ИаБвстны звюызгичеокие линии, а «акме ряд взаянносвязанных отдельных автоматических линий, агрегатов, автоматических складов, комплекхуоцнх устройств для регулирования числа одновременно переиацааных нвделнй с лрикенением транспортирующих устройств периодического я непрерывного действия, предназначенные для одновременного и параллельного квгосовлвния, хранения и транспортировки только однородных яаделмИ, только одяого нвииенования я только одного размера, например: роликов, гуоввнц для трактора, подвипниковых колец, поршневых колец, пораввй я др. .
Предлагаемая групповая автоматическая (многопоточнвя) ляняя оовсояцая из нескольких, от 4 до 12 и более, отдельных вавЕМОдвйотвувщях хяяяй, суцественно отличается тем, что составляющие ее основные агрегаты - ав матичеокие магазинные накопители (склады), автоматические питателя (кокплектухщие устройства), подающие в линию изделия, и транспортирующие устройства являются общими, как для отдельных линий, так и групповой авгоматвческой линии, предназначенной для одновременного параллельного последовательного изготовления, хранения и транспортирования вв только однородных, но и разнородных изделий одного я нескольких различных наямввований изделий от 4 до 12 и более типоразмеров подоипниковых колец иля подобных ш изделий. Двйохвяе блоке автонатичвоких линий в охличяе от упомянутых выше индивидуальных линий ооноввно на следуюяях принципах:
1.В блоке авюнатических лиеай иогус одновременно и параллельно обрабатываться детаяи нескольких типоразмеров от и более наименований, близких по технологичеокоыу признаку к конотруктивныи разнераи с отклоненияня в габаритах it 25%.
2.Запас заготовок деталей всех типоразмеров в начале блока линий хранится в специальных аккумуляторах, емкость которых рассчитана на обеспечение работы линии от 1/4 до полной смены. Рядом стояций аккумулятор в это рремя загружается заготовками для работы линии в следуоцей смене. Подача заготовок о заданным ритмом из аккумулятора на линию к станкам осуществляется автоматически - ритмопитателем, заключенным в самом аккумуляторе или стоящим рядом.
3.Станки осуществляют обработку в линии не как единый механизм, последовательно выполняющий отдельные операции, а вполне независимо и параллельно один другому взаимно связанными группами или в сочетании групп и отдельных станков.
4.Блок автоматичеоких линий не требует специализированных или специальных станков; для его построения могут быть использованы токарные одног и многомпиндельные полуавтоматы при любом количестве операций.
Блок автоматических линий позволяет при вынужденной остановке какоголибо станка или группы станков отдельной линии не прерывать работу остальных станков. 6 линии предусмотрен аапас деталей в желобах линии, я станки, выполняющие последующие операции, продолжают работать, питаясь атим запасом.
