труб, включающее узел подачи труб и четырехвалковый гибочной стан [1].
Правку труб этим устройством осуществляют протяжкой и в холодном состоянии между валками.
Недостатком этого устройства является то, что оно обладает низкой производительностью, так при протяжке труб с большими искривлениями приходиться многократно протягивать выпрямляемую трубу через валки, каждый раз регулируя зазоры между ними, ухудшая тем самым и технику безопасности.
Оно может найти применение только при правке труб с небольшими искривлениями.
Известен "Станок для холодной гибки труб большого диаметра" [2], содержащий раму, упоры, ролики и гидроцилиндр.
Недостатком его является сложность конструкции, требует наличие лебедки, дорна, дополнительного гидроцилиндра. Кроме того, протаскивание дорна через выпрямляемую трубу сопряжено созданием больших осевых усилий, а также трудностей при правке длинномерных труб, что приводит к снижению производительности труда.
Известна установка для правки труб большого диаметра, содержащая правильный стол, индуктор тока высокой частоты, установленный с возможностью возвратно-поступательного перемещения, гидроцилиндр, установленный напротив индуктора [3].
Известная установка по технической сущности более близка к предлагаемому и может быть принята в качестве прототипа.
Ее недостатком является сложность конструкции. Задачей настоящего изобретения является упрощение конструкции.
Поставленная задача решается описываемой установкой, включающей правильный стол, индуктор тока высокой частоты, установленный с возможностью возвратно-поступательного перемещения, гидроцилиндр, установленный напротив индуктора.
Новым является то, что она снабжена рамой с размещенными на ней упорами, правильный стол образован роликами, размещенными на раме, боек гидроцилиндра закреплен на его штоке шарнирно, при этом индуктор тока высокой частоты, гидроцилиндр и упоры установлены с возможностью регулирования в трех плоскостях.
Другим отличием является также и то, что рабочие зоны индуктора тока высокой частоты, бойка гидроцилиндра и ложементы упоров выполнены полуцилиндрической формой, при этом индуктор, гидроцилиндр, а также упоры установлены регулируемыми в трех плоскостях.
Исследования патентной и научно-технической литературы по фондам института "ТатНИПИнефть" показали, что подобная совокупность существенных признаков является новой, и ранее не использовалась, что в свою очередь позволяет сделать заключение о соответствие предлагаемого технического решения критериям новизна и изобретательский уровень. А ее промышленная применимость подтверждается описанием ее работы.
Представленный чертеж поясняет суть изобретения, где изображена схематически заявляемая установка для правки труб, вид сверху.
Установка для правки труб большого диаметра содержит сварную раму 1, на которой установлены ролики 2, образующие вместе правильный стол. По одной стороне рамы вмонтированы упоры 3 со съемными ложементами 4, а по другой стороне, в средней ее части - гидроцилиндр 5 с бойком 6, закрепленным на его штоке 7 шарнирно. Установка снабжена индуктором 8 тока высокой частоты, установленным на тележке (тележка не изображена) и, следовательно, имеет возможность возвратно-поступательного перемещения в горизонтальном направлении, в строго заданной дорожке, напротив расположения бойка гидроцилиндра 5. Индуктор 8, упоры 3, а также гидроцилиндр 5 установлены регулируемыми в трех плоскостях. Рабочая зона бойка 6 гидроцилиндра, индуктора, а также ложементы 4 упоров выполнены полуцилиндрической формы.
Установка работает следующим образом.
Выправляемую трубу 9 устанавливают на ролики 2, составляющие правильный стол и с помощью электролебедки (электролебедка не показана) добиваются размещения ее в ложементах 4 упоров 3, отрегулированных по высоте оси выправляемой трубы. Затем с помощью гидроцилиндра 5 выпуклую сторону выправляемой трубы 9 прижимают бойком 6 к ложементам 4 упоров 3. Далее подводят на тележке индуктор 8 тока высокой частоты до охвата выправляемой трубы, как это изображено на чертеже, после чего ее нагревают.
В течение 2-3 мин она нагревается до температуры текучести материала трубы. Затем включают гидроцилиндр в работу, создают усилие на трубу до полного выправления. При наличие нескольких изгибов процесс повторяют для выправления другого изгиба.
На дату подачи заявки установка изготовлена и испытана при правке труб большого диаметра в диапазоне 219 - 530 мм.
