Изобретения относятся к области общего машиностроения и могут быть использованы в различных производственных автоматических линиях, в которых требуется высокоскоростная комплектация деталей переменного количества, а также в механизмах подачи боеприпасов, например, для комплектования модульных метательных зарядов в скорострельных самоходных артиллерийских установках.
Наиболее близким к заявляемому способу является известный способ комплектации деталей по заявке Франции N 2617145, B 65 G 37/00, 1788, согласно которому сначала детали размещают в вертикально расположенном магазине в несколько рядов внутри выдвижных ящиков, затем для следующей технологической операции определяют нужное количество деталей и комплектуют из них набор, подавая их из места хранения в магазине в позицию комплектования деталей, находящуюся вне магазина и расположенную на пути подачи деталей в рабочую зону, причем подачу деталей из каждого ряда магазина в позицию комплектования осуществляют поочередно с помощью двух устройств для перегрузки деталей. После завершения комплектации скомплектованный набор деталей передают в рабочую зону.
Данный способ, хотя и позволяет обеспечить комплектование и подачу различных деталей а нужную рабочую зону, однако применение данного способа ограничено его относительно низкой эффективностью, обусловленной большими затратами времени на выполнение нескольких последовательно выполняемых вспомогательных операций.
Задачей, на решение которой направлено заявляемое изобретение, является повышение эффективности процесса комплектации деталей.
Данная задача решается в первую очередь с помощью технического результата от использования заявляемого изобретения, заключающегося в значительном сокращении времени, необходимого для выполнения всего цикла комплектования и подачи деталей в рабочую зону.
Указанный результат достигается тем, что в известном способе комплектации деталей, согласно которому сначала детали размешают в магазине в несколько рядов, затем для следующей технологической операции определяют нужное количество деталей и комплектуют из них набор, подавая их из места хранения в магазине в позицию комплектования деталей, расположенную на пути подачи деталей в рабочую зону,
во-первых, детали внутри магазина размещают в отдельных ячейках и выдают их в позицию комплектования пошагово, перемещая каждую деталь только внутри магазина,
во-вторых, комплектование деталей, отобранных для следующей технологической операции из разных рядов магазина, между собой производят путем их одновременного размещения на позиции комплектования, выполненной в виде ряда вытянутых в одну линию, направленную в сторону рабочей зоны, пустых ячеек каждого ряда магазина, с замещением пустых ячеек соответствующего ряда магазина.
Особое исходное размещение всех комплектуемых деталей, а также особые условия выполнения операций комплектования деталей позволяют уменьшить число потребных операций процесса и, соответственно, существенно сократить время, необходимое для выполнения данной работы, и, как следствие, позволяет значительно повысить эффективность процесса комплектации деталей.
Возможность осуществления данного способа подтверждается нижеприведенным описанием предлагаемой заявителем оригинальной конструкции установки для комплектации деталей.
Наиболее близким по технической сущности и достигаемому результату от его использования к заявляемому решению является известная конструкция установки для комплектации деталей по заявке Франции N 2617145, B 65 G 37/00, 1988. Такая установка содержит вертикально расположенный магазин, разделенный на ряды, в каждом из которых размещены детали, и выполненный в виде набора ящиков с извлекаемыми деталями, а также механизм передачи деталей на линию, направленную в сторону рабочей зоны, выполненный в виде двух устройств для перегрузки деталей.
Такая установка, хотя и позволяет комплектовать и подавать в рабочую зону в автоматической режиме различные детали в разных сочетаниях, но из-за ее относительно низкой производительности область ее применения ограничена.
Задачей, на решение которой направлено заявляемое изобретение, является повышение эффективности процесса высокоскоростной комплектации и подачи деталей.
Данная задача решается в первую очередь с помощью технического результата от использования заявляемого изобретения, заключающегося в существенном повышении производительности установки за счет значительного сокращения времени, необходимого для осуществления цикла комплектования деталей и подачи от места их хранения до рабочей зоны.
Указанный результат достигается тем, что в известной установке для комплектации деталей, содержащей магазин, разделенный на ряды, в каждом из которых размещены детали, и механизм передачи деталей на линию, направленную в сторону рабочей зоны, магазин выполнен в виде набора параллельно расположенных независимых непрерывных шаговых конвейеров с ячейками под единичные детали, при этом один ряд ячеек, по одной ячейке у каждого независимого непрерывного шагового конвейера, находящихся на одной линии внутри магазина, направленной в сторону рабочей зоны, составлен из пустых ячеек, причем все независимые непрерывные шаговые конвейеры выполняют также функцию механизма передачи деталей на линию, направленную в сторону рабочей зоны.
