Изобретение относится к устройству и способу для изготовления элемента с сотовой структурой, состоящего из множества по меньшей мере частично структурированных металлических листов, образующих множество каналов для прохождения текучей среды.
Для выполнения все более жестких требований относительно выбросов вредных веществ, в частности транспортными средствами, применяются каталитические нейтрализаторы с корпусами-носителями. В качестве таких корпусов-носителей могут использоваться металлические элементы с сотовой структурой. Такой элемент состоит из множества набранных, например, в один пакет по меньшей мере частично структурированных металлических листов. Этот пакет свернут в рулон путем его скручивания в противоположных направлениях вокруг центральной зоны. Такое выполнение элемента с сотовой структурой известно, например, из патента США 4923109.
Из заявки WO 90/03220 известен металлический корпус-носитель каталитического нейтрализатора для транспортных средств, который состоит по меньшей мере из частично структурированных металлических листов. Этот корпус-носитель включает по меньшей мере три пакета металлических листов, причем по меньшей мере три из них сложены вдвое по соответствующей линии сгиба в центральной зоне элемента с сотовой структурой и в таком состоянии свернуты в рулон путем их скручивания друг относительно друга в одном направлении вокруг центральной зоны, в которой находятся линии сгиба.
Из уровня техники известны также устройства для изготовления таких корпусов-носителей каталитических нейтрализаторов, включающие поворачивающееся вокруг центральной оси и воздействующее на каждый пакет вильчатое скручивающее приспособление и замыкающиеся в цельную форму профильные сегменты. Внутренний контур замкнутой формы соответствует наружному контуру элемента с сотовой структурой в его окончательно скрученном состоянии. Наиболее частой формой, которую имеют элементы с сотовой структурой, является цилиндрическая. С целью обеспечить свертывание в рулон пакетов вокруг центральной зоны профильные сегменты перемещаются по направлению к пакету таким образом, что во время поворота вильчатого скручивающего приспособления пакет, соответственно пакеты, прилегает(ют) к краю профильных сегментов, и этот край образует контропору. В конце процесса изготовления форма полностью смыкается, и элементу с сотовой структурой, таким образом, придается его окончательная форма.
Поскольку форма состоит из двух профильных сегментов, перемещающихся в направлении друг к другу и друг от друга, такое устройство имеет относительно сложную конструкцию. В процессе изготовления элемента с сотовой структурой на таком устройстве необходимо постоянно соблюдать заданную согласованность движения профильных сегментов. Вследствие износа, попадания пыли и т.п. на направляющих профильных сегментов могут образовываться отложения, которые могут нарушить согласованность их перемещений.
В известных устройствах для изготовления элементов с сотовой структурой, в частности корпусов-носителей каталитических нейтрализаторов, существует опасность, что в процессе смыкания формы по меньшей мере один профильный сегмент будет продолжать двигаться против направления движения участка пакета, который еще подлежит свертыванию в рулон, что может привести к нежелательной деформации пакета, соответственно пакетов. Деформация приводит к частичному изгибу отдельных листов. Вследствие этого структура готового элемента нарушается. Во-первых, страдает прочность элемента с сотовой структурой, а во-вторых, происходит локальное изменение поперечных сечений каналов. Следствием изменения поперечных сечений каналов является то, что уже не может быть обеспечено равномерное распределение потока внутри элемента с сотовой структурой. Однако профиль потока отработавших газов, протекающих через корпус-носитель каталитического нейтрализатора, наряду с другими факторами имеет решающее значение для каталитического действия нейтрализатора.
Исходя из сказанного выше в основу настоящего изобретения была положена задача усовершенствовать известные устройство и способ для изготовления элемента с сотовой структурой таким образом, чтобы в процессе изготовления не возникала опасность деформации пакетов, соответственно отдельных металлических листов. Кроме того, устройство должно быть менее чувствительным к воздействию внешних факторов, например к пыли, загрязнениям и т.п.
Согласно изобретению эта задача решается с помощью устройства с признаками п. 1 формулы изобретения и с помощью способа со стадиями его осуществления по п. 21. Предпочтительные варианты выполнения устройства, соответственно осуществления способа представлены в соответствующих зависимых пунктах формулы изобретения.
