Изобретение относится к сварке и может быть использовано для наплавки лезвийных поверхностей.
Известен способ дуговой наплавки неплавящимся электродом, при котором создают сварочную ванну, в которую подают присадочную проволоку, а на сварочную ванну воздействуют кристаллизатором (патент RU №2078655, В 23 К 9/04, 1994).
Данный способ не позволяет производить наплавку лезвийных поверхностей в труднодоступных местах. Происходит значительное подплавление наплавляемой поверхности, образуется большой объем сварочной ванны.
Наиболее близким по технической сущности является способ дуговой наплавки неплавящимся электродом, при котором в сварочную ванну подают присадочную проволоку, которой производят растяжение сварочной ванны (патент RU №2188750, В 23 К 9/04, 2000).
Недостатком способа является маленькая высота наплавляемого валика. Происходит значительное подплавление наплавляемой поверхности, образуется большой объем сварочной ванны.
Задачей изобретения является увеличение высоты наплавляемого валика при минимальном расплавлении лезвийной поверхности за один проход.
Поставленная цель достигается тем, что при дуговой наплавке неплавящимся электродом, при которой в сварочную ванну подают присадочную проволоку и производят растяжение сварочной ванны, сварочную горелку и присадочную проволоку устанавливают под острым углом к нормали к наплавляемой поверхности, присадочную проволоку подают в зону анодного пятна сварочной дуги за горелкой по направлению сварки, создают сварочную ванну и растягивают ее в направлении присадочной проволоки.
