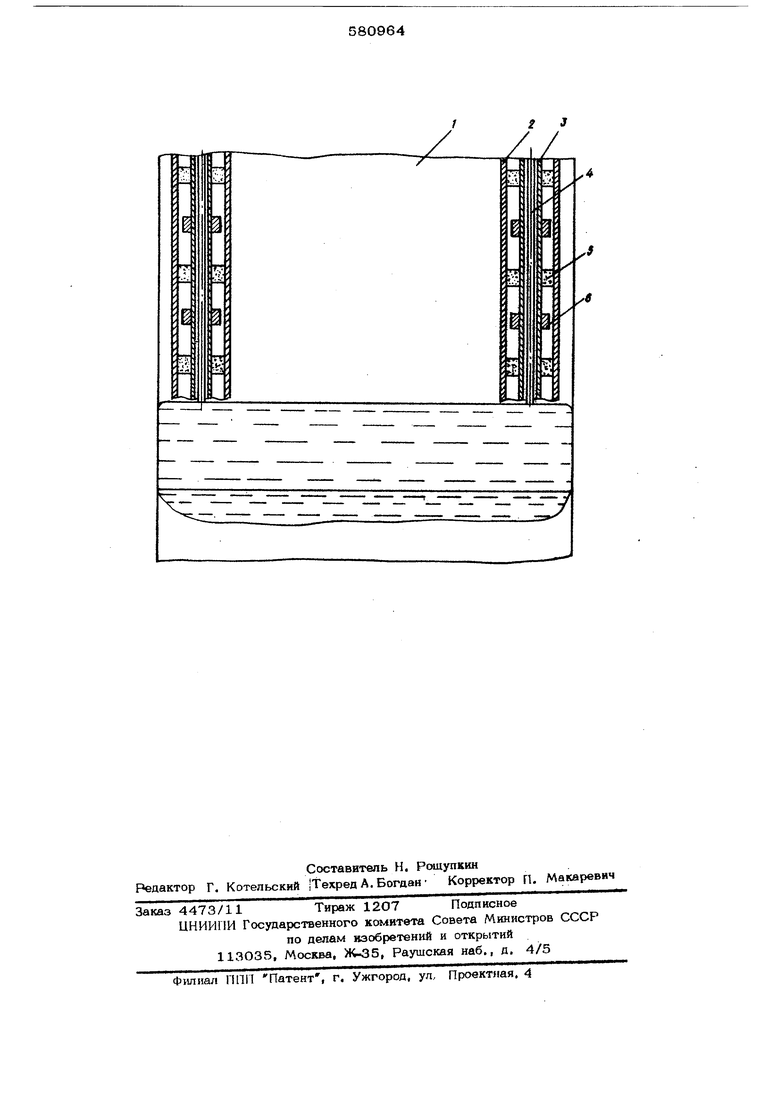
Изобретение относится к сварочному производству, а именно к разработке усовершенствованных плавящихся мундштуков для электрошлаковой сварки. Известен плавящийся мундшт к, состояший из набора пластин и направляющих для прохождения электродной проволоки в сварочную ванну. С целью изопяции плавяше - гося мундштука от свариваемых кромок в прорезях пластин устанавливают электроизопирующие элементы 1 . Недостатком такого мундштука является нарушение изоляции при смятии электроизолирующих элементов, например, при введении мундштука в сварочный зазор.. : Наиболее близким к изобретению по технической сущности и достигаемому эффекту является плавящийся мундштук, содержащий направляющие для прохождения электродной ; проволоки,набор пластин и электроизоляторы, -выполненные из сварочного флюса 2 . Электроизоляторы представляют собой приваренные к направляющим с двух сторон бруски, на которые нанесен сварочный флюс При использовании этого мундштука вслед|ствие различия коэффициентов термического расширения материала мундштука и нетокопровсдаящего покрытия, а также вследствие термодефортлации свариваемых кромок про- исходит растрескивание флюсового покрытия и падение его кусков в шлаковую ванну. Это приводит к ее охлаждению и, как следствие, к сужению провара. Кроме того, покрытие нетокопроводящим материалом всей поверхности мундштука приводит к переполнению шлаковой ванны, что требует дополни-тельной технологической операции - ее слива. Целью изобретения является улучшение качества сварного соединения путем иовышения надежности изоляции и дозированной подачи флюса в зону сварки. Указанна: цель достигается благодаря тому, что прещшгаемый плавящийся мундштук снабжен трубчатыми экранами по числу направляющих, прикрепленными к пластинам и охватываюшими направляющие с электроизоляторами, а электроизоляторы выполнены в вяде втулок, размешеннмх на квправл$поших на расстоянии друг от друга. Кроме того, для дополнительного легирования наплавленного метбшла, на направ ляощих в промежутках между изолирующими втулками размешены легирующие или модифш1нрующие добавки в форме колец, внешний диаметр которых меньше наименьшего внутреннего размера поперечного сечения трубчатых экранов. На чертеже изображен предлагаемый пла вящийся мундштук, общий вки. Плавящийся мундштук состоит из набора пластнм 1, приваренных к трубчатым экранам 2, в которые помешены направляюшие 3 для подачи Электродной проволоки 4 Направляющие 3 изолированы от экранов 2 эпекгроизопягорамн 5 в форме втулок, между которыми расположены добавки 6 из легирующих или модифицирующш элементов. В процессе электрошлаковой сварки происходит расплавление электродной проволоки 4,направляющих 3, пластин 1 и изолирующих втулок 5, обеспечивающих дозированно пополнение шлаковой ванны. Трубчатые экраны могут быть различног профиля, втулки, выполняются, например, из фтЬристого кальция, замеЛанного на жвдком стекне. Втулки установлены на направляющи с шагом, обеспечивающим дозированное пополнение шлаковой ванны, расходуемой на образование