Изобретение относится к способам наплавки неплавящимся электродом и может быть использовано для автоматической наплавки тонкостенных лезвийных поверхностей деталей во всех отраслях промышленности.
Известен способ дуговой наплавки неплавящимся электродом, при котором подают присадочную проволоку в сварочную ванну и воздействуют на сварочную ванну кристаллизатором (а.с. СССР 1540981, В 23 К 9/16, 1987).
Недостатком известного способа является сравнительно большой объем сварочной ванны, а наплавленный валик имеет большие припуски под механическую обработку.
Наиболее близким по технической сущности является способ дуговой наплавки неплавящимся электродом, при котором создают сварочную ванну, подают присадочную проволоку в сварочную ванну и воздействуют на сварочную ванну кристаллизатором (патент РФ 2078655, В 23 К 9/04, 1994).
Недостатком известного способа является сравнительно большой объем сварочной ванны, а наплавленный валик имеет большие припуски под механическую обработку.
Техническим результатом изобретения является уменьшения диаметра наплавляемого валика при наплавке лезвийных поверхностей деталей.
Технический результат достигается тем, что при наплавке неплавящимся электродом в сварочную ванну подают присадочную проволоку, производят возмущение хвостовой части единичной сварочной ванны и одновременно ее растяжение присадочной проволокой.
Заявитель не обнаружил технических решений, в которых присадочная проволока при автоматической наплавке производит возмущение хвостовой части единичной сварочной ванны и одновременно растягивает.
На чертеже показаны фазы процесса наплавки.
Способ реализуется следующим образом.
В зону наплавки подводят сварочную головку 1 с неплавящимся электродом и присадочную проволоку 2 до контакта с наплавляемой поверхностью 3 (черт. а). Включают установку, подают ток. Присадочная проволока 2 образует единичную сварочную ванну 4 (б), которая перемещается вместе с наплавляемой поверхностью 3 при перемещении детали. Присадочная проволока 2 оплавляется, отрывается от сварочной ванны 4 (в) и головная часть единичной сварочной ванны 4 перемещается в хвостовую часть, образуя наплыв в виде капли (г). При отрыве присадочной проволоки 2 от единичной сварочной ванны 4 присадочная проволока 2 подается в головную часть единичной сварочной ванны 4 до контакта с единичной сварочной ванной 4 (д). Производят возмущение хвостовой части единичной сварочной ванны 4. Собравшаяся в каплю единичная сварочная ванна 4 растягивается по наплавляемой поверхности 3 (е). Объем единичной сварочной ванны 4 остается постоянным, но диаметр наплавочного валика уменьшается. При этом одновременно хвостовая часть единичной сварочной ванны 4 кристаллизуется, а присадочная проволока 2 оплавляется и отрывается от сварочной ванны 4. Цикл повторяется.
Пример конкретного выполнения.
В автоматическом режиме производят наплавку тонкостенной детали (материал детали ЭП 648, ширина детали 1,5 мм) на высоту 0,8 - 1,0 мм с использованием присадочной проволоки ЭП-648 диаметром 1,6 мм. Скорость наплавки 10 м/ч. Источник питания ВСВУ - 400, ток наплавки 50-55 А. Скорость подачи присадочной проволоки 50-70 м/ч.
В зону наплавки подводят сварочную головку и присадочную проволоку. Присадочную проволоку подводят до контакта с наплавляемой поверхностью. Включают установку, подают ток, ведут наплавку.
Средняя высота наплавленного валика составляет 1,1 мм.
При равномерной подаче присадочной проволоки без отрывов от сварочной ванны средний диаметр наплавленного валика составляет 2-2,5 мм.
При автоматической наплавке лезвийных поверхностей деталей экономится присадочная проволока, повышается качество наплавки, повышается производительность при механической обработке наплавленных поверхностей.
Изобретение может быть использовано для автоматической наплавки тонкостенных лезвийных поверхностей деталей. Наплавку производят с подачей присадочной проволоки в сварочную ванну. При этом производят возмущение хвостовой части единичной сварочной ванны и одновременное ее растяжение присадочной проволокой. Способ позволяет получить наплавленные валики малого диаметра, повысить качество наплавки и производительность при последующей механической обработке наплавленных поверхностей. 1 ил.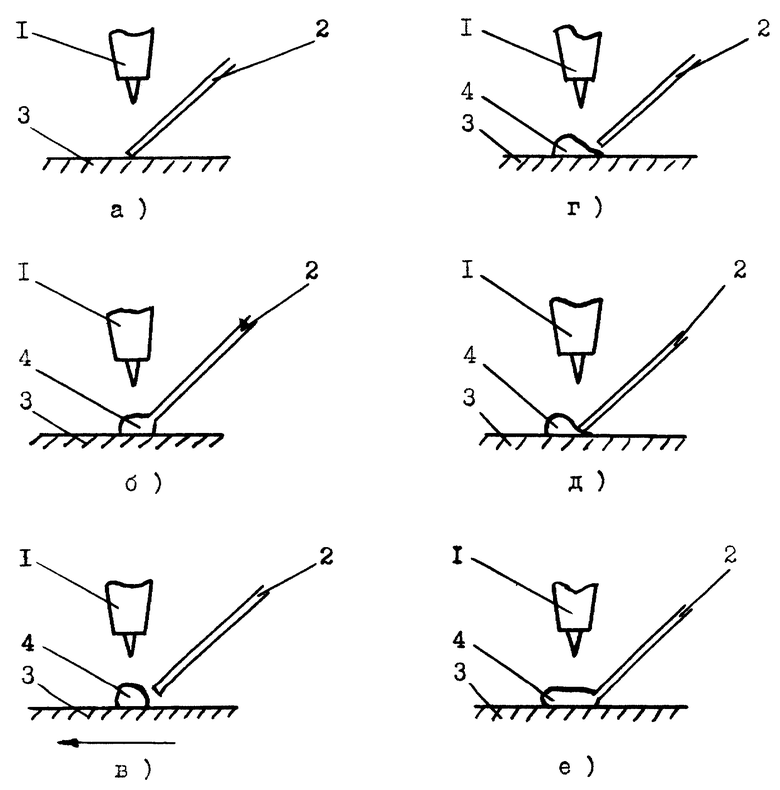
Способ дуговой наплавки неплавящимся электродом, при котором в сварочную ванну подают присадочную проволоку, отличающийся тем, что производят возмущение хвостовой части единичной сварочной ванны и одновременное ее растяжение присадочной проволокой.
| СПОСОБ НАПЛАВКИ ТОНКОСТЕННЫХ ЭЛЕМЕНТОВ ИЗДЕЛИЙ И СВАРОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078655C1 |
| Устройство для дуговой сварки плавлением | 1985 |
|
SU1286368A1 |
| 0 |
|
SU235867A1 | |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2074071C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1991 |
|
RU2053073C1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |