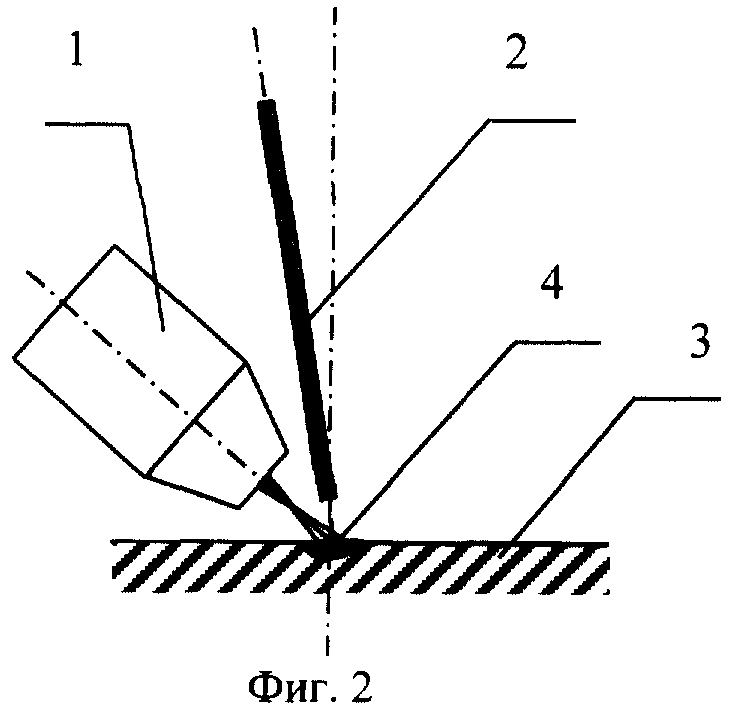
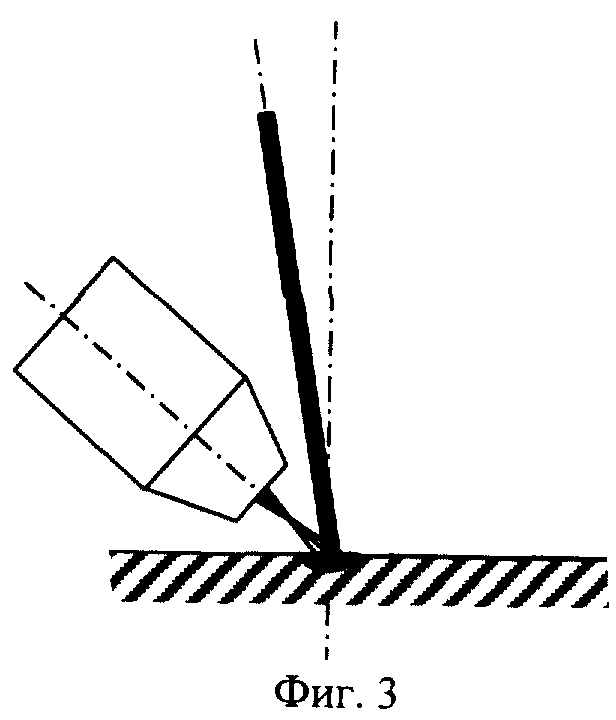
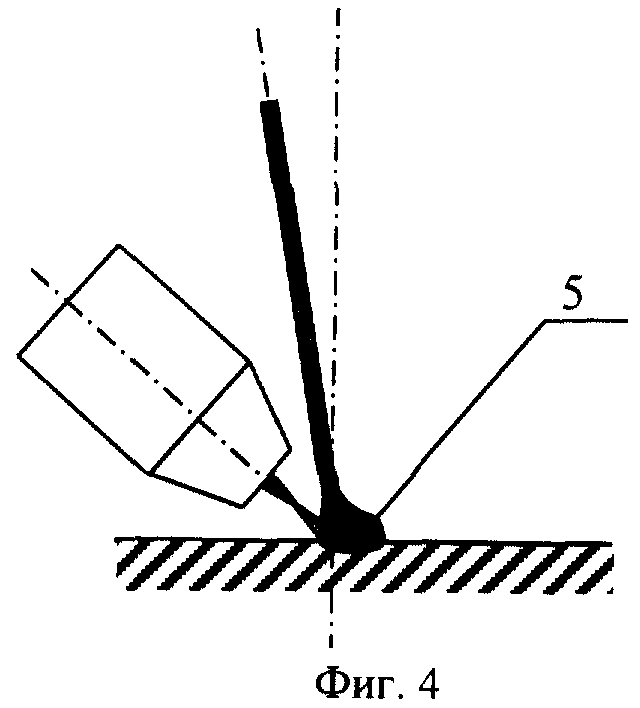
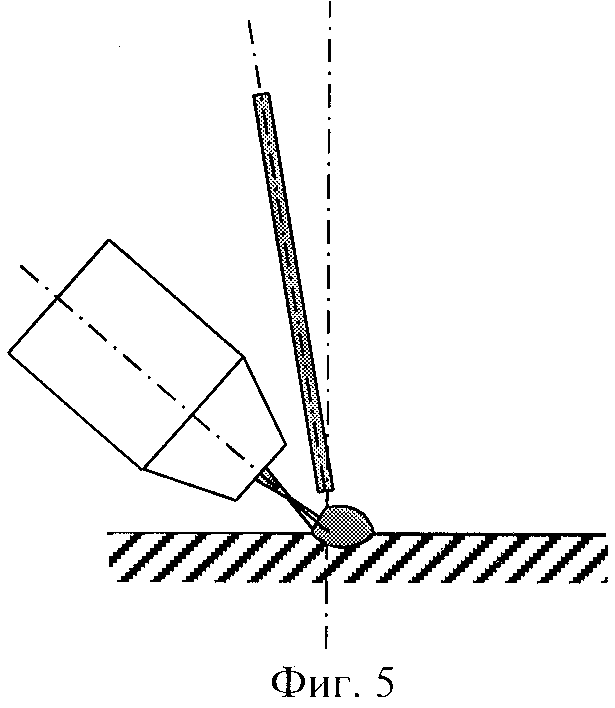
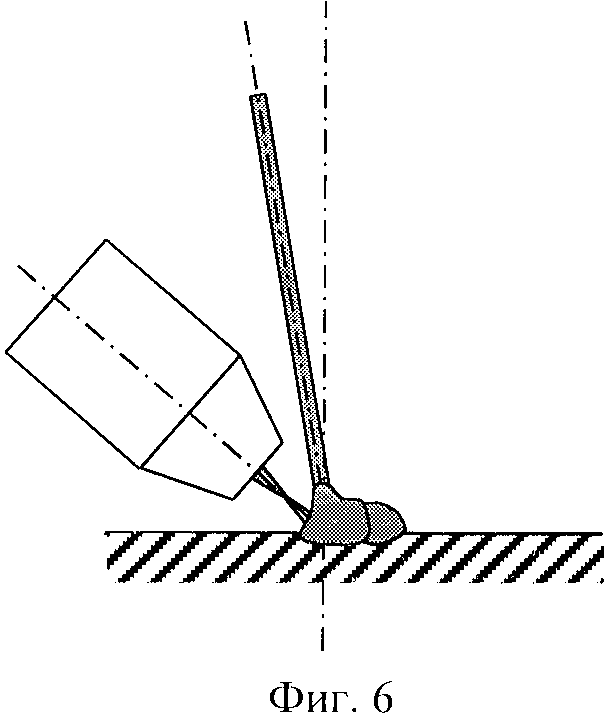
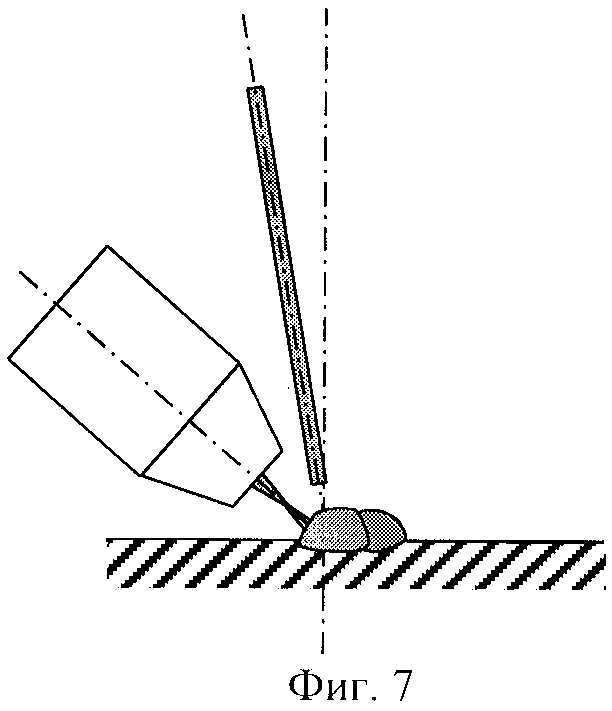
На фиг.1 показано расположение сварочной горелки и присадочной проволоки, на фиг.2-7 - последовательность наплавки.
Способ реализуют следующим образом.
Сварочную горелку 1 и присадочную проволоку 2 подводят к наплавляемой поверхности детали 3. Сварочную горелку 1 устанавливают под острым углом αгор к нормали к наплавляемой поверхности детали 3. Присадочную проволоку 2 устанавливают под острым углом αпров к нормали к наплавляемой поверхности детали 3 (фиг.1). Присадочную проволоку 2 устанавливают так, чтобы при наплавке она попадала в зону анодного пятна сварочной дуги.
Включают привод перемещения детали 3 (не показан). Зажигают сварочную дугу и на наплавляемой поверхности детали 3 образуют сварочную ванну 4 (фиг.2). Включают механизм подачи присадочной проволоки 2 (не показан). После контакта присадочной проволоки 2 со сварочной ванной 4 подача присадочной проволоки 2 прекращается (фиг.3). Присадочная