Изобретение относится к способам обработки металлических деталей, в частности удалению заусенцев и шероховатостей после штамповки и точения перед гальванопокрытием.
Известны способы обработки заусенцев и шероховатостей с металлических деталей после штамповки и точения посредством абразивного воздействия (Прогрессивные методы абразивной обработки металлов /И.П. Захаренко, Ю.Я. Савченко, В. И. Лавриненко, С.М. Дегтяренко/ под ред. И.П. Захаренко. - К.: Техника, 1990. - 152 с.).
Недостатками этого способа являются высокая трудоемкость, длительность процесса и невысокий класс чистоты обработанной поверхности деталей сложной конфигурации. Кроме того, абразивный способ обработки деталей связан с наличием абразивной пыли, вредной для здоровья.
Наиболее эффективным способом обработки металлических деталей является химическое и электрохимическое полирование (Ямпольский А.М., Ильин В.А. Краткий справочник гальванотехника. /Изд. 3-е, Ленингр. отд. "Машиностроение", 1981. - 189 с.).
Этот способ менее трудоемкий, обеспечивает достаточно высокую производительность за счет быстрого растворения микронеровностей в кислотных электролитах. При этом получают блестящую поверхность обрабатываемой детали с высокой степенью начальной шероховатости, начиная с 8-го класса чистоты. При шероховатости, начиная с 4-ой степени, начальный класс чистоты остается неизменным, поэтому химическое полирование имеет весьма ограниченное применение. Кроме того, использование кислотных электролитов отрицательно влияет на состояние окружающей среды.
Наиболее близким аналогом изобретения можно считать способ обработки металлических деталей, раскрытый в SU 676412, МПК 7 В 23 Н 3/08, 30.07.1979, согласно которому обрабатываемую деталь погружают в электролит в виде водного раствора, который содержит сернокислый аммоний, и подают напряжение. Однако и он не обеспечивает достаточного качества обработки поверхностей деталей.
Задача изобретения - снижение трудоемкости, повышение качества обработки металлических деталей и улучшение экологии производства.
Задача решается тем, что обработку ведут электроимпульсным способом, по которому обрабатываемую деталь погружают в электролит в виде водного раствора, содержащего сернокислый аммоний, подают напряжение, при этом используют 3-5%-ный раствор сернокислого аммония в дистиллированной воде, используют импульсный источник тока и воздействуют на поверхность детали электрическими разрядами.
На чертеже приведена схема электроимпульсной обработки металлической детали: а) - бескислотный раствор; б) - обрабатываемая деталь; в) - парогазовая оболочка; г) - электрический разряд.
Способ осуществляют следующим образом.
В бескислотный раствор (а), состоящий из дистиллированной воды с добавлением 3-5% от объема воды химически чистого реактива: например, соли сернокислого аммония, погружают обрабатываемую деталь (б) и подают напряжение от импульсного источника питания, создавая электрическое поле.
Воздействие электрического поля приводит к образованию импульсных электрических разрядов вдоль всей поверхности детали.
Вследствие интенсивного электролитического процесса вокруг детали образуется парогазовая оболочка (в), в которой возникает электрический разряд (г).
В результате образования электростатической пондеромоторной силы электролит втягивается в парогазовую оболочку в области случайных неоднородностей электрического поля с образованием микроскопических жидких электролитных мостиков. Последние замыкают промежутки между поверхностями детали, парогазовой оболочки и электролитом и взрываются вследствие высокой концентрации в них тепловой энергии.
В результате взрыва образуется ударная волна, под воздействием которой разрушаются острые кромки и микронеровности. После удаления микровыступов продолжается равномерное удаление металла со всей поверхности обрабатываемой детали, т.е. происходит процесс полирования.
Способ электроимпульсной обработки позволяет одновременно удалять заусенцы и полировать деталь любой сложной конфигурации за 1-3 минуты с начальной степени шероховатости 4 класса до конечной степени 14-го класса чистоты.
Способ электроимпульсной обработки обеспечивает низкую трудоемкость и превосходное качество обработки деталей в экологически чистом водном растворе. Особенно высока эффективность обработки медицинского инструмента из нержавеющих сталей.
