Изобретение относится к обработке металлов давлением, в частности к механическому оборудованию прокатных цехов.
Известен агрегат поперечной резки полосы, содержащий правильную машину и ножницы поперечной резки полосы, а также систему управления для остановки полосы перед резом, по сигналу которой отводятся верхние ролики правильной машины в холостое положение посредством гидроцилиндров.
Агрегат обеспечивает достаточную точность реза [1] Недостатком этого устройства является сложность системы управления.
Известен агрегат поперечной резки полосы, содержащий правильную машину, барабанные летучие ножницы, а также профилированную вогнутую проводку и упругий прижим для уменьшения продергивания полосы в роликах правильной машины [2] Недостатком этого устройства является погрешность в точности порезки при прохождении утолщенной полосы через правильную машину вследствие увеличения угла охвата роликов полосой и соответственно изменения скорости движения полосы.
Задача изобретения заключается в обеспечении компенсации изменения угла охвата роликов при утолщении полосы.
Эта задача решается следующим образом: в известном агрегате поперечной резки полосы, содержащем роликовую правильную машину с двумя кассетами правильных роликов и летучие ножницы, одна кассета правильных роликов подпружинена относительно другой в направлении, перпендикулярном плоскости правки. При прохождении утолщений полосы через правильные ролики подпружиненная кассета отжимается, угол охвата роликов полосой практически не изменяется, скорость выхода полосы из машины остается неизменной, соответственно сохраняется точность порезки.
На чертеже изображено устройство, общий вид.
Агрегат поперечной резки полосы содержит роликовую правильную машину 1 с двумя кассетами 2 и 3 правильных роликов 4 и последовательно установленные летучие ножницы 5. Кассета 3 смонтирована на регулируемых пружинных опорах 6.
Агрегат работает следующим образом.
Полоса 7 задается в правильную машину 1, в которой осуществляется правка, после чего ножницами 5 производят порезку полосы на листы. При прохождении утолщенных участков полосы через роликоправильную машину 1 кассета 3 отжимается на пружинных опорах 6 в направлении, перпендикулярном плоскости правки. Угол охвата роликов утолщенными участками при этом практически не изменяется, скорость полосы на выходе из роликоправильной машины также не изменяется, соответственно сохраняется точность порезки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| АГРЕГАТ ПОПЕРЕЧНОЙ РЕЗКИ ПОЛОСЫ | 2002 |
|
RU2240900C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Способ обработки горячекатанных полос | 1989 |
|
SU1668429A1 |
| Установка для резки полосового проката | 1981 |
|
SU1006105A1 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| Агрегат поперечной резки полосы | 1979 |
|
SU872057A1 |
| РЕЖУЩЕЕ УСТРОЙСТВО | 1996 |
|
RU2103118C1 |
Использование: обработка металлов давлением, порезка полосы на мерные длины. Сущность изобретения: агрегат поперечной резки полосы содержит роликовую правильную машину 1 с двумя кассетами 2,3 правильных роликов 4 и последовательно установленные летучие ножницы 5. Кассета 3 подпружинена регулируемыми пружинными опорами 6 к кассете 4. 1 ил.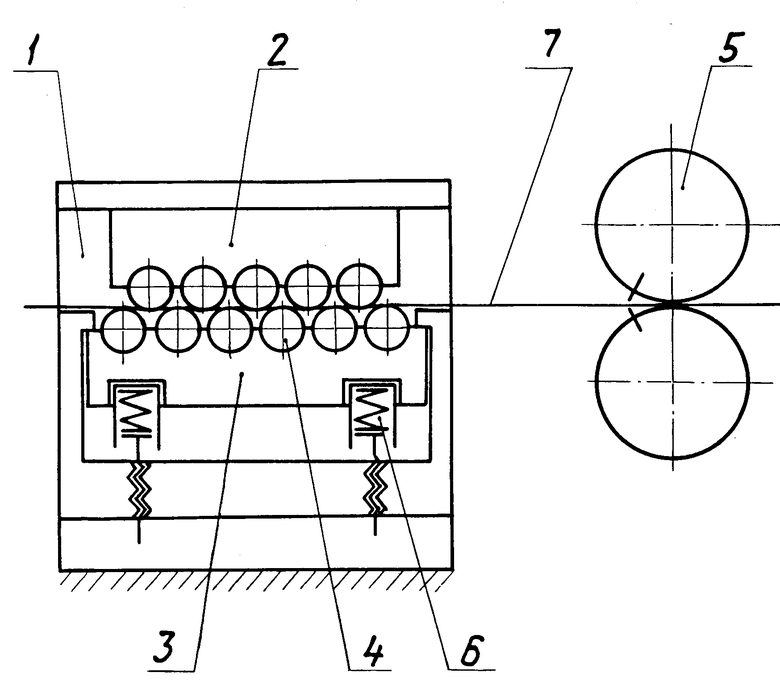
АГРЕГАТ ПОПЕРЕЧНОЙ РЕЗКИ ПОЛОСЫ, содержащий роликовую правильную машину с двумя кассетами правильных роликов и летучие ножницы, отличающийся тем, что одна кассета правильных роликов подпружинена относительно другой в направлении, перпендикулярном плоскости правки.
| Агрегат поперечной резки полосы | 1979 |
|
SU872057A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