проволока 2 оплавляется (фиг.4), происходит отрыв присадочной проволоки 2 от наплавленного металла 5, наплавленный слой металла 5 кристаллизуется и образует единичный участок наплавленного металла (фиг.5). После отрыва присадочной проволоки 2 от сварочной ванны 4 включается механизм перемещения присадочной проволоки 2, и присадочная проволока 2 подается в зону анодного пятна на следующей позиции, т.к. за это время деталь переместилась (фиг.6). После оплавления и отрыва присадочной проволоки 2 от наплавленного валика цикл повторяется (фиг.7).
Установлено, что взаимное расположение сварочной горелки и присадочной проволоки позволяет уменьшить тепловложение в основной металл и уменьшить его подплавление. Присадочная проволока, попадая в зону анодного пятна, экранирует направляемую поверхность детали и забирает на себя часть теплоты. Присадочный материал поступает в зону наплавки небольшими порциями и быстро кристаллизуется, а наплавляемая поверхность не перегревается.
Пример конкретного выполнения.
Производят наплавку тонкостенной детали из сплава ЭП961 с использованием присадочной проволоки ЭИ962. Ширина торца наплавляемой детали 0,7 мм, диаметр присадочной проволоки 1 мм. Скорость наплавки 6 м/ч. Источник питания Fronius ТТ2600, ток наплавки 17-19 А. Скорость подачи присадочной проволоки 30 м/ч. Высота наплавленного валика - 1,5 мм.