Процентное содержание химически чистого реактива в дистиллированной воде установлено экспериментально:
при менее 3% - увеличивается время обработки, при более 5% - возрастает температура водного раствора из-за роста интенсивности электрических разрядов.
На данном этапе на способ электроимпульсной обработки металлических деталей после штамповки разработана техническая документация, пригодная для использования на промышленных предприятиях.
Реализация изобретения возможна с использованием недефицитных компонентов отечественного производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОДЯНОГО ПОЛОТЕНЦЕСУШИТЕЛЯ | 2005 |
|
RU2310552C2 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛЕЙ ИЗ МАЛОУГЛЕРОДИСТЫХ СТАЛЕЙ С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ ХРОМА | 2014 |
|
RU2555312C1 |
| Способ электролитно-плазменного полирования изделий из титановых и железохромоникелевых сплавов | 2019 |
|
RU2706263C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ДЕТАЛИ | 2019 |
|
RU2715398C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛОВ | 2013 |
|
RU2537346C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2355829C2 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛЕЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2020 |
|
RU2765553C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2007 |
|
RU2355828C2 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛИ | 2019 |
|
RU2734802C1 |
| СПОСОБ ОБРАБОТКИ ЛОПАТОК ТУРБОМАШИН ИЗ ЖЕЛЕЗОХРОМОНИКЕЛЕВЫХ СПЛАВОВ | 2017 |
|
RU2649128C1 |
Изобретение может быть использовано при удалении заусенцев и шероховатостей после механической обработки металлических деталей. Деталь погружают в электролит в виде 3-5%-ного водного раствора сернокислого аммония в дистиллированной воде и подают напряжение. Используют импульсный источник тока. На поверхность детали воздействуют электрическими разрядами. Способ позволяет повысить качество обработки и улучшить экологию производства. 1 ил.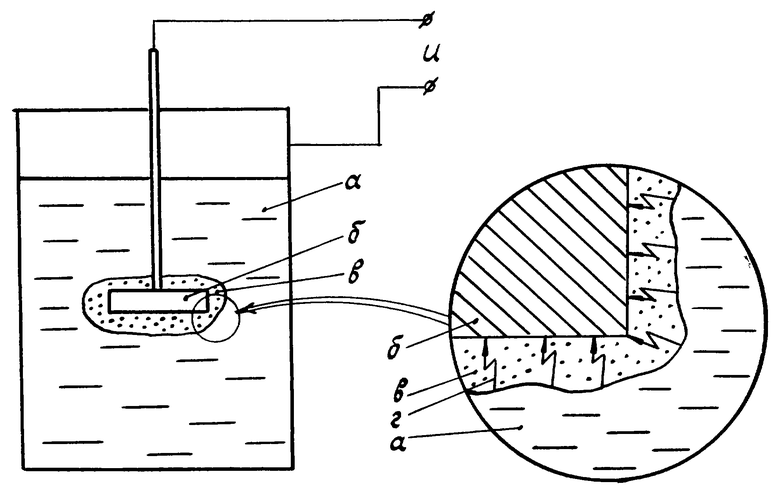
Способ обработки металлических деталей, при котором деталь погружают в электролит в виде водного раствора, содержащего сернокислый аммоний, и подают напряжение, отличающийся тем, что используют 3-5%-ный раствор сернокислого аммония в дистиллированной воде, при этом используют импульсный источник тока и воздействуют на поверхность детали электрическими разрядами.
| Электролит для электрохимической обработки | 1976 |
|
SU676412A1 |
| Способ изготовления отверстий униполярными импульсами тока | 1952 |
|
SU110432A1 |
| СПОСОБ ОКОНЧАТЕЛЬНОЙ ОБРАБОТКИ ШТАМПОВАННЫХ ЗАГОТОВОК ФАСОННЫХ ПРОФИЛЕЙ | 0 |
|
SU195819A1 |
| Способ очистки металлических деталей | 1983 |
|
SU1244216A1 |
| ФРИКЦИОННАЯ ДИСКОВАЯ МУФТА | 0 |
|
SU308246A1 |

