Изобретение относится к черной металлургии, конкретно к непрерывной разливке металлов.
Известен промежуточный ковш (а.с. 1631820), оснащенный четырьмя порогами различной высоты. Пороги разделяют рабочую полость ковша на приемную, промежуточные и разливочные части. Недостатком такой конструкции является неудовлетворительное качество непрерывно-литых слитков.
Известен промежуточный ковш ("Сборник трудов ЦЛК 1", г. Магнитогорск, 1997, с. 234), оснащенный двумя перегородками, разделяющими рабочую полость ковша на приемную и разливочные части. Днище приемной части расположено выше днища разливочных частей. В центре разделительных перегородок в шахматном порядке выполнены девять отверстий для подачи металла из приемной части в разливочные. Недостатками такого устройства являются неудовлетворительное качество непрерывно-литых слитков и низкая стойкость ковша.
Наиболее близким аналогом к предлагаемому устройству является промежуточный ковш установки непрерывной разливки стали (патент US 4852632 B 22 D 11/10, 01.08.1989), содержащий четыре перегородки, разделяющие рабочую полость ковша на приемную и разливочную части, днище, в котором выполнены отверстия для подачи стали в кристаллизатор. Приемная и разливочная части ковша сообщаются между собой при помощи отверстий, выполненных в нижних частях перегородок.
Недостатками такого устройства являются неудовлетворительное качество непрерывно-литых слитков и низкая стойкость ковша.
Предлагаемым изобретением решаются задачи улучшения качества непрерывно-литых слитков и повышения стойкости промежуточного ковша полости ковша узла, который создавал бы направленные потоки металла, способствующие переходу неметаллических включений в шлак.
Наиболее близким аналогом к предлагаемому устройству является промежуточный ковш ("Сборник трудов ЦЛК 1", г. Магнитогорск, 1997, с.234), оснащенный двумя перегородками, разделяющими рабочую полость ковша на приемную и разливочные части. Днище приемной части расположено выше днища разливочных частей. В центре разделительных перегородок в шахматном порядке выполнены девять отверстий для подачи металла из приемной части в разливочные. Недостатками такого устройства являются неудовлетворительное качество непрерывно-литых слитков и низкая стойкость ковша. Неудовлетворительное качество слитков объясняется отсутствием защиты металла от интенсивного окисления в начале разливки и попаданием шлака через отверстия из приемной в разливочные части при снижении уровня металла в ковше. Низкая стойкость ковша обусловлена тем, что при снижении уровня металла отверстия в перегородках затягиваются шлаком, что существенно затрудняет подачу металла в разливочные части, а попадание шлака из приемной части в разливочные приводит к тому, что образующийся после смешивания шлак быстро кристаллизуется и затрудняет ход стопора. Все это ведет к необходимости замены ковша и уменьшению числа плавок, разливаемых через промежуточный ковш.
Предлагаемым изобретением решаются задачи улучшения качества непрерывно-литых слитков и повышения стойкости промежуточного ковша.
Для достижения указанного технического результата в предлагаемом промежуточном ковше установки непрерывной разливки металлов, содержащем рабочую полость, разделенную перегородками на приемную и разливочные части, сообщающиеся между собой при помощи отверстий в перегородках, перед отверстиями для подачи металла в кристаллизатор устанавливаются пороги, а отверстия для прохода металла из приемной в разливочные части выполнены по краям в нижней части разделительных перегородок, причем высота отверстий не должна превышать высоту уровня минимального количества металла в промежуточном ковше, необходимого для обеспечения непрерывности процесса разливки.
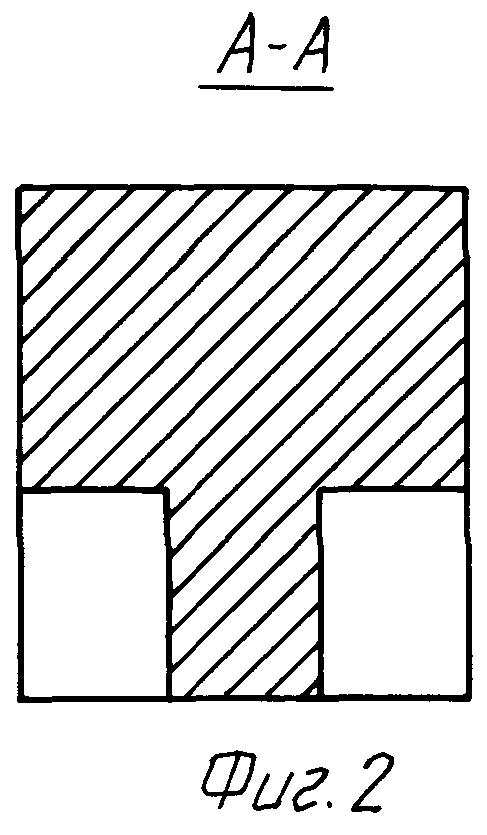
Сущность изобретения поясняется чертежами, где на фиг. 1 показана конструкция промежуточного ковша в разрезе, на фиг. 2 приводится поперечное сечение перегородки промежуточного ковша.
В рабочей полости 1 промежуточного ковша выполнены перегородки 2, разделяющие рабочую полость 1 ковша на приемную 3 и разливочные 4 части. Приемная 3 и разливочные 4 части сообщаются между собой посредством отверстий 5, выполненных по краям в нижней части перегородок 2. В разливочных частях имеются отверстия 6 для подачи металла в кристаллизатор. На днище 7 в разливочных частях 4, перед отверстиями 6 для подачи металла в кристаллизатор, расположены пороги 8. Промежуточный ковш работает следующим образом.
В начале разливки жидкий металл, например сталь, подают из разливочного ковша в приемную часть 3 рабочей полости промежуточного ковша, откуда она через отверстия 5 в перегородках 2 поступает в разливочные части 4. Отверстия 5 в перегородках 2 позволяют распределять металл по днищу 7 ковша без образования падения струи на первой плавке, что приводит к менее интенсивному окислению поступающего металла. За счет того, что отверстия 5 располагаются не по центру, а по краям в нижней части перегородок 2, значительно снижается степень воздействия потока металла на стопор, что увеличивает его стойкость. Высота отверстий 5 не должна превышать высоту уровня минимального количества металла в промежуточном ковше, необходимого для обеспечения непрерывности процесса разливки. Такая высота отверстий 5 предотвратит затягивание их шлаком и попадание шлака из приемной части 3 в разливочные 4, в результате чего увеличивается количество плавок, разливаемых через один промежуточный ковш.
Затем жидкий металл через пороги 8 поступает далее в разливочные части 4 промежуточного ковша. При этом первая порция "холодного" металла остается за порогами 8 и далее поступает "горячий" металл, стабилизируя тем самым начало разливки. Пороги 8 также создают восходящий поток металла, что приводит к более интенсивной ассимиляции шлаком неметаллических включений в разливочных частях 4 промежуточного ковша. Высоту порогов 8 целесообразно выбирать не более высоты уровня минимального количества металла в промежуточном ковше, необходимого для обеспечения непрерывности процесса разливки. В этом случае, при окончании разливки и снижении уровня металла в ковше, остатки металла не будут превышать нормальный показатель.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1993 |
|
RU2043842C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2066591C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1996 |
|
RU2096127C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2085332C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2067910C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2092271C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1996 |
|
RU2100138C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037367C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2109593C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2110356C1 |
Изобретение относится к металлургии и может быть использовано при непрерывной разливке металла. Промежуточный ковш содержит перегородки, разделяющие рабочую полость на приемную и разливочную части, сообщающиеся между собой при помощи отверстий в перегородках, днище, в котором выполнены отверстия для подачи стали в кристаллизатор. Перед отверстиями для подачи стали в кристаллизатор установлены пороги. В процессе разливки пороги создают восходящий поток металла, что приводит к более интенсивной ассимиляции шлаком неметаллических включений. Отверстия, выполненные в нижних частях перегородок, позволяют равномерно распределять металл по днищу ковша, что приводит к менее интенсивному окислению поступающего металла. За счет того, что отверстия располагаются по краям перегородок, значительно снижается степень воздействия потока металла на стопор, что увеличивает его стойкость. 2 ил.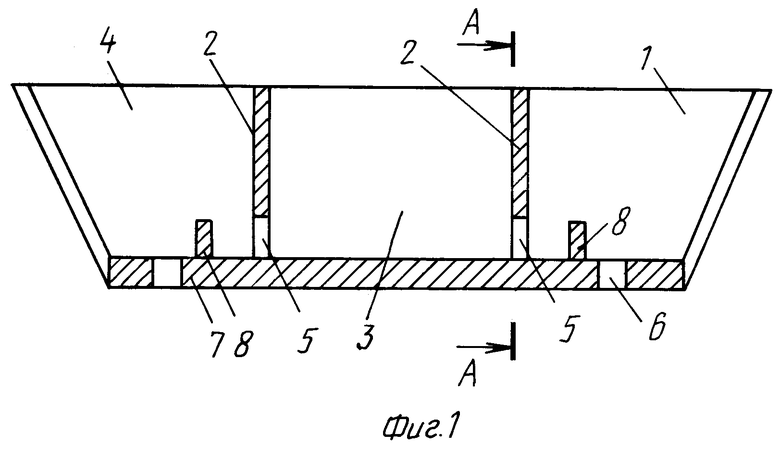
Промежуточный ковш установки непрерывной разливки стали, содержащий перегородки, разделяющие рабочую полость на приемную и разливочную части, сообщающиеся между собой при помощи отверстий, выполненных в нижних частях перегородок, днище, в котором выполнены отверстия для подачи стали в кристаллизатор, отличающийся тем, что он снабжен порогами, установленными перед отверстиями для подачи стали в кристаллизатор, причем отверстия в перегородках выполнены по краям.
| US 4852632, 01.08.1989 | |||
| US 5169591, 08.12.1992 | |||
| ПРОМЕЖУТОЧНЫЙ КОВШ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1989 |
|
SU1631820A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1993 |
|
RU2043842C1 |

