Изобретение относится к области черной металлургии, конкретно к производству композитных слитков для получения сварочных проволок.
Известен способ изготовления композитной сварочной проволоки, при котором стальную трубу заполняют порошкообразным флюсом, а затем погружают в изложницу с расплавом металла. Расплавленный металл затвердевает вокруг стальной трубки, которую предварительно герметизируют для предотвращения выхода газов в слитке. Затем затвердевший слиток извлекают из изложницы и протягивают для получения сварочной проволоки [Заявка Японии 53-41103. Способ изготовления композиционной сварочной проволоки. Опубликовано 31.10.1978].
К недостаткам такого способа следует отнести то, что при вводе смесей (керамических флюсов и др. ), содержащих несколько компонентов с разными плотностями, возникает неравномерность распределения их по высоте слитка из-за седиментационного расслоения. В то же время введение в слиток плавленых (или керамических) сварочных флюсов (температура плавления большинства которых существенно ниже температуры разливки стали) сопровождается их расплавлением, что влечет за собой уменьшение объема, заполненного флюсующим реагентом. Следовательно, часть слитка (раската сварочной проволоки) окажется без флюсовой сердцевины. Кроме того, при расплавлении компонентов флюса возможно выделение летучих веществ (например, взаимодействие фторида кальция и оксида кремния сопровождается выделением SiF4), что может привести к разрыву изолирующей оболочки композитной вставки и выбросам металла из слитка.
Наиболее близким к заявляемому является композитный слиток [Прототип. SU 19600, СССР. Способ изготовления биметаллической проволоки. Л.Е. Миллер. МКИ B 22 D 19/00, 31.03.1931], содержащий осесимметричную вставку, размещенную в осевой зоне слитка по всей его высоте. Полученная конструкция слитка не позволяет производить четкое дозирование микролегирующих добавок, обычно применяемых для микролегирования стали. В слитке отсутствует полостной объем для ввода характерных количеств флюсующих добавок, необходимых для организации защиты сварочной ванны изолирующей коркой флюса и/или легирующих элементов для легирования и раскисления металла сварного шва, а также связывания других растворенных газов как при сварке в защитных газах, так и открытой дугой (на воздухе).
Задачей данного изобретения является усовершенствование конструкции композитного слитка путем введения изолирующей композитообразующей вставки определенных размеров в поперечном сечении и разделения ее внутреннего объема. Такое усовершенствование позволяет ввести в полость (полости) вставки в слиток (и, далее, проволоку) одно- или многокомпонентные присадки, позволяющие обеспечить при сварке проволокой легирование сварного шва и/или образование флюсовой корки, и/или связывание растворенных в металле и ассимилируемых из окружающей дугу атмосферы газов (кислород, азот, водород) в соединения благоприятной морфологии.
Поставленная задача достигается тем, что в отличие от известных композитных слитков из железоуглеродистых или никелевых сплавов, в том числе микролегированных, согласно изобретению в осевой зоне на высоту тела слитка размещается вертикальная осесимметричная композитная вставка, формирующая одну или несколько изолированных полостей, заполненных добавками легирующих элементов и/или флюсующих композиций, причем отношение площадей поперечных сечений вставки и слитка составляет 0,015-0,45. Секторное или коаксиальное разделение внутреннего объема полости композитной вставки обеспечивает обособленный ввод компонентов сварочных флюсов или других материалов с целью предотвращения образования при нагреве и сплавлении их легкоплавких эвтектик, выделения газов и/или седиментационного расслоения порошков с различными плотностями.
Увеличение площади сечения осевой полости по сравнению с прототипом обусловлено необходимостью введения в сварочную проволоку размещаемых в осевой зоне слитка материалов - флюсующих и легирующих добавок в количестве, достаточном для обеспечения защиты сварочной ванны от воздействия воздуха и/или легирования, а также связывания газов (кислорода и азота) металла сварного шва. Введенные добавки распределяются не по всему объему слитка, а сосредоточены в полости, протяженной по всей высоте тела слитка. Это обеспечивает ввод точно заданного количества легирующих и/или флюсующих добавок в каждом сечении слитка и, далее, по длине раската проволоки.
Пределы отношений площадей поперечного сечения осевой полости и полного сечения слитка, которые затем сохраняются в сварочной проволоке, выбраны исходя из следующих соображений: при площади поперечного сечения вставки менее 0,01 сечения слитка необходимая толщина изолирующей оболочки, оформляющей полость, превышает ее радиус, что существенно повышает стоимость композитной вставки. Кроме того, при повышении температуры разливки металла на 15-20 и более градусов наблюдается потеря конструктивной теплостойкости вставки, что приводит к смещению композитной вставки потоками в слитке и влечет высокую вероятность выхода вставки на поверхность проволоки и высыпание добавки при прокатке и волочении. Кроме того, во вставки таких размеров невозможно ввести добавки легирующих элементов в количестве, обеспечивающем легирование (от 0,2% элемента) сварного шва. Ввиду низкой плотности компонентов флюса (до 1,5 кг/м3) размещаемое в полости таких размеров количество его недостаточно для организации металлургической обработки и шлаковой защиты сварочной ванны.
При отношении площадей поперечных сечений более 0,45 может возникать частичное несплавление оболочки композитной вставки с металлом жидкого ядра слитка и, ввиду высокой скорости кристаллизации жидкого металла матрицы слитка, появляются дефекты снижающие металлургическое качество слитка (глубокая усадочная раковина и выраженная подусадочная пористость, кристаллизационные трещины) и затрудняющие его переработку на заготовку и, далее, проволоку.