Изобретение позволяет производить наплавку лезвийных поверхностей без применения кристаллизатора, увеличить высоту наплавляемого валика при минимальном расплавлении лезвийной поверхности за один проход.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ НАПЛАВКИ С ИСПОЛЬЗОВАНИЕМ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2020 |
|
RU2742408C1 |
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ И НАПЛАВКИ | 2023 |
|
RU2815524C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2215624C1 |
| Способ плазменной наплавки | 1990 |
|
SU1761402A1 |
| СПОСОБ НАПЛАВКИ ТОНКОСТЕННЫХ ЭЛЕМЕНТОВ ИЗДЕЛИЙ И СВАРОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078655C1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2190509C2 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2188750C2 |
| Способ гибридной лазерно-дуговой наплавки изделия из металла | 2018 |
|
RU2708715C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2020 |
|
RU2751403C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2356708C1 |
Изобретение относится к сварке и может быть использовано для наплавки лезвийных поверхностей. К наплавляемой поверхности устанавливают сварочную горелку под острым углом к нормали αгор. Присадочную проволоку устанавливают к наплавляемой поверхности под острым углом к нормали αпров. Присадочную проволоку подают в зону анодного пятна сварочной дуги за горелкой по направлению сварки. Такое взаимное расположение сварочной горелки и присадочной проволоки уменьшает тепловложение в основной металл и уменьшает его подплавление. Зажигают сварочную дугу и создают сварочную ванну, которую растягивают в направлении присадочной проволоки. Это позволит увеличить высоту наплавляемого валика при минимальном расплавлении лезвийной поверхности за один проход. 7 ил.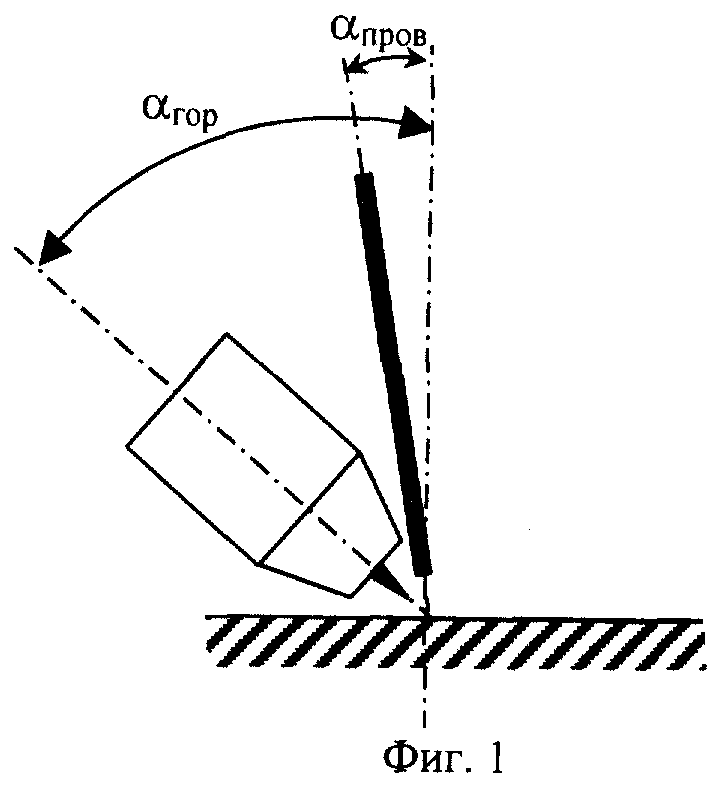
Способ дуговой наплавки неплавящимся электродом, при котором в сварочную ванну подают присадочную проволоку и производят растяжение сварочной ванны, отличающийся тем, что сварочную горелку и присадочную проволоку устанавливают под острым углом к нормали к наплавляемой поверхности, присадочную проволоку подают в зону анодного пятна сварочной дуги за горелкой по направлению сварки, создают сварочную ванну и растягивают ее в направлении присадочной проволоки.
| СПОСОБ ДУГОВОЙ НАПЛАВКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2188750C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2074071C1 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1031677A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |