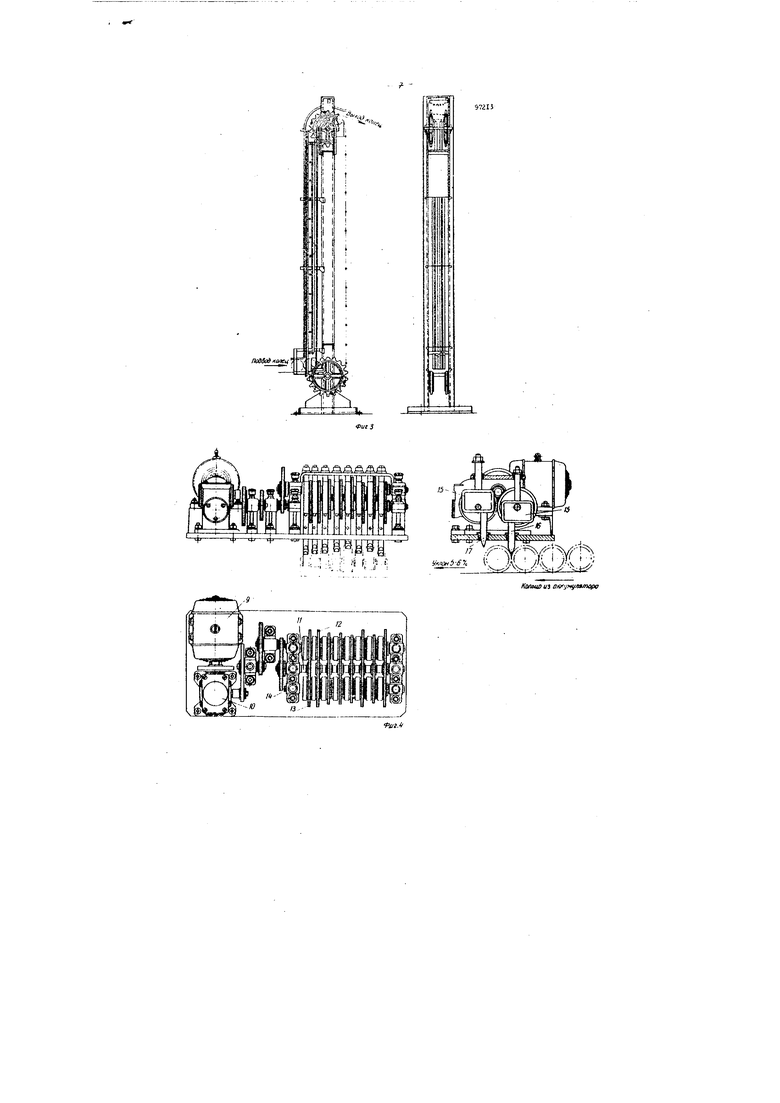
На фиг.1 изображен общий вид групповой автоматической поточной многожелобчатой линии; на фиг.2 - аккумулятор для накапливания колец; на фиг.Змногожелобчатый подъемник; на фиг. 4 - ритмопитатель, создающий заданный ритм работы линии; на фиг. 5 - делительный механизм, который регулирует подачу колец.
Наружные кольца со штабеля 1г подаются вспомогательным транспортером 1 к загрузочному столу 2, с которого подъемником Ш направляются по желобчатым лоткам 3 в аккумулятор П, который показан на отдельном чертеже, и через ритмопитатель 1У, создающего заданный ритм блоку линий, и далее по
ручью I-p нногожвлобчатого главного транспортере 4 попадают одноврвиввво через допояниеедьвый ыеханизм 7 показанный также ва отдагьноы чертеже, после чего к двуы сгашсаы 17 и 18 на первую операцию для обточки по отверстию я первого торца.
Обточенные кольца на первой операции, попадают на подъемник ffl, откуда обратной нижней ветвью главного транспортера 4, подаютсн к оташсан 15 и 16 на вторую операцию для обточки по наружной цилиндрической поверхности и второго торца.
При поиощи подводящих желобов, как и на предыдущих станках, кольца со станков первой и второй операций направляются на подьемник О, который передает их на главный транспортер 4 для дальнейшего следования к отделочным станкам lOt и 102 третьей токарной операции, на которых вытачивают желоба для тел качения.
После выточки желобсв кольца с указанных станков направлшотся на подъемник ffi, которым передаются на главный транспортер 4 и далее иа групповой контрольный пункт 5 к соответствующим контрольным аппаратам б в после проверки колец по всем параметрам, последние следуют на пресс 7 для нанесения клейма на одной из торцов, после чего направляются на склад перед термический цехом.
Внутренние кольца со штабеля А подаются тем же вспомогательным транспортером к загрузочному столу 2, о которого подъемником В направляются по желобчатым лоткам 3 в аккумулятор П н через ритмопнтатель 1У, и далее по ручью 5-р много-желоочэтого главного транспортера 4 попадаю одновременно через делительный иеханиам У, после чего к двум станкам 4 я б на первую операцию для обточки по отверстию н первого торца.
Обработанные кольца на первой операции, попадают на подъемник Ш, откуда передаются на станки ь и 5 на вторую операцию для обточки по наружной цилиндрической поверхности и второго торца, после чего к двум станкам 4 и 6 на первую операцию для обточки по отверстию и первого торца.
Обработанные кольца на первой операции, попадают на подъемник Ш, откуда передаются на станки 3 и 5 на вторую операцию ддя обточки по наружной цилиндрической поверхности и второго торца, после чего теми же подьемникаии передаются в тог же ручей 5-р много-желобчатого главного транспортера 4.
На главном ыного-жвлобчаюи хранспоргере против стенка 129 третьей операции по выточке желобов для тел качения, в ручье 5-р, по котороку следуют внутренние кольца 808, сделаны люки, благодаря ноторш кольца, проваливаясь, попадают на отводящий жалоб к станку 129, после обработки на этоы станке вновь возвращается в тот же ручей 5-р транспортируются на контрольнЕ1й пункт 5 к пункту, отведенному контрольным аппаратом б и после проверки этих колец по всем параметрам они следуют на пресс 8 для нанесеЛия клейма на торце, после чего направляются на склад перед термическим цехом.
На этом заканчивается технология обработки токарных операций и проверка на контрольных аппаратах перед клеймением по торцам наружного и внутреннего колец подшипника качения.
Групповой аккумулятор П предназначен для создания задела на складе перед блоком автоматических линий, а также мехду токарными полуавтоматами, обрабатывающими параллельно несколько деталей в блоке автоматических линий. Групповой аккумулятор представляет иа себя многоэтажную установку гравитационного много-желобчатого лотка, дно которого выполнено ступенчатой в поперечном сечении формы для хранения разных размеров деталей.
Для вертикального или наклонного перемещения деталей подшипников качения при загрузке групповых аккумуляторов, применен вертикальный или наклонный многожелобчатый подгемник Ш, также для подъема обработанных колец со станков и подачи их на главный транспортер надземного типа.
Вертикальные подъемники - транспортеры для загрувки аккумуляторов состоят из количества желобов, равному числу последних у Аккумуляторов, а также большему или меньшему количеству. Вертикальные подъемники у станков обычно ставятся 2,3 и 4-х желобчатые по количеству обслуживаемых ими станков.
Групповой ритмопитатель 1У осуществляет подачу деталей /колец/ разных типоразыеров, находящихся в аккумуляторе, которые направляются им на главный транспортер через строго определенный промежуток времени между двумя параллельными операциями, т.е. одного ритма.
Ритмопитатель 1У получает вращение от электромотора 9 через червячный редуктор 10, для уменьшения числа оборотов ведущего вала II, на который насаживаются ведущие шестерни 12 в количестве равном числу желобов;
зги шестерни соединяются в свою очередь с ведоиыыи шестернями 13, не веду If, причем один ооорох этюс шестерен составляет для каждой детали ритм, который определяется подбором ведущих и ведомшс нюотврен ва валах.
На ведомые вестерни 18 насаживаются рзмки 15, вовдвйствующие ори каждом обороте на отсекатели 16 и 17, которые, поднимаясь по очередк, пропускают одво кольцо на транспортер.
Стрелочные двигатели 7 применяются при наличии меньаего количества желобов у вертикального или наклонного подъемника.
Стрелочные двигатели также регулируют направление движения коявц в ручьи главного транспортера.
1.Групповая автоматическая поточная линия, состояцая (з нескольких параллельно расположенных поточных линий, каждая из которых преднааначева для токарной обработки подшипниковых колец одного твпо-размера вли других подобных деталей на токарных полуавтоматах с применением общего многожег лобчатого транспортера, отличающаяся тем, что,с целью обеспечения нежоперадионного аккумулирования колец, применены магазинные накопителя, оостоя1|Вв по количеству типоразмеров обрабатываемых колец из секций, ка10|ая из которых выполнена в виде зигзагообразно расположенных один вад другим ваклонных лотков.
2.Форма выполнения авгоыатической поточной линии по п.1, отличаюцаяся тем, что, с целью обеслечвния поштучной выдачи колец из магазинных вакопителвй в параллельно расположенные поточные линии в соответствии с вх расчетной производительностью, применен групповой накопитель, состояцвй
по количеству типо-разиеров обрабатываемых колец из секций, кажда{} из которых состоит из одной ведущей и двух ведомых шестерен, снабженных кривошипами, взаимодействующими с кулисами, несущими штифты, попеременно пропускающие кольца, поступающие под действием силы тяжести, к многосекцвовному цепному подъемнику.
5.97213
ПРЕДНЕТ ИЗОБРЕТЕНИЯ
BjoSfom
ЙЩ
1Ш111ШШШ
piimujHiuu
шиишшш
риидши;
щщшмиш
даццуш)
WmmymiH
рщашу
noOSod
rr±L.
57гп






Iй/ (
f ,A../
Пола/ сиш: Ф
Положение
ful.S
