Изобретение относится к газопоглотительному насосу, в котором множество неиспаряемых газопоглотительных элементов установлены взаимно параллельно в содержащий и механически поддерживающий их каркас, также действующий как тепловой экран, который выполнен как единый элемент и имеет улучшенные качества, относящиеся как к легкости сборки, так и к геометрической устойчивости.
В вакуумной технологии так называемые "газопоглотительные насосы", уже известные несколько десятилетий, широко применяются вследствие отсутствия механических подвижных частей. Таким образом, их статическая работа не требует использования смазочных веществ, которые могли бы загрязнять камеру, в которой образуется вакуум, например, в полупроводниковой промышленности. Кроме того, эти насосы не передают вибраций, которые часто нежелательны для системы, с которой они соединены.
Их работа основана на хемосорбции всех газов, кроме инертных газов, неиспаряемыми газопоглотительными материалами (известными в данной области техники как НЕГ материалы). Основными неиспаряемыми газопоглотительными материалами являются сплавы, основанные на цирконии и титане, скомбинированные с такими элементами, как алюминий, ванадий, железо, никель или другими переходными элементами или их соединениями. Сплав, имеющий весовой состав из 84% циркония и 16% алюминия, производимый и продаваемый заявителем с товарным знаком St 101®, так же как и сплав, имеющий весовой состав из 70% циркония, 24,6% ванадия и 5,4% железа, производимый и продаваемый заявителем с товарным знаком St 707, являются наиболее важными.
Активные элементы этих насосов (далее называемые газопоглотительными элементами) могут быть получены путем приклеивания, в основном, наслоением неиспаряемого материала в форме порошка к подходящему металлическому основанию. Насосы такого типа описаны, например, в патенте США - А-4137012 на имя заявителя и в заявке на японский патент А-045480 на имя Japan Steel Works. Позже были предложены газопоглотительные насосы, в которых газопоглотительные элементы выполнены из тел, полученных спеканием порошков газопоглотительных материалов, как описано, например, в патентах США - А-5320496 и А-5324172 на имя заявителя.
В любом случае необходимо для обеспечения оптимальной работы газопоглотительного материала, поддерживать его при температурах, по меньшей мере, 400oС в процессе работы насоса. Более того, неиспаряемый газопоглотительный материал требует начала "активации" при температурах от, по меньшей мере, 400oС и до 900oС в течение 10-30-минутных периодов.
Газопоглотительные элементы могут быть расположены внутри газопоглотительного насоса различными способами, например, просто заполнением его спеченными шариками, полученными из порошков. Однако газопоглотительные элементы, в основном, установлены на основании, предпочтительно, также имеющем установленный на нем нагревательный элемент, необходимый для достижения указанных выше температур. Хотя нагревательный элемент может быть разных типов, особенно преимущественным является использование легко заменяемых инфракрасных ламп, поскольку срок службы нагревательного элемента короче по сравнению с газопоглотительными элементами. Однако они также должны регенерироваться и заменяться и, таким образом, насос должен легко разбираться и вновь собираться.
Известные газопоглотительные насосы, в основном, выполнены из дисков или пластин из неиспаряемого газопоглотительного материала, расположенных внутри насоса в оптимизированной геометрии. Фактически, характеристики газопоглотительного насоса и, в частности, его скорость газопоглощения зависят от геометрических отношений между газопоглотительными элементами. Например, в случае с параллельными элементами существует оптимальный диапазон зазоров между элементами, при котором получают максимальную скорость поглощения, которая уменьшается при использовании зазоров, которые больше или меньше этого диапазона. Скорость поглощения также зависит от эффективности нагрева газопоглотительных элементов нагревательным элементом, которая в свою очередь зависит от геометрических факторов. Допустимое отклонение зазоров в геометрии газопоглотительных насосов, таким образом, является главным фактором для их рабочих характеристик. Для получения необходимой геометрии комплекта газопоглотительных элементов, металлические опоры, прикрепленные к внутренним стенкам корпуса насоса, обычно размещены внутри насосов. Однако, в этом случае, необходимо использовать механические крепежные средства (с винтами и т.д.) или сваривать множество металлических элементов; это усложняет процесс производства насоса и, кроме того, на стадиях механической сборки допуски геометрии газопоглотительных элементов, заложенные в конструкцию насоса, могут быть нарушены. Даже, когда производятся насосы высокой точности, в течение срока службы насоса существует проблема допусков. Фактически, эти насосы подвергаются воздействию нескольких тепловых циклов от комнатной температуры (неработающий насос) до рабочих температур, составляющих обычно по меньшей мере 400oС; в этих условиях конструкция насоса подвергается необходимым повторным регулировкам, особенно в случае с механически собранными насосами. Подобные проблемы возникают при перемещении или транспортировке насосов.
Таким образом, задачей настоящего изобретения является создание газопоглотительного насоса указанного выше типа, несущий каркас которого может быть выполнен из единого листа нержавеющей стали, имеющего линии изгиба и линии разреза для легкого выполнения такого каркаса, при этом сборка на нем газопоглотительных элементов выполняется путем быстрой и безопасной операции.
Другой задачей настоящего изобретения является создание газопоглотительного насоса, геометрические характеристики которого заданы с минимальными допусками, при этом он может перемещаться без изменения геометрических характеристик и безопасно с точки зрения исключения механической деформации.
Технический результат достигается созданием газопоглотительного насоса, включающего основные признаки по п.1, тогда как конкретные признаки настоящего изобретения являются предметом зависимых от него пунктов.
В газопоглотительном насосе, согласно настоящему изобретению, элементы из неиспаряемого газопоглотительного материала имеют форму прямоугольных пластин, концы которых размещены в рядах параллельных прорезей, расположенных в двух противоположных сторонах каркаса U-образной формы, на дне которого установлен удлиненный нагревательный элемент, предпочтительно, инфракрасная лампа, размещенная в продольном направлении и ортогонально относительно плоскостей пластин, непосредственно вблизи этих пластин, нагреваемых облучением.
Следует отметить, что несущий каркас насоса, согласно изобретению, благодаря его U-образной формы, охватывает нагревательную лампу с трех ее сторон, а четвертая сторона, представленная газопоглотительными элементами, образует эффективный тепловой экран, способный предотвратить потери тепла наружу и направлять как можно больше облучения от лампы на газопоглотительные элементы.
Эти и другие задачи, преимущества и признаки насоса, соответствующего настоящему изобретению, будут яснее из следующего подробного описания некоторых предпочтительных вариантов его воплощения, изложенных на не ограничивающих примерах со ссылками на прилагаемые чертежи, на которых:
фиг. 1 изображает предварительно сформированный лист нержавеющей стали с вырезами, отверстиями и линиями изгиба и разреза, уже выполненными на этом листе для получения газопоглотительного насоса, соответствующего настоящему изобретению;
фиг. 2а и 2b изображают два вида, соответственно, вид сбоку и вид сверху в плане насоса, полученного при помощи определенного количества точек сварки из предварительно сформированного листа, показанного на фиг.1;
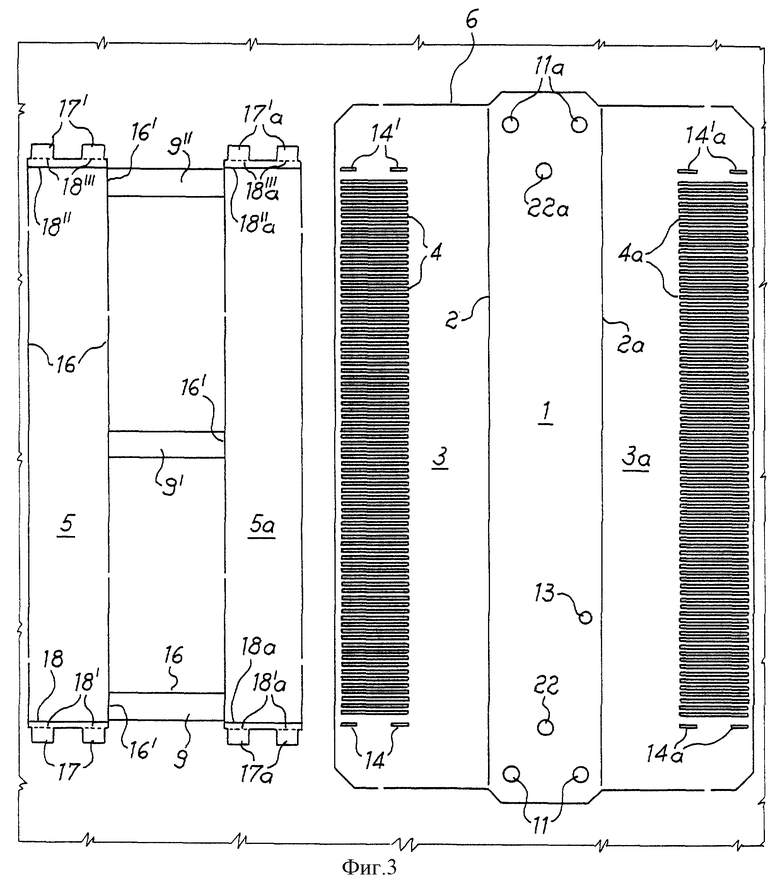
фиг. 3 изображает другой вариант выполнения предварительно сформированного листа для получения газопоглотительного насоса, соответствующего изобретению, без применения сварки; и
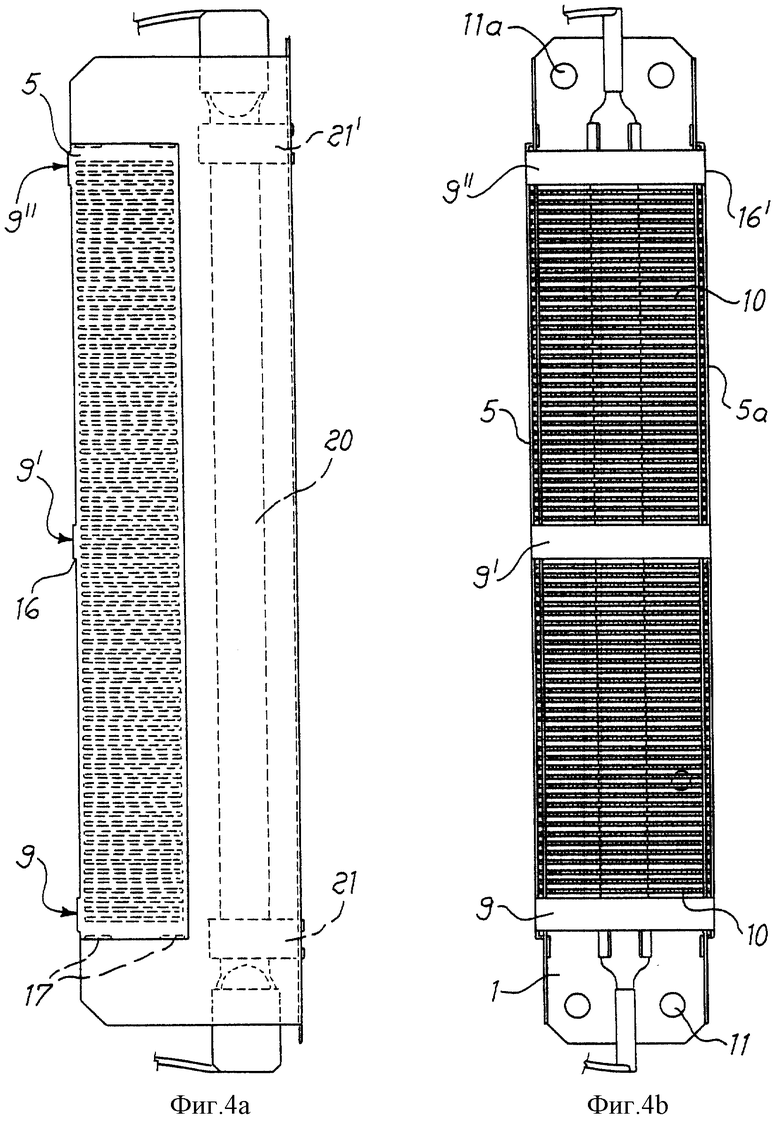
фиг. 4а и 4b изображают два вида, соответственно, вид сбоку и вид сверху в плане газопоглотительного насоса, согласно изобретению, полученного без сварки из листа, показанного на фиг.3.
На фиг.1 показан в плоском состоянии лист, предпочтительно, изготовленный из нержавеющей стали, имеющий оттиск для получения газопоглотительного насоса, имеющего свойства, относящиеся к допускам, недеформируемости, портативности и возможности разборки, согласно изобретению, как было описано выше, который предварительно выполнен на листе средствами, известными по предшествующему уровню техники. Такой лист, профилированный и предварительно сформированный, имеет на сторонах по существу прямоугольной средней полосы 1 две линии 2, 2а изгиба, соединяющие эту полосу с двумя также по существу прямоугольными боковыми полосами 3, 3а, каждая из которых имеет ряд из нескольких предварительно вырезанных прорезей, соответственно, 4 и 4а в наружных частях полос, удаленных от линий 2 изгиба и простирающихся до точек, расположенных вблизи наружных кромок. Все прорези 4, 4а имеют одинаковую ширину и длину и одинаково отделены друг от друга целыми частями двух полос 3, 3а, имеющими такую ширину, что пространства между прорезями имеют по существу такие же размеры, как и ширина этих прорезей. Средняя полоса 1 также имеет отверстия 11 и 11а для крепления насоса к опорному корпусу и отверстие 13 для возможного приема термопары (не показана).
Контур части листа, содержащей полосы 1, 3 и 3а, ограничен на листе линией 6 разреза, прерывающейся несколькими легко разрываемыми соединительными перемычками, приспособленными для разрывания вручную с приложением ограниченной силы, для отделения, таким образом, комплекта из трех полос от остальной части листа, чтобы иметь возможность использовать его при производстве насоса, как описано далее. Контур 6 может быть получен лазерной резкой или, предпочтительно, травлением для получения как можно более точных допусков. Таким же способом получают прорези 4 и 4а, так же, как и отверстия в полосе 1, тогда как для получения линий 2, 2а изгиба, также как и других линий изгиба, описанных далее, травление будет ограничено только частью толщины листа.
Вблизи комплекта, образованного тремя полосами 1, 3 и 3а, на расстоянии от легко разрезаемой линии 6 контура, как можно меньшем для уменьшения объема отходов, предварительно выполнен второй комплект полос, отделяемых от листа и также расположенных близко друг к другу для уменьшения отходов, приспособленный для образования частей несущего каркаса насоса, необходимых для его завершения на главной части, составленной из предыдущих трех полос. В частности, могут быть применены две полосы большего размера 5, 5а, которые идентичны и имеют на обоих концах пары линий 8-8', 8''-8''' и 8а-8а', 8''а-8'''а изгиба; каждая из этих пар линий изгиба отделяет полосы 5, 5а от концевых полос 7, 7' и 7а, 7'а, большее измерение по длине которых соответствует ширине полос 5, 5а, с которыми они соединены. Поскольку изгибы по каждой паре линий 8-8',... должны производиться в противоположных направлениях, каждая из таких пар состоит их двух полунадрезов, расположенных на противоположных поверхностях листа; на фиг.1 надрез на невидимой стороне листа показан штрихом. Ширина каждой полосы 5, 5а немного больше длины прорезей 4, 4а, и длина таких полос, по меньшей мере, равна длине части, снабженной прорезями на полосах 3 и 3а.
Подобным образом, вблизи полос 5, 5а выполнены три другие полосы, полученные из того же листа с минимальными отходами, соответственно, 9, 9' и 9'', окруженные соответствующими легко разъединяемыми линиями разреза. Каждая из них имеет вблизи обоих концов линии изгиба 12 и 12а, 12' и 12'а, 12'' и 12''а, отделяющие их от по существу квадратных концевых частей соответствующей полосы, то есть 15 и 15а, 15' и 15'а, 15'' и 15''а. Следует отметить, что длина каждой полосы 9, 9', 9'' такова, что расстояние между двумя линиями изгиба на ее концах по существу равно ширине полосы 1.
На фиг. 2а, 2b показан газопоглотительный насос, соответствующий изобретению, который полностью собран с использованием листа с очертаниями, показанными на фиг.1, и определенного количества неиспаряемых газопоглотительных элементов известного типа, выполненных в виде прямоугольной пластины, толщина которой такова, чтобы она вставлялась в прорези 4, 4а без больших зазоров.
Первый нагревательный элемент 20 прикреплен к средней полосе 1, предназначенной для формирования дна U-образного каркаса, как правило, с использованием двух опорных элементов 21, 21' на профилированной полосе. Два элемента 21, 21' могут быть прикреплены к полосе 1, например, точечной сваркой. Следует отметить, что прорези 4 и 4а на сторонах 3, 3а, предпочтительно, расположены в пределах сектора, имеющего по меньшей мере, такую же длину, как и горячий сектор нагревателя 20. Сборку производят, предпочтительно, в соответствии с особенностями, изложенными ниже.