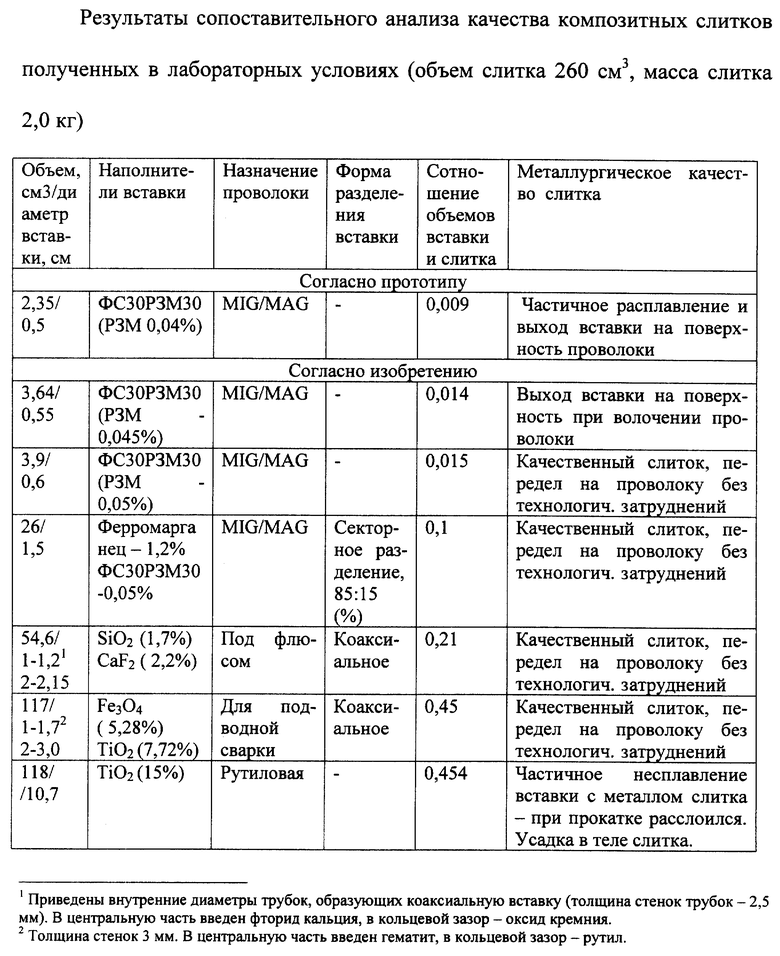
Для подтверждения возможности осуществления и целесообразности применения изобретения в лабораторных условиях был проведен сопоставительный анализ металлургического качества стальных слитков, полученных согласно изобретению и прототипу (см. таблицу). Сварочную проволоку получали из слитков лабораторной выплавки. Металл (сталь Св-08Г2С) разливали в изложницу объемом 260 см3 (масса тела слитка 2 кг) с предварительно установленными в ней композитными вставками. Передел слитка осуществляли прокаткой или изостатическим прессованием на круг диаметром 25 мм и далее волочили на проволоку диаметром 2 мм.
Технико-экономическая эффективность применения композитных слитков с порошковыми вставками для производства сварочных проволок состоит в снижении расхода легирующих элементов, поскольку полностью отсутствует угар добавок, введенных в композитную вставку (равен нулю). Применение предлагаемого композитного слитка существенно расширит возможности металлургического производства в обеспечении как разнообразия сортамента, так и высокого качества сварочных проволок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 2013 |
|
RU2538226C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИТОГО РАСХОДУЕМОГО ЭЛЕКТРОДА | 2011 |
|
RU2456121C1 |
| Способ изготовления отливок для производства стальной сварочной проволоки с флюсовым наполнителем | 1978 |
|
SU685422A1 |
| СПОСОБ ГРАНУЛИРОВАНИЯ ФЛЮСА | 2012 |
|
RU2494847C1 |
| СПОСОБ ДВУХДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ | 2018 |
|
RU2687118C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 1994 |
|
RU2119968C1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ ПОЛЫХ ИЗДЕЛИЙ | 1991 |
|
RU2067914C1 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛЕЙ И СПЛАВОВ В ПРОЦЕССЕ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 2007 |
|
RU2355790C2 |
| Плавящийся мундштук | 1976 |
|
SU580964A1 |
| Способ получения стальных слитков сифоном | 1991 |
|
SU1787064A3 |
Изобретение относится к металлургии и может быть использовано для получения сварочных проволок. Композитный слиток содержит вертикальную осесимметричную вставку, размещенную в осевой зоне слитка по всей его высоте. Вставка выполнена с одной или несколькими секторными или коаксиально расположенными внутренними изолированными полостями, которые заполняются легирующим элементом и/или флюсующей композицией. При этом обеспечивается обособленный ввод компонентов сварочных флюсов или других материалов, что предотвращает образование легкоплавких эвтектик, выделение газов при нагреве и сплавлении компонентов вставки и седиментационное расслоение порошков с различными плотностями. Отношение площадей поперечных сечений вставки и слитка, составляющее 0,015-0,45, обеспечивает конструктивную теплостойкость вставки при введении в нее достаточного для осуществления металлургической обработки и шлаковой защиты сварочной ванны количества легирующих и/или флюсующих элементов. 1 табл.
| SU 19600, 31.03.1931 | |||
| US 4102033, 25.07.1978 | |||
| SU 1147516 A, 30.03.1985 | |||
| Способ получения биметаллической отливки | 1983 |
|
SU1196127A1 |