коркинаповерхностищва иназапопнение зазоров между кристаллизаторами и изделием. Пример. Был изготовлен плавящийся мундштук, в котором направляющие для прохождения электродной проволоки помещались в трубчатые экраны с внутренним диаметром 20 мм и толщиной стенки 2 мм На направляющие набирались с шагом 2ОО м изоди тющие втулки с внутренним диаметро 12 мм и наружным 20 мм. Между втупкам располагались модифицирующие добавки в виде колец с наружным диаметром 14 мм и высотой 5 мм. Сварка производилась на следующем режиме: U 47-48 В, Л 650-7ОО А, К JU 45-50 мм, V 150 м/ч. Использовали флюс АН 8, толщина свариваемого металла была равна ЗОО мм. Электрошлаковый процесс протекал стабильно и устойчиво. Проведенный химический анализ метал па щва показап равномерное распределение модифицирующих элементов по высоте шва. Предложенный плавящийся мундштук позволяет вести электрошлаковую сварку изделий из сложнолегированных сталей без использования дорогостоящих высоколегированных проволок- обычными стандартнымипроволоками с долегированнем и модифицирова-г нием металла шва через мундштук. Качество сварного соединения улучшается благодаря повышенной надежности изоляции вследствие уменьшения контактного давления на изолирующий материал. Формула изобретения 1. Плавящийся мундщтук, содержащий направляющие для прохождения электродной проволоки, набор пластин и электроизоляторы, выполненные из сварочного флюса, отличающийся тем, что, с целыо улучшения качества сварного соединения путем улучшения качества изоляции и дозированной подачи, флюса в зону сварки, мундщтук снабжен трубчатыми экранами по числу направляющих, прикрепленными к пластинам и охватывающими направляющие с электроизоляторами, а электроизоляторы выполнены в виде втулок, размещенных на направляющих на расстоянии друг от друга. 2. Плавящийся мундштук по п. 1, отличающийся тем, что, с целью дополнительного легирования наплавленного металла, на направл51ющих в промежутках между изолирующими втулками размещены легирующие или модифицирующие добавки в форме колец, внешний диаметр которых меньше наименьшего внутреннего размера поперечного сечения трубчатых экранов. Источники информации, принятые во внимание при экспертизе: 1.Степанов В. В. Справочник сварщика;. М. ,Машиностроение, 1974, с. 192, рис. 99. 2.ПатентСША№ 3558845, кл. 219-73, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрошлаковой сварки плавящимся мундштуком | 1973 |
|
SU450670A1 |
| Способ электрошлаковой сварки | 1979 |
|
SU833396A1 |
| Устройство для сварки плавлением | 1979 |
|
SU1107988A1 |
| Способ управления процессом электрошлаковой сварки | 1980 |
|
SU927455A1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Способ управления процессом электрошлаковой сварки | 1980 |
|
SU927453A1 |
| Способ электрошлаковой сварки | 1957 |
|
SU125324A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ЭЛЕКТРОДАМИ | 2024 |
|
RU2837060C1 |
| Способ сварки | 1978 |
|
SU747660A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ШВОВ В НИЖНЕМ ПОЛОЖЕНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2103133C1 |