Изобретение относится к сварочному производству, а именно к устройствам для дуговой сварки плавлением и наплавки электрической дугой, плазмой или другими источниками тепла, включающими подачу дополнительной присадочной проволоки в сварочную ванну.
Цель изобретения - повышение качества сварки за счет расплавления присадочной проволоки в определенном месте плавильного пространства.
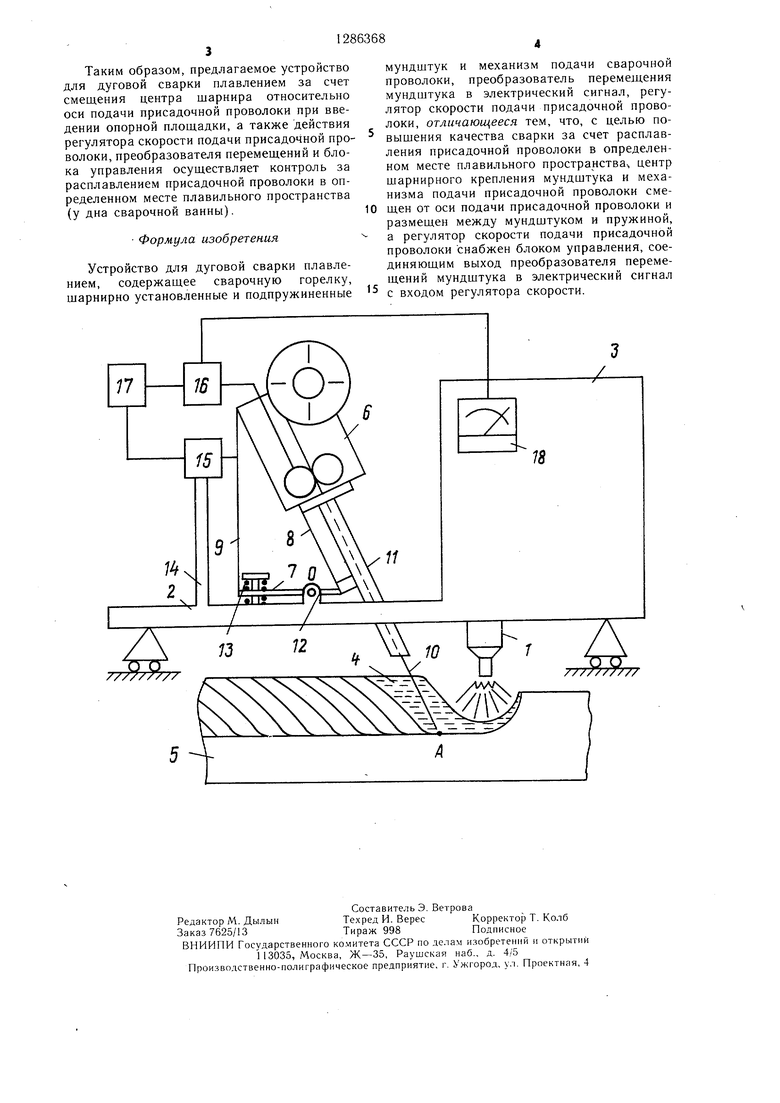
На чертеже схематично показано устройство для контроля процесса дуговой сварки плавлением, общий вид (сварочная вап- на показана в разрезе).
Устройство содержит сварочную горелку 1, закрепленную на основании 2 сварочного автомата 3, образующего ванну расплавленного металла 4 на поверхности основного металла 5, механизм 6 подачи присадочной проволоки с плавным регулированием
10
15
0 не вызывала изменения сигнала преобразователя 15 перемещений. Преобразователь 15 перемещений жестко закреплен через щтангу 14 на основании 2 сварочного автомата 3 и фиксирует минимальные перемещения элемента 9 жесткости, связанного с наклонной плоскостью 8. Минимальные перемещения наклонной плоскости 8 возникают только в момент касания присадочной проволокой дна сварочной ванны, в данном случае в точке А.
С помощью сварочной горелки 1 при движении сварочного авто.мата 3 формируют ванну расплавленного металла 4 на поверхности основного металла 5. Через 3 с, необходимые для стабилизации формы и размеров ванны, начинают подачу присадочной проволоки подогретой или холодной. Для обеспечения расплавления присадочной проволоки в определенном месте плавильскорости подачи в щироких пределах, жест- 20 ото пространства (у дна сварочной ванны) ко закрепленный на опорной площадке, ко- скорость подачи проволоки увеличивают ре- торая представляет собой металлическую гулятором 16, начиная от минимального зна- конструкцию, состоящую из основания 7, наклонной плоскости 8 и элемента 9 жесткости.