Предлагаемое согласно изобретению устройство для изготовления элемента с сотовой структурой, состоящего из множества набранных по меньшей мере в один пакет по меньшей мере частично структурированных металлических листов, образующих множество каналов для прохождения текучей среды, в частности корпуса-носителя каталитического нейтрализатора, включает форму, внутренний контур которой соответствует наружному контуру изготавливаемого элемента с сотовой структурой, и поворачивающееся вокруг оси, воздействующее на каждый пакет вильчатое скручивающее приспособление. Устройство отличается тем, что форма охватывает скручивающее приспособление и что в стенке формы предусмотрено по меньшей мере одно проходящее в основном параллельно центральной оси сквозное окно для по меньшей мере одного конца пакета. В отличие от известных устройств для изготовления элемента с сотовой структурой в предлагаемом согласно изобретению устройстве не применяются перемещающиеся относительно друг друга профильные сегменты. Благодаря этому обеспечивается простота и эффективность конструкции устройства.
При скручивании пакета наиболее целесообразно пропускать последний через два сквозных окна и свертывать его в рулон из середины. Однако можно также закладывать в форму один или несколько сложенных вдвое пакетов таким образом, чтобы оба конца каждого пакета были пропущены через одно общее окно. Пакет может быть также захвачен за один его конец скручивающим приспособлением и свернут в рулон по типу многозаходной спирали. Кроме того, можно сминать захваченную часть пакета скручивающим приспособлением с образованием приблизительно звездообразного центра.
Предлагаемое устройство позволяет изготавливать элементы с сотовой структурой, имеющие предпочтительно круглое поперечное сечение, однако можно также изготавливать элементы и с другим поперечным сечением, в частности с многоугольными, но скругленными на углах поперечными сечениями, если отклонения от круглой формы не очень велики, т.е. отдельные стороны имеют приблизительно одинаковую длину.
Для скручивания, соответственно свертывания в рулон элемента с сотовой структурой, например, из трех пакетов, как это описано в заявке WO 90/03220, в форме предусмотрено три проходящих в основном параллельно центральной оси прямоугольных сквозных окна для концов пакетов. Отдельные пакеты вводят в форму через отдельные окна. Очевидно, что каждый пакет частично выступает из формы. Вильчатое скручивающее приспособление захватывает в центральной зоне каждый пакет и свертывают отдельные пакеты относительно друг друга в рулон. В процессе скручивания, соответственно свертывания отдельные пакеты перемещаются сквозь окна, скользя по ним. Процесс скручивания продолжается до тех пор, пока все пакеты не будут полностью втянуты внутрь формы.
В предпочтительном варианте устройства окна расположены эквидистантно друг относительно друга по внутреннему периметру формы. Преимущество такого расположения заключается в возможности изготовления элемента с сотовой структурой, имеющего симметричное строение, соответственно симметрично скрученного. Если при свертывании требуется получить иное строение, то это можно обеспечить за счет соответствующего расположения окон.
В процессе скручивания, соответственно свертывания участки пакета, еще выступающие из формы, постепенно втягиваются внутрь нее. Для сведения к минимуму трения между пакетом и стенками окон, возникающего при втягивании каждого пакета, предлагается выполнять выпуклой в поперечном сечении по меньшей мере одну продольную поверхность по меньшей мере одного окна.
При таком выполнении продольной поверхности окна между ней и поверхностью пакета возникает линейное касание, которое снижает трение между продольной поверхностью окна и пакетом.
Далее предпочтительно устройство, в котором по меньшей мере продольная поверхность по меньшей мере одного окна снабжена антифрикционным слоем. Благодаря этому дополнительно снижается трение между пакетом и продольной поверхностью. В предпочтительном варианте антифрикционный слой является при этом износостойким, благодаря чему образуется лишь незначительное количество продуктов истирания между пакетом и продольной поверхностью, соответственно антифрикционным слоем. Для этой цели особенно пригоден антифрикционный слой из керамического материала. Антифрикционный слой можно наносить на продольную поверхность методом плазменного напыления. Ширина в свету каждого окна соответствует толщине пакета.
Для извлечения элемента с сотовой структурой из формы путем его выталкивания в устройстве предусмотрен перемещающийся вдоль формы и внутри нее пуансон. Поперечное сечение пуансона соответствует внутреннему поперечному сечению формы. Благодаря этому достигается равномерное выталкивание элемента с сотовой структурой из формы. При этом отдельные листы элемента с сотовой структурой не могут смещаться друг относительно друга.
В предпочтительном варианте устройство имеет форму, снабженную наружным, предпочтительно окружным, фланцем, разъемно соединенным с опорной плитой. Предпочтительно в опорной плите предусмотреть отверстие, через которое проходит соединенный с пуансоном приводной шток.
Для минимизации высоты устройства предлагается снабдить опорную плиту отверстием, через которое может проходить пуансон.
Для свертывания элемента с сотовой структурой скручивающее приспособление имеет по меньшей мере две расположенные на кронштейне скручивающие оправки, которые могут быть приведены во взаимодействие с пакетом, соответственно пакетами. Скручивающие оправки могут проходить сквозь пуансон. Поскольку скручивающие оправки должны выдерживать возникающие при свертывании усилия, они должны быть относительно стабильны, однако, с другой стороны, их следует выполнять по возможности тонкими, чтобы в элементе с сотовой структурой не образовывалось никаких дополнительных крупных каналов. Стабильность скручивающих оправок обеспечивается, например, путем дополнительного зажима свободных концов оправок после укладывания металлических листов. Стабилизирующее действие оказывает также форма поперечного сечения скручивающих оправок, отличная от круглой, в частности имеющая форму капли или изогнутой капли. Форма капли, кроме того, в любом случае соответствует возникающей при свертывании форме каналов, образующихся на скручивающих оправках.
Форму предпочтительно выполнять цельной. Например, она может быть изготовлена из одной отливки. Целесообразно также выполнение формы по меньшей мере из двух профильных сегментов.
Для изготовления элемента с сотовой структурой, имеющего множество каналов для прохождения текучей среды, из множества слоев по меньшей мере частично структурированных металлических листов предлагается способ, в котором по меньшей мере в один пакет набирают множество слоев по меньшей мере частично структурированных металлических листов. Каждый пакет закладывают в форму, соответствующую наружному контуру изготавливаемого элемента с сотовой структурой. По меньшей мере один конец каждого пакета выступает из формы через по меньшей мере одно предусмотренное в форме окно. Каждый пакет удерживается в центральной зоне скручивающим приспособлением, и путем поворота скручивающего приспособления и формы относительно друг друга пакеты скручивают, соответственно свертывают в рулон с получением элемента с сотовой структурой, который полностью заполняет всю форму.
Такой способ позволяет отказаться от необходимости сложного согласования движений. Кроме того, способ прост в осуществлении. Необходимым условием осуществления способа является лишь возможность взаимного относительного поворота формы и/или скручивающего приспособления.
Согласно еще одному предпочтительному варианту выполнения предлагается набирать по меньшей мере в два пакета множество слоев по меньшей мере частично структурированных металлических листов. Затем каждый пакет складывают вдвое по соответствующей линии сгиба. После этого каждый пакет помещают в форму, соответствующую наружной форме изготавливаемого элемента с сотовой структурой, где он удерживается скручивающим приспособлением в центральной зоне. Для этой цели в зоне каждой линии сгиба предпочтительно предусмотреть по одной скручивающей оправке. При закладывании пакетов в форму оба конца каждого пакета выступают наружу через одно и то же окно.
Ниже другие преимущества и особенности изобретения более подробно поясняются на примере его выполнения со ссылкой на прилагаемые чертежи, на которых показано:
на фиг. 1 - схематичный вид сверху устройства с тремя свертываемыми в рулон пакетами,
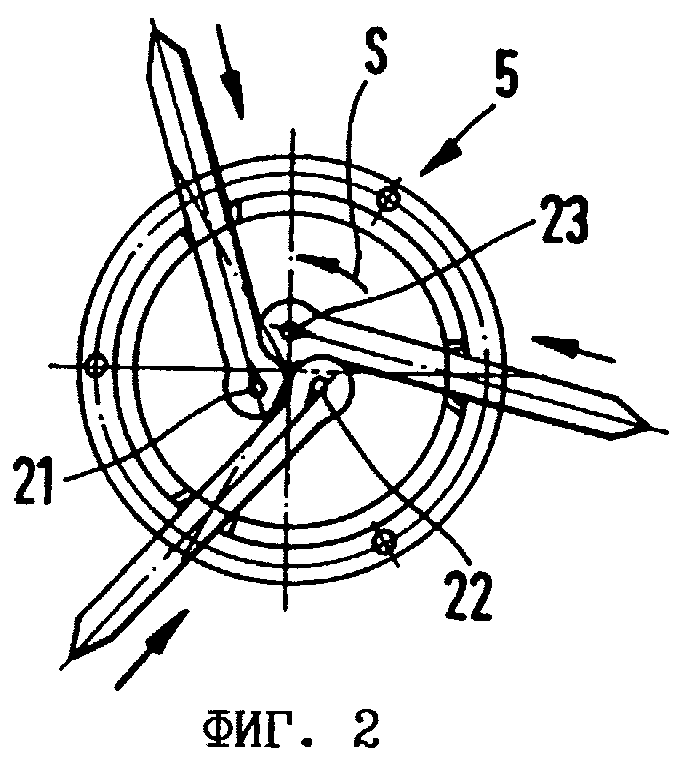
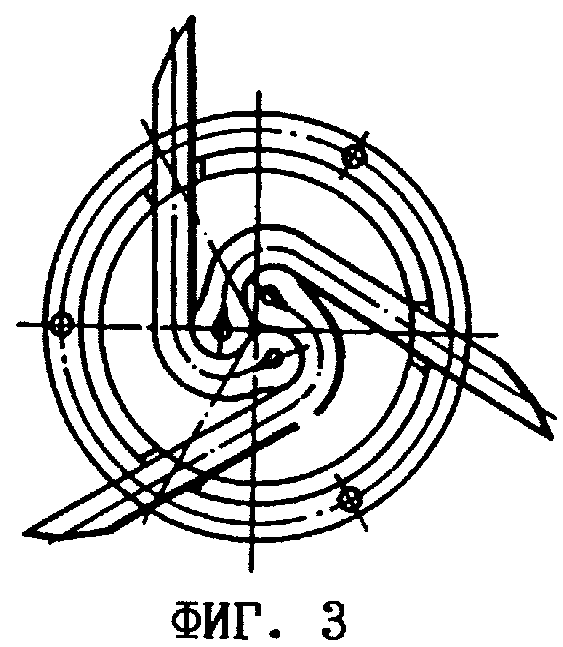
на фиг. 2 и 3 - положения пакетов в различные моменты в процессе скручивания,
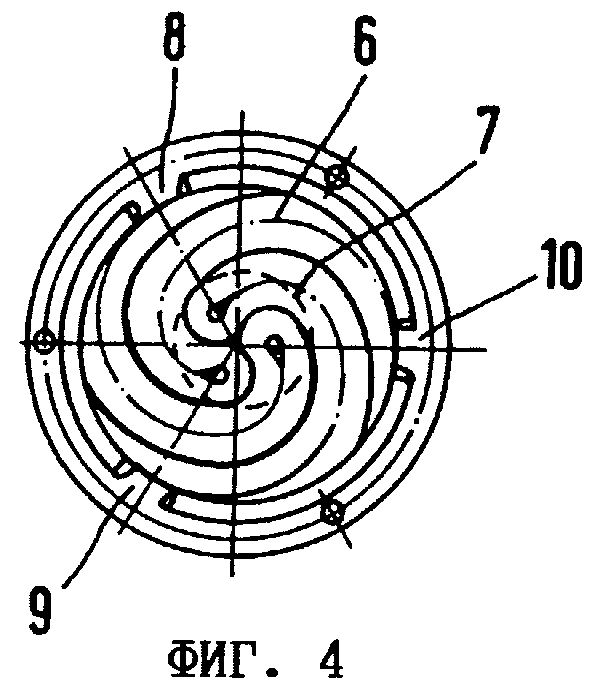
на фиг. 4 - полностью скрученный элемент с сотовой структурой в форме,
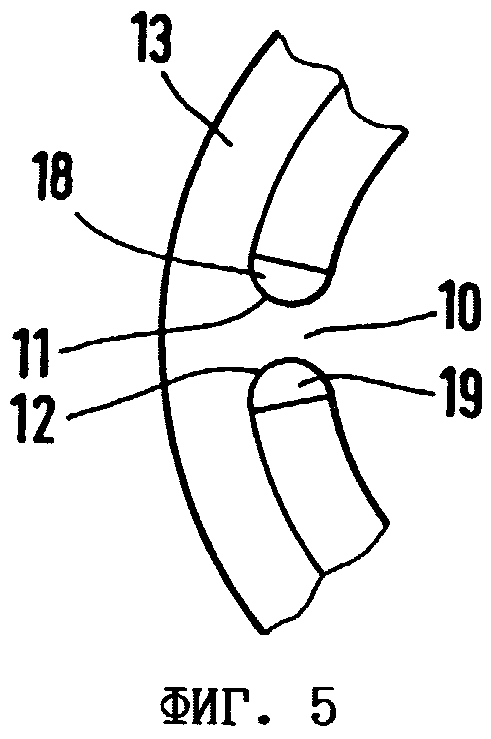
на фиг. 5 - фрагмент X по фиг. 1 без пакетов в увеличенном масштабе и
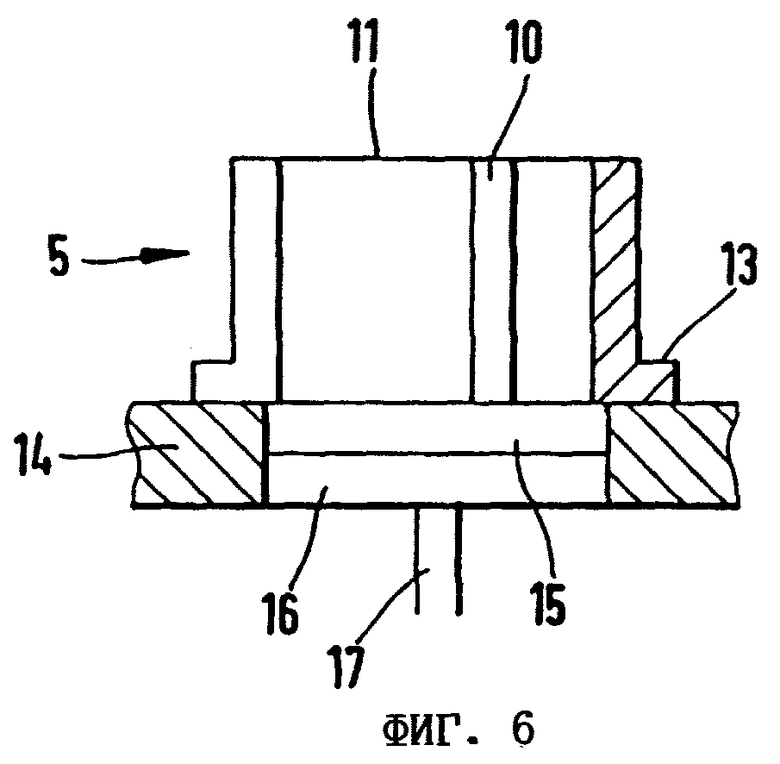
на фиг. 6 - устройство в поперечном разрезе.
Устройство включает форму 5, в стенке 11 которой выполнены три прямоугольных окна 8, 9 и 10. Окна 8, 9 и 10 расположены эквидистантно относительно друг друга по внутреннему периметру формы 5. Форма 5 имеет на внешней стороне стенки 11 окружной внешний фланец 13, который разъемно соединен не показанными соединительными средствами, например винтами, с опорной плитой 14. В опорной плите 14 выполнено отверстие 15, сквозь которое может проходить пуансон 16. Поперечное сечение отверстия 15 и пуансона 16 соответствует поперечному сечению в свету формы 5.
Окна 8, 9 и 10 имеют продольные поверхности 11, 12, выпуклые в поперечном сечении. Каждая из продольных поверхностей 11, 12 снабжена антифрикционным слоем 18, 19, выполненным из керамического материала.
На фиг. 1-6 не показано скручивающее приспособление, проворачивающее пакеты 1, 2 и 3 вокруг оси 4, проходящей перпендикулярно плоскости чертежа. Скручивающее приспособление имеет соответствующие оправки 24, 25, 26, которые входят в каждый пакет 1, 2, 3 и проворачивают их в направлении поворота S скручивающего приспособления. Предпочтительно поперечное сечение скручивающих оправок имеет форму изогнутой капли, которая, не требуя дополнительной площади, соответствует форме канала, в любом случае образующейся при свертывании на скручивающей оправке, и одновременно может в достаточной степени воспринимать возникающие при свертывании усилия.
На фиг. 1 изображена форма 5, во внутренней полости которой расположены три пакета 1, 2, 3. Эти пакеты 1, 2, 3 набраны из множества слоев по меньшей мере частично структурированных металлических листов. Каждый пакет 1, 2, 3 сложен вдвое по соответствующей линии 21, 22, 23 сгиба. Сложенные таким образом пакеты 1, 2 и 3 помещают в форму 5, где каждый из них удерживается скручивающим приспособлением в центральной зоне 7, причем вблизи каждой линии 21, 22, 23 сгиба находится по одной скручивающей оправке 24, 25, 26 скручивающего приспособления. Оба конца каждого пакета 1, 2, 3 выступают наружу из формы 5 через одно и то же окно 8, 9, 10.
При повороте скручивающих оправок 24, 25, 26 вокруг центральной оси 4 в направлении S отдельные пакеты 1, 2 и 3 одновременно свертываются в рулон. В процессе свертывания пакеты 1, 2 и 3 скользят по антифрикционным слоям 18, 19 во внутреннюю полость формы 5. В готовом элементе 6 с сотовой структурой пакеты 1, 2 и 3 свернуты в рулон вокруг центральной зоны 7 и друг вокруг друга, как это видно на фиг. 4.
Готовый свернутый элемент 6 с сотовой структурой можно извлечь из неподвижной формы 5 путем его выталкивания с помощью пуансона 16. Во время выталкивания элемента 6 последний может быть вставлен в находящийся поверх формы 5 кожух. В процессе свертывания решающего значения не имеет, поворачиваются ли скручивающее приспособление, форма или они оба в разных направлениях, поскольку основополагающим является лишь их взаимное относительное движение. Таким путем могут быть также изготовлены элементы с сотовой структурой с некруглым сечением, если отклонение от круглой формы не слишком велико. Изобретение позволяет экономично изготавливать элементы с сотовой структурой при небольших затратах на инструментальные средства.
Предложенное изобретение раскрывает устройство для изготовления элемента с сотовой структурой, состоящего из множества набранных по меньшей мере в один пакет по меньшей мере частично структурированных металлических листов, образующих множество каналов для прохождения текучей среды. Устройство включает поворачивающееся вокруг оси действующее на каждый пакет вильчатое скручивающее приспособление и смыкающиеся в цельную форму профильные сегменты. Форма образована по меньшей мере двумя профильными сегментами. Каждый профильный сегмент может поворачиваться вокруг соответствующей оси, проходящей параллельно оси скручивающего приспособления, против направления поворота последнего. Предложенное устройство имеет повышенную устойчивость к воздействию внешних факторов, например к пыли. 2 с. и 22 з.п. ф-лы, 6 ил.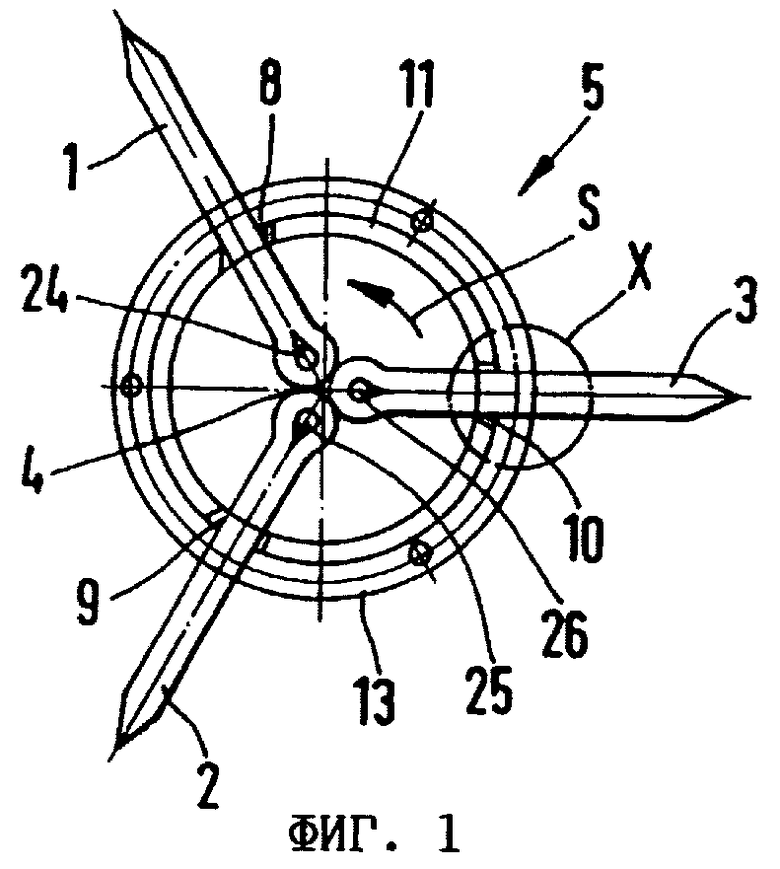
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| EP 569109 A, 10.11.1993 | |||
| EP 571059 A, 24.11.1993 | |||
| 0 |
|
SU322566A1 | |
| Экономайзер | 0 |
|
SU94A1 |
| 0 |
|
SU100897A1 | |
| Способ приготовления носителя для катализатора сотовой структуры | 1988 |
|
SU1595558A1 |