Сначала выполняется отделение первого комплекта полос 1, 3, 3а. Это осуществляется известным способом, например, путем разрыва вручную перемычек, соединяющих их с остатками листа. Затем путем изгибания по линиям 2, 2а, такому комплекту придают U-образную форму, причем ее донная часть формируется средней полосой 1, а полосы 3, 3а расположены под углом 90o к этому дну.
Две полосы 5, 5а затем отделяют от второго комплекта оттисков. Одна из двух полос 5 или 5а затем накладывается снаружи на одну из двух сторон, соответственно, 3 или 3а после выполнения изгибов на 90o сначала в одном направлении и затем в противоположном направлении вдоль пар линий 8-8', 8''-8''', 8а-8'а, 8''а-8'''а. Концевые части 7, 7' и 7а, 7а' полос прикрепляют к соответствующим сторонам 3, 3а, тогда как часть большей длины полос 5, 5а расположена на небольшом расстоянии от соответствующей стороны каркаса параллельно ей на расстоянии, равном короткому сегменту, отделяющему две линии изгиба каждой пары 8-8' и т.д.
Более короткие стороны прямоугольных пластин 10, формирующих газопоглотительные элементы газопоглотительного насоса, затем вставляются в прорези 4 полосы 3 или прорези 4а полосы 3а. Стороны газопоглотительных элементов 10, которые расположены противоположно сторонам, которые первыми вставлены в прорези 4 или 4а, затем вставляются в соответствующие прорези 4а или 4 в противоположной стороне. Таким образом, следует отметить, что ширина средней полосы 1 или U-образного каркаса подбирается таким образом, чтобы она была немного меньше ширины элементов 10, посредством чего существует возможность удерживать последние внутри прорезей 4, 4а, причем они слегка выступают с обеих сторон.
Для обеспечения того, чтобы указанная длина, на которую каждый газопоглотительный элемент 10 выступает из соответствующей стороны контейнера, была одинаковой, боковые полосы 5, 5а, прикрепленные, как было указано выше, точечной сваркой на концевых полосах 7, 7' (как показано символами * на фиг. 2а), выполняют необходимые боковые удерживающие средства для газопоглотительных элементов 10. Таким образом, они эффективно механически защищены снаружи и термически изолированы, благодаря чему уменьшаются потери облучения и при этом элементы удерживаются на месте со стабильными геометрическими характеристиками газопоглотительного насоса.
Наконец, газопоглотительные элементы 10 закрепляются наложением другой полосы 5 или 5а на другую сторону соответствующей стенки 3 или 3а.
Стабильность геометрических характеристик и сохранение допусков, так же как и повышение жесткости устройства, которое становится легко перемещаемым, достигаются за счет приваривания на сторонах на обоих концах и на середине загнутых концов трех полос 9, 9', 9'' к боковым полосам 3 и 3а после загибания по линиям 12, 12а, ... изгиба. Эти точки сварки также обозначены символами * на фиг.2а.
Согласно другому варианту воплощения настоящего изобретения, газопоглотительный насос можно собирать без использования операций сварки. Для этой цели, как показано на фиг.3, на которой одинаковые ссылочные номера соответствуют подобным элементам, выполняют две пары прорезей, соответственно, 14 и 14' на стороне 3 и 14а и 14'а на стороне 3а, на обеих сторонах снаружи каждой части, снабженной прорезями 4, 4а на боковых полосах 3 и 3а. Подобным образом, второй предварительно сформированный комплект также имеет две полосы 5, 5а, как и в предшествующем варианте воплощения изобретения, которые на их концах имеют два выступающих язычка, соответственно, 17, 17', 17а, 17'а, отделенных от сторон 5, 5а парами направленных в противоположные стороны линий изгиба 18-18', 18''-18''', 18а-18'а, 18''а-18'''а. Кроме того, могут быть выполнены прорези 22, 22а для крепежных элементов 21, 21', которые поддерживают нагревательный элемент 20.
Полосы 5, 5а соединены между собой тремя поперечными полосами 9, 9', 9'', выполненными как единое целое с продольными полосами. Следует отметить, что для этого второго комплекта полос, линия 16 с разрывами, выполненная по всему наружному контуру, включая язычки 17, 17', ... состоит, как и линия 6 первого комплекта, из прорези на всю толщину и имеет перемычки для временного крепления. Такая линия 16 также выполнена для отделения внутренней части полос 5, 5а, соответствующей периметру двух прямоугольников, выполненных этими же полосами и боковыми соединительными частями 9, 9', 9''. На концах последних, в части, граничащей с основными полосами 5, 5а, выполнены простые линии 16' изгиба, тогда как пары линий 18-18',... изгиба выполнены для выполнения изгибов в противоположных направлениях.
На фиг. 4а и 4b газопоглотительный насос показан собранным из предварительно выполненного охватывающего и несущего каркаса, показанного на фиг.3, не требующего сварки его частей. Фактически, когда U-образный каркас выполнен, как было описано выше, одна из двух покрывающих и удерживающих боковых полос 5 или 5а накладывается путем вставки концевых язычков 17, 17' или 17а, 17'а в соответствующие вырезы 14, 14' или 14а, 14'а, выполненные в сторонах 3 и 3а. Короткие части между парами линий 18-18',... изгиба позволяют удерживать боковые полосы 5, 5а параллельно друг другу на расстоянии от сторон 3, 3а, которое, по меньшей мере, равно разности ширины газопоглотительных элементов 10 и дна 1 каркаса. Впоследствии газопоглотительные элементы 10 вставляют в ряд прорезей 4, 4а, вставка производится с наружной стороны полосы 3 или 3а, которая расположена противоположно стороне, к которой уже прикреплена часть 5 или 5а. Путем изгиба по линиям 16', часть 5 или 5а, которая пока не закреплена, приводится в соответствие с частью 3 или 3а, к которой она должна быть прикреплена. Крепеж выполнен путем вставки концевых язычков 17, 17' или 17а, 17'а в соответствующие вырезы 14, 14' или 14а, 14'а, как было описано выше. Совершенно очевидно, что одновременно с вставкой язычков 17,... в соответствующие вырезы 14,..., скобы, образуемые полосами 9, 9', 9'', расположены в поперечном направлении на концах и в середине таким образом выполненного каркаса, обеспечивая получение элементов жесткости каркаса, дополнительно гарантируя стабильность его геометрических характеристик.
Следует отметить, что с использованием этого второго варианта воплощения изобретения, может быть получен каркас, имеющий такие же преимущества и такие же улучшенные качества, которые получают, используя первый вариант воплощения изобретения с применением сварки, выполняя лишь простые и быстрые ручные операции с потерей немного большего количества уходящего в отходы материала. В обоих случаях, преимущества получения каркаса, собранного по существу из одной части, за исключением покрывающих и удерживающих боковых полос, в любом случае выполненных за одно целое с этим каркасом, так или иначе очевидны.
В описанном и проиллюстрированном выше втором варианте воплощения изобретения, особенность разборки и повторной сборки путем простых ручных операций без применения частично разрушительных операций, таких как распайка частей, специально добавлена к качествам, относящимся к компактности, надежности и портативности, также как и к улучшенной термоизоляции, продемонстрированной насосом, соответствующим настоящему изобретению.
Возможные дополнения и/или модификации могут быть сделаны средним специалистом в данной области техники в описанные и проиллюстрированные выше варианты выполнения газопоглотительного насоса, согласно настоящему изобретению, без отступления от объема настоящего изобретения.

Изобретение относится к насосам, работа которых основана на хемосорбции и предназначенным для поддержания вакуума путем поглощения молекул газов. Насос содержит каркас U-образной формы, составляющий единое целое с дном и его сторонами, полученными из одного металлического листа. Каждая сторона имеет ряд из нескольких предварительно вырезанных прорезей, в которые вставлены газопоглотительные элементы. Нагревательный элемент прикреплен к средней полосе, относящейся к дну, и простирается вдоль множества элементов для их нагрева облучением. Предложенный каркас насоса выполнен из единого листа нержавеющей стали, имеющего линии изгиба и линии разреза для легкого выполнения каркаса, при этом сборка на нем газопоглотительных элементов выполняется путем быстрой и безопасной операции, при этом геометрические характеристики насоса заданы с минимальными допусками так, что он может перемещаться без изменения геометрических характеристик и безопасно с точки зрения исключения механических характеристик. 8 з.п. ф-лы, 6 ил.
| US 5324172 А, 28.06.1994 | |||
| НЕРАСПЫЛЯЕМЫЙ ГАЗОПОГЛОТИТЕЛЬ ДЛЯ СОРБЦИОННОГО НАСОСА | 1992 |
|
RU2037649C1 |
| Способ работы высоковакуумного адсорбционного насоса | 1984 |
|
SU1255743A1 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| US 5320496 А, 14.06.1994. | |||