чения скорости, которое может обеспечить двигатель подачи в .совокупности с механизмом. Увеличение скорости подачи приПодача присадочной проволоки 10 происхочения скорости, которое может обеспечить двигатель подачи в .совокупности с механизмом. Увеличение скорости подачи при30
дит через направляющий мундштук 11 в опре- 5 водит к постепенному росту участка прово- деленную часть сварочной ванны. Основание 2 сварочного автомата 3 служит для крепления через шарнир 12 и пружины 13 основания 7 и в то же время является базой для жесткого крепления через штангу 14 преобразователя 15 перемещений мундштука в электрический сигнал. Изменение величины скорости подачи присадочной проволоки производится регулятором 16 в цепи питания двигателя механизма подачи,электрически связанным с преобразователем 15 , перемещений через блок 17 управления. Промежуточный контроль величины скорости подачи присадочной проволоки осуществляется по прибору 18.
Преобразователь 15 перемещений представляет собой датчик индуктивного или электромагнитного типа. Регулятор 16 является частью стандартного блока управления полуавтоматом ПДГ-502. Блок 17 управления построен на основе типового блока управления полуавтомата ПДГ-502 с введением дополнительного управляющего логического устройства. Прибор 18 представляет собой вольтметр, градуированный в единицах скорости подачи присадочной проволоки и включенный в цепь питания двигателя механизма подачи присадочной проволоки через регулятор 16.
Устройство работает следующим образом.
Опорную площадку устанавливают так, чтобы плоскость центра тяжести жестко закрепленных на ней узлов (механизм 6 подачи присадочной проволоки и направляющий мундштук 11) проходила через ось шарнира 12, а пружины 13 регулируют таким образом, чтобы свободная подача проволоки
локи, погруженного в расплавленный металл ванны. При достижении проволокой дна ванны возникает упругая сила, противоположная по направлению скорости подачи. Проволока жестко закреплена в роликах механизма подачи, поэтому действие силы, приложенной в точке А, вызывает минимальное перемещение относительно точки О механизма 6 подачи присадочной проволоки и направляющего мундштука П, закрепленных на наклонной плоскости 8. Это вызывает одновременное перемещение элемента 9 жесткости, являющегося составной частью опорной площадки. Преобразователь 15 перемещений фиксирует это перемещение и преобразует его в электрический сигнал, ко40 торый передается в блок 17 управления. Величина скорости подачи присадочной проволоки, при которой подается сигнал с преобразователя перемещений в блок управления, принимается за критическую 1/кр. Блок 17 управления подает команду на уменьшение критической скорости подачи присадочной проволоки до максимальной величины 1/макс, которая не вызывает передачи соот- ветствуюшего сигнала в блок 17 управления с преобразователем 15 перемещений. В дальнейшем сварку плавлением или наплавку осуществляют с максимальной скоростью подачи присадочной проволоки Укгкс. При необходимости процесс контроля .места плавления дополнительной присадочной проволоки можно проводить периодически в
55 течение всего процесса сварки или наплавки. Причем возможны как автоматический, так и полуавтоматический (с контролем скорости подачи по прибору 18) варианты.
45
50
0 не вызывала изменения сигнала преобразователя 15 перемещений. Преобразователь 15 перемещений жестко закреплен через щтангу 14 на основании 2 сварочного автомата 3 и фиксирует минимальные перемещения элемента 9 жесткости, связанного с наклонной плоскостью 8. Минимальные перемещения наклонной плоскости 8 возникают только в момент касания присадочной проволокой дна сварочной ванны, в данном случае в точке А.