Предлагаемое изобретение пояснено чертежами, на которых
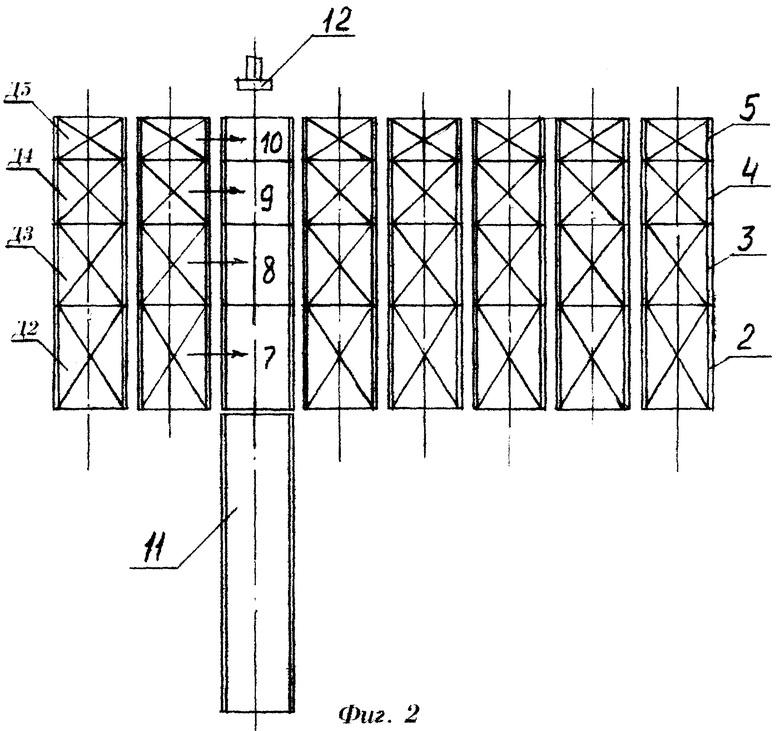
- на фиг.1 изображена конструкция заявляемой установки для комплектации деталей (вид спереди); деталей, намеченных для подачи в рабочую зону;
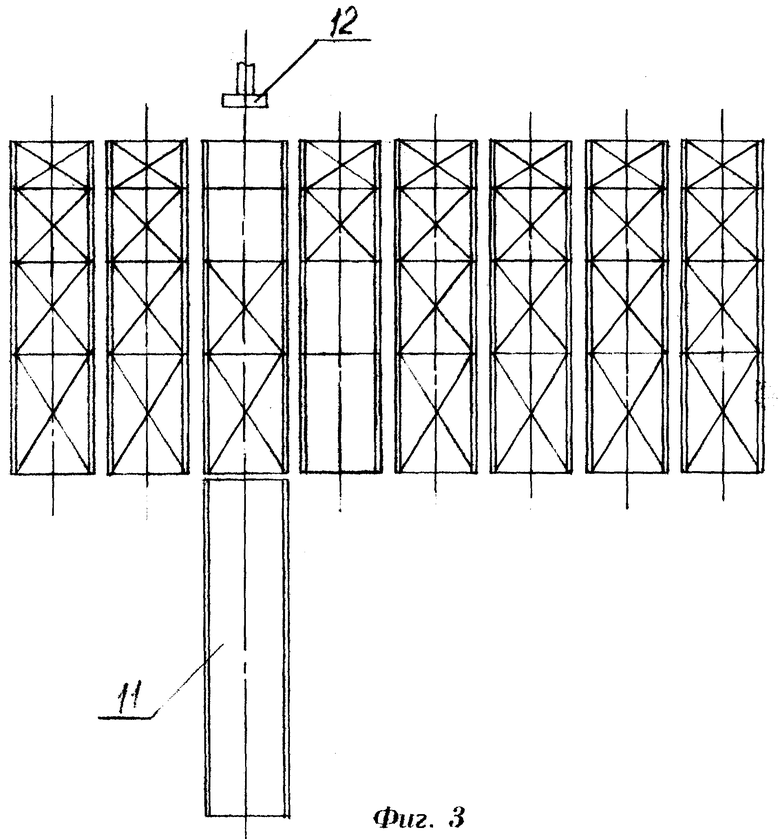
- на фиг.2 изображена развертка заявляемой установки для показа конструкции непрерывных шаговых конвейеров;
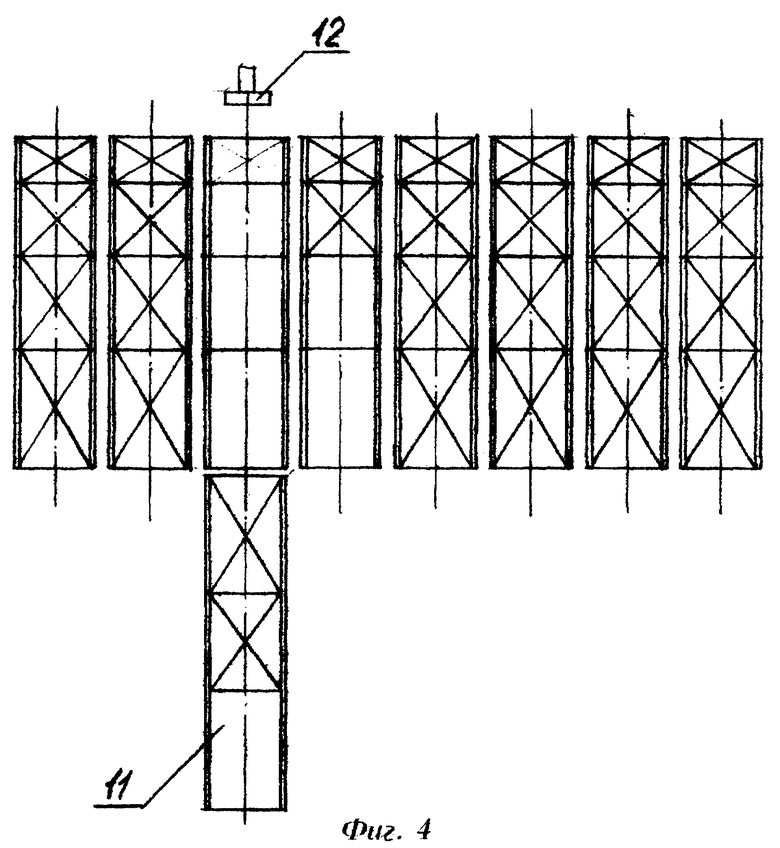
- на фиг. 3 изображена заявляемая установка в момент завершения комплектования деталей;
- на фиг.4 изображена заявляемая установка в момент завершения подачи в рабочую зону набора деталей.
Предлагаемая установка для комплектации деталей содержит магазин 1, разделенный на ряды, образованные параллельно расположенными независимыми непрерывными шаговыми конвейерами 2, 3, 4 и 5, в ячейках каждого из которых размещены детали: Д2, Д3, Д4, Д5, причем в ячейках каждого независимого непрерывного шагового конвейера 2, 3, 4, 5 расположены детали одного типа.
При этом для организации позиции комплектации 6 деталей один ряд ячеек 7, 8, 9, 10 каждого непрерывного шагового конвейера 2, 3, 4 и 5, находящихся на одной линии, направленной в сторону рабочей зоны 11, в исходном положении установки составлен из пустых ячеек, причем все независимые непрерывные шаговые конвейеры 2, 3, 4 и 5 выполняют также функцию механизма передачи деталей на линию, направленную в сторону рабочей зоны 11.
Для перемещения деталей Д2, Д3, Д4, Д5 из позиции комплектации в рабочую зону 11 имеется толкатель 12.
Работа предлагаемой установки осуществляется следующим образом.
1 этап. ЗАГРУЗКА.
Перед началом работы установки во все независимые непрерывные шаговые конвейеры 2, 3, 4 и 5 загружают детали Д2, Д3, Д4, Д5, проворачивая поочередно каждый конвейер на один шаг, до полного заполнения всех ячеек всех конвейеров, кроме ячеек 7, 8, 9, 10, которые после завершения загрузки оставляют пустыми.
2 этап. ОСНОВНОЙ РАБОЧИЙ ЦИКЛ КОМПЛЕКТАЦИИ
В начале этого цикла определяют какие именно детали и сколько нужно для подачи в рабочую зону 11. После этого с помощью системы управления (на чертеже не показана) дают сигнал на подачу нужных деталей на место некоторых или всех пустующих ячеек 7, 8, 9, 10 (см. фиг.3).
После завершения комплектации детали с помощью толкателя 12 (см. фиг.4) подают в рабочую зону 11.
После возврата толкателя 12 в исходное состояние установка готова к немедленному повторению цикла.
Использование предлагаемых изобретений позволяет
1. Существенно повысить эффективность работ по высокоскоростной комплектации и подаче деталей от места их хранения в магазине до рабочей зоны путем значительного сокращения времени, необходимого для осуществления всего цикла работ.
2. Повысить производительность установки за счет исключения нескольких лишних вспомогательных операций.
3. Повысить надежность работы установки путем упрощения ее конструкции.
4. Повысить удобство обслуживания установки как в стационарных, так и в полевых условиях.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННЫЙ УЧАСТОК РЕЗКИ И СВАРКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 2001 |
|
RU2208506C2 |
| УСТАНОВКА ПРЕССОВАНИЯ | 2001 |
|
RU2207953C2 |
| Способ комплектования печатной корреспонденции, установка для его осуществления и устройство для поштучной выдачи и транспортировки корреспонденции | 1990 |
|
SU1750748A1 |
| МЕХАНИЗМ ДВУХСТОРОННЕЙ ПОДАЧИ БОЕПРИПАСОВ АРТИЛЛЕРИЙСКОЙ УСТАНОВКИ | 2002 |
|
RU2223457C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191082C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ШПАЛ ОТ РАСТРЕСКИВАНИЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1999 |
|
RU2181810C2 |
| СПОСОБ И АППАРАТУРА ДЛЯ СБОРКИ КОМПЛЕКСНОГО ИЗДЕЛИЯ В ПАРАЛЛЕЛЬНОЙ СИСТЕМЕ ПОДГОТОВКИ ПРОДУКЦИИ | 2008 |
|
RU2422258C2 |
| МНОГОШПИНДЕЛЬНЫЙ СТАНОК С УСТРОЙСТВОМ ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА И СПОСОБ СМЕНЫ ИНСТРУМЕНТА НА ЭТОМ СТАНКЕ | 2001 |
|
RU2210466C2 |
| СПОСОБ СБОРКИ ДВЕРЕЙ АВТОМОБИЛЯ И СБОРОЧНАЯ ЛИНИЯ | 2012 |
|
RU2509023C9 |
| МЕХАНИЗМ ЗАГРУЗКИ ВРАЩАЮЩЕГОСЯ КОНВЕЙЕРА | 1999 |
|
RU2165060C2 |
Изобретение относится к способу и установке для комплектации различных деталей, которые можно успешно применять в различных высокопроизводительных производственных автоматических линиях, а также в высокоскоростных механизмах подачи артбоеприпасов, например в самоходных артиллерийских установках. Способ комплектации деталей заключается в том, что сначала детали размещают в магазине в несколько рядов, затем для следующей технологической операции определяют нужное количество деталей и комплектуют из них набор, подавая их из места хранения в магазине в позицию комплектования деталей, расположенную на пути подачи деталей в рабочую зону. Детали внутри магазина размещают в отдельных ячейках и выдают их в позицию комплектования пошагово, перемещая каждую деталь только внутри магазина. Комплектование деталей, отобранных для следующей технологической операции из разных рядов магазина, между собой производят путем их одновременного размещения на позиции комплектования, выполненной в виде ряда вытянутых в одну линию, направленную в сторону рабочей зоны, пустых ячеек каждого ряда магазина, с замещением пустых ячеек соответствующего ряда магазина. Установка для комплектации деталей содержит магазин, разделенный на ряды, в каждом из которых размещены детали, и механизм передачи деталей на линию, направленную в сторону рабочей зоны. Магазин выполнен в виде набора параллельно расположенных независимых непрерывных шаговых конвейеров с ячейками под единичные детали. Один ряд ячеек, по одной ячейке у каждого независимого непрерывного шагового конвейера, находящихся на одной линии внутри магазина, направленной в сторону рабочей зоны, составлен из пустых ячеек. Все независимые непрерывные шаговые конвейеры выполняют также функцию механизма передачи деталей на линию, направленную в сторону рабочей зоны. Повышается эффективность процесса высокоскоростной комплектации и подачи деталей. 2 с.п. ф-лы, 4 ил.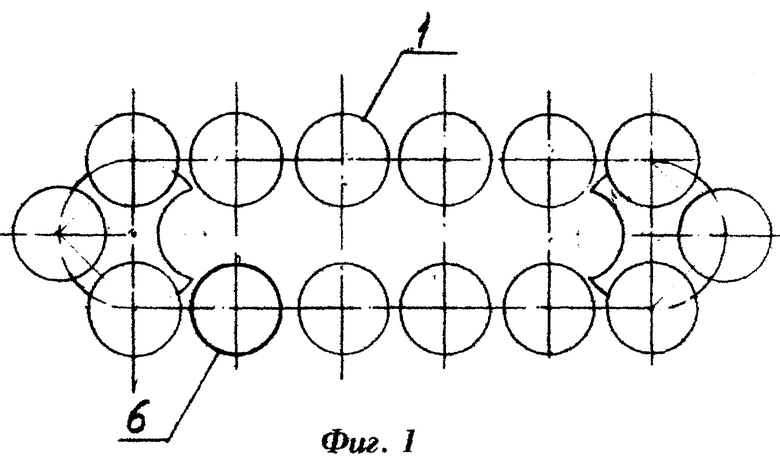
| Способ контроля технического состояния подъёмного каната | 2015 |
|
RU2617145C1 |
| Групповая автоматическая поточная линия | 1950 |
|
SU97213A1 |
| Конвейерная система для сбора и транспортирования металлической стружки | 1988 |
|
SU1553464A1 |
| Загрузочное устройство | 1985 |
|
SU1250441A1 |
| ВЕЙСМАН В.Ф | |||
| Шагающие конвейеры | |||
| -М.: Машиностроение, 1976, с.57-58, рис.28. | |||