Технологические параметры установки в сравнении с холодной правкой следующие.
Холодная правка труб диаметром 377 мм:
1 - расстояние между упорами; Р - усилие правки;
1 = 2,5 м (ближние упоры); Р = 49996 кгс;
1 = 5 м (средние упоры); Р = 24998 кгс;
1 = 10 м (дальние упоры). Р = 12499 кгс.
Правка с нагревом на предлагаемой установке t нагрева - 600oС
1 = 2,5 м; Р = 10000 кгс;
1 = 5 м; Р = 5000 кгс;
1 = 10 м; Р = 2500 кгс.
Установка проще по конструкции в сравнении с известными установками (см. аналоги), удобна в эксплуатации и обеспечивает повышение производительности труда.
Источники информации
1. Тематический отраслевой сборник "Производство труб", 1978 г., 4, с. 80 - 85, Москва, Металлургия.
2. А.с. 1530289, МКИ4 В 21 D 9/00, опубл. в Б.И. 47, 1989 г. Станок для холодной гибки труб большого диаметра.
3. Патент US 3958438, 25.05.1976, В 21 D 9/18 (1) (4с).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРАВКИ ТРУБ | 1999 |
|
RU2167015C2 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ТРУБ | 2000 |
|
RU2186646C2 |
| СПОСОБ ВАЛКОВОЙ ПРАВКИ ИЗДЕЛИЙ | 1997 |
|
RU2113305C1 |
| СПОСОБ ПРАВКИ ДВИЖУЩЕГОСЯ ПРОКАТА И РОЛИКОВАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2103087C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1997 |
|
RU2107569C1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА (ВАРИАНТЫ) | 2002 |
|
RU2228230C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2394934C1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 2001 |
|
RU2205082C2 |
| МАШИНА ДЛЯ ПРАВКИ ЛИСТОВОГО ПРОКАТА | 1999 |
|
RU2179901C2 |
| РОЛИК ПРАВИЛЬНОЙ МАШИНЫ | 2001 |
|
RU2189290C1 |
Изобретение относится к области трубопроводного транспорта и может быть использовано в нефтяной промышленности для правки труб большого диаметра. Установка включает сварную раму, упоры, ролики, гидроцилиндр и снабжена индуктором тока высокой частоты, установленным с возможностью возвратно-поступательного перемещения, гидроцилиндр установлен горизонтально напротив индуктора. При этом индуктор, гидроцилиндр, а также упоры установлены регулируемыми по высоте. Кроме того, ложементы упоров, боек гидроцилиндра, а также рабочая зона индуктора выполнены полуцилиндрической формы. Изобретение повышает производительность труда и упрощает конструкцию. 1 з.п. ф-лы, 1 ил.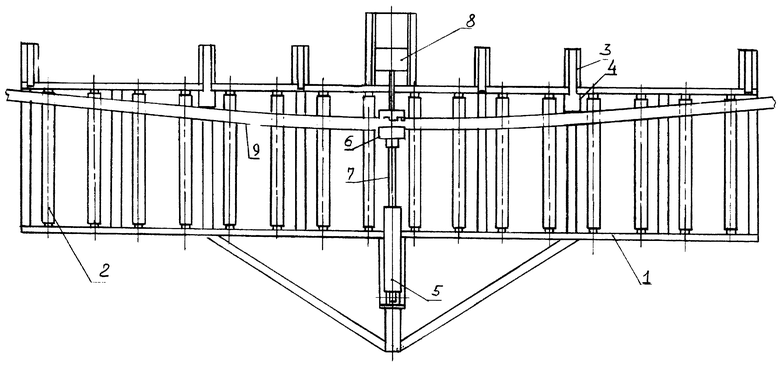
| US 3958438, 25.05.1976 | |||
| 0 |
|
SU148857A1 | |
| СПОСОБ ПРАВКИ ЦИЛИНДРОВ ПЛУНЖЕРНЫХ НАСОСОВ | 1994 |
|
RU2078630C1 |
| СПОСОБ ПРОИЗВОДСТВА МОРОЖЕНОГО "КОФЕ СО СЛИВКАМИ" (ВАРИАНТЫ) | 2014 |
|
RU2551997C1 |
| Способ повышения молочности свиноматок и сохранности поросят | 2023 |
|
RU2812463C1 |