С помощью сварочной горелки 1 при движении сварочного авто.мата 3 формируют ванну расплавленного металла 4 на поверхности основного металла 5. Через 3 с, необходимые для стабилизации формы и размеров ванны, начинают подачу присадочной проволоки подогретой или холодной. Для обеспечения расплавления присадочной проволоки в определенном месте плавиль ото пространства (у дна сварочной ванны) скорость подачи проволоки увеличивают ре- гулятором 16, начиная от минимального зна-
ото пространства (у дна сварочной ванны) скорость подачи проволоки увеличивают ре- гулятором 16, начиная от минимального зна-
чения скорости, которое может обеспечить двигатель подачи в .совокупности с механизмом. Увеличение скорости подачи приводит к постепенному росту участка прово-
0
5 водит к постепенному росту участка прово-
локи, погруженного в расплавленный металл ванны. При достижении проволокой дна ванны возникает упругая сила, противоположная по направлению скорости подачи. Проволока жестко закреплена в роликах механизма подачи, поэтому действие силы, приложенной в точке А, вызывает минимальное перемещение относительно точки О механизма 6 подачи присадочной проволоки и направляющего мундштука П, закрепленных на наклонной плоскости 8. Это вызывает одновременное перемещение элемента 9 жесткости, являющегося составной частью опорной площадки. Преобразователь 15 перемещений фиксирует это перемещение и преобразует его в электрический сигнал, ко0 торый передается в блок 17 управления. Величина скорости подачи присадочной проволоки, при которой подается сигнал с преобразователя перемещений в блок управления, принимается за критическую 1/кр. Блок 17 управления подает команду на уменьшение критической скорости подачи присадочной проволоки до максимальной величины 1/макс, которая не вызывает передачи соот- ветствуюшего сигнала в блок 17 управления с преобразователем 15 перемещений. В дальнейшем сварку плавлением или наплавку осуществляют с максимальной скоростью подачи присадочной проволоки Укгкс. При необходимости процесс контроля .места плавления дополнительной присадочной проволоки можно проводить периодически в
5 течение всего процесса сварки или наплавки. Причем возможны как автоматический, так и полуавтоматический (с контролем скорости подачи по прибору 18) варианты.
5
0
Таким образом, предлагаемое устройство для дуговой сварки плавлением за счет смещения центра шарнира относительно оси подачи присадочной проволоки при введении опорной площадки, а также действия регулятора скорости подачи присадочной проволоки, преобразователя перемещений и блока управления осуществляет контроль за расплавлением присадочной проволоки в определенном месте плавильного пространства (у дна сварочной ванны).
Формула изобретения
Устройство для дуговой сварки плавлением, содержащее сварочную горелку, щарнирно установленные и подпружиненные
мундштук и механизм подачи сварочной проволоки, преобразователь перемещения мундштука в электрический сигнал, регулятор скорости подачи присадочной проволоки, отличающееся тем, что, с целью по- выщения качества сварки за счет расплавления присадочной проволоки в определенном месте плавильного пространства-, центр шарнирного крепления мундщтука и механизма подачи присадочной проволоки сме- щен от оси подачи присадочной проволоки и размещен между мундштуком и пружиной, а регулятор скорости подачи присадочной проволоки снабжен блоком управления, соединяющим выход преобразователя перемещений мундштука в электрический сигнал
С входом регулятора скорости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления подачей присадочной проволоки при сварке и наплавке | 1974 |
|
SU548393A1 |
| Способ регулирования процесса сварки плавлением | 1982 |
|
SU1136905A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1958 |
|
SU115870A1 |
| Способ наплавки изделий плавящимся электродом с подачей присадочной проволоки в сварочную ванну | 2017 |
|
RU2651551C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1991 |
|
RU2016722C1 |
| Способ дуговой сварки под флюсом с дополнительной присадкой | 2020 |
|
RU2735084C1 |
| Способ наплавки | 1985 |
|
SU1337219A1 |
| Устройство для дуговой сварки неплавящимся электродом | 1977 |
|
SU721269A1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2356708C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2074071C1 |
Изобретение относится к сварочному производству, а именно к устройствам для дуговой сварки плавлением и наплавки электрической дугой, плазмой или другими источниками тепла при подаче дополнительной присадочной проволоки в сварочную ванну. Целью изобретения является повышение качества сварки за счет обеспечения расплавления присадочной проволоки у дна сварочной ванны. При достижении сварочной проволокой дна ванны возникает упругая сила, противоположная по направлению скорости подачи. Действием этой силы вызывает перемещение относительно оси шарнира. Преобразователь перемешений фиксирует это перемеш,ение и преобразует его в электрический сигнал, который передается на блок управления. Последний подает команду на уменьшение скорости подачи присадочной проволоки до максимальной величины, не вызывающей сигнала с преобразователя. 1 ил. iS 60 00 Oi со о: 00
| Устройство для дуговой сварки неплавящимся электродом | 1977 |
|
SU721269A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
