Изобретение относится к обработке материалов резанием, а именно к способам подачи смазочно-охлаждающей технологической смеси (СОТС) в зону шлифования.
Известен способ подачи СОТС в зону шлифования, согласно которому СОТС подают на круг и изолируют его от влияния воздушных потоков посредством заполнения защитного кожуха круга легким легкоразрушающимся материалом [1].
Недостатком способа является то, что его невозможно использовать при применении шлифовальных кругов с аксиально смещенным режущим слоем (ШК с АРС), т. е. кругов, у которых торцы наклонены под некоторым острым углом к плоскости, перпендикулярной оси вращения круга.
Задачей изобретения является повышение эффективности охлаждения шлифовальных кругов с аксиально смещенным режущим слоем (ШК с АРС) за счет увеличения потока СОТС через бегущую в продольном направлении зону шлифования и дополнительного впрыскивания СОТС с каждым оборотом круга.
Это достигается применением разработанного способа подачи смазочно-охлаждающей технологической смеси (СОТС) в зону шлифования кругом с аксиально смещенным режущим слоем и торцами, наклоненными под некоторым острым углом к плоскости, перпендикулярной оси вращения, при этом круг изолируют от влияния воздушных потоков, для чего защитный кожух круга заполняют легким легкоразрушающимся материалом в виде пористой губки, неподвижно прикрепленной к кожуху посредством неподвижных легкоразрушающихся дисков и подвижно сопряженной с торцами круга через легкоразрушающиеся подвижные диски с отверстиями, опирающиеся на торцы круга посредством упорных подшипников, кроме того, СОТС подают в зону шлифования детали, а также в зазоры между торцами круга и подвижными дисками через дополнительные гофрированные сопла с отверстиями по периферии, прикрепленные к подвижным дискам, обеспечивающим дополнительное попеременно с каждого торца впрыскивание СОТС на бегущую в продольном направлении зону шлифования при каждом обороте круга. Помимо этого, в качестве пористой губки используют поролоновую губку.
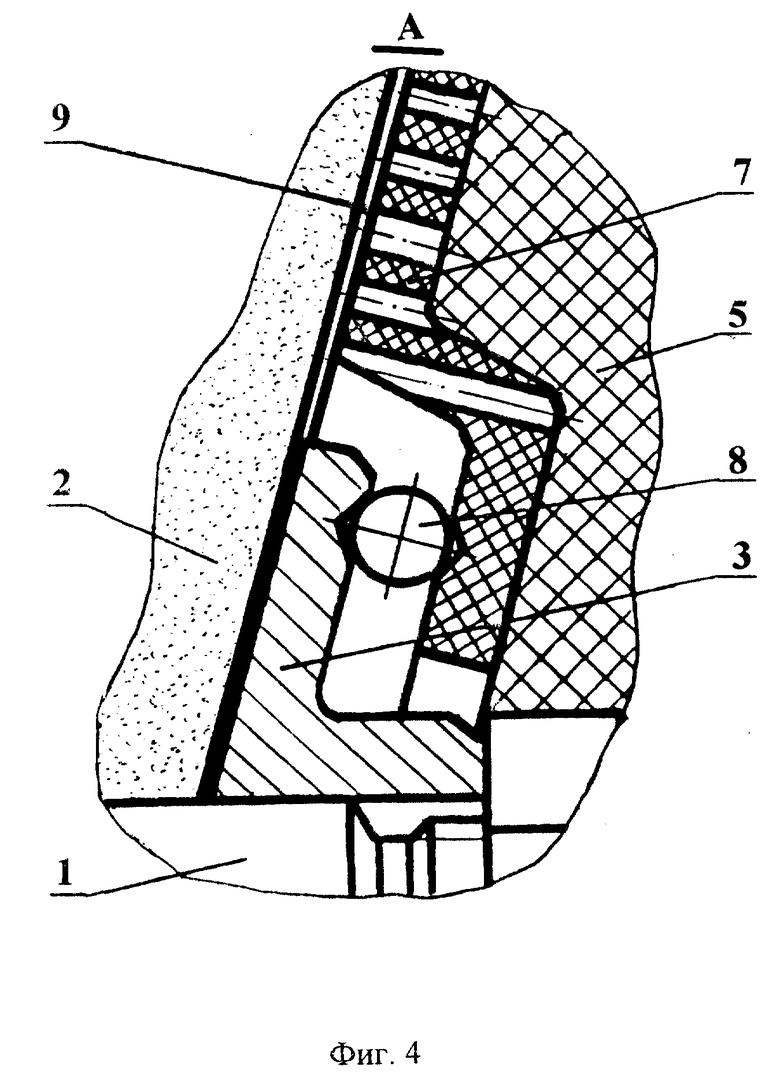
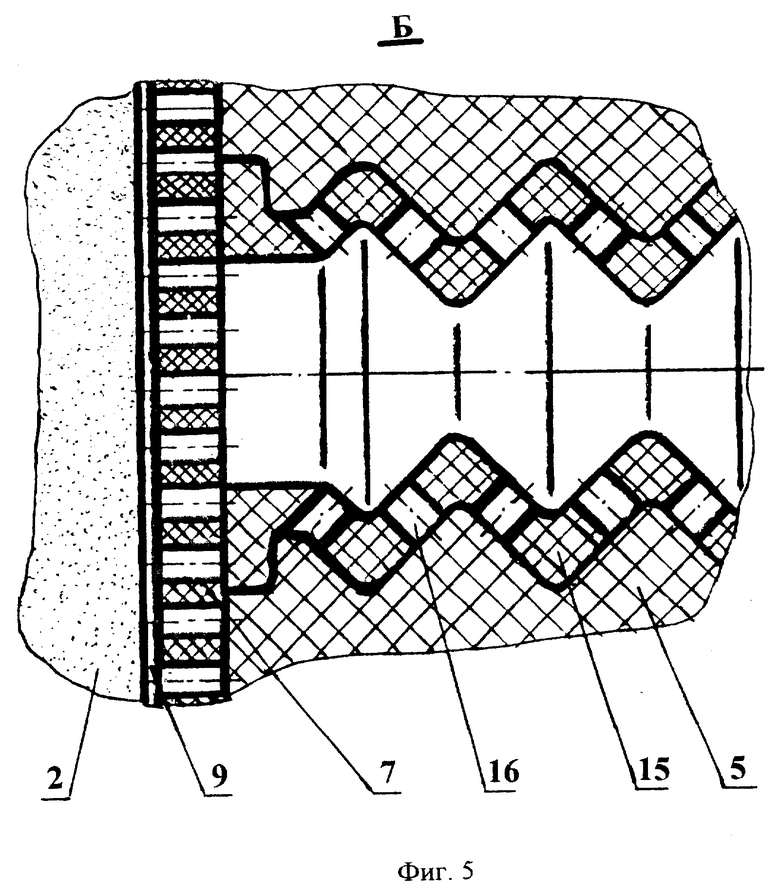
На фиг. 1 приведено устройство для осуществления предлагаемого способа, вид спереди; на фиг. 2 - то же, вид сверху, разрез; на фиг. 3 - то же, вид сбоку; на фиг. 4 показан элемент А на фиг. 2; на фиг. 5 - элемент Б на фиг. 1.
Устройство содержит шпиндель 1 шлифовального круга 2, установленного под острым углом к плоскости, перпендикулярной оси вращения, с помощью фланцев 3 с непараллельными торцами, охватывающий круг 2 кожух 4, легкий легкоразрушающийся материал 5 в виде пористой губки (например, поролоновая губка), расположенный между неподвижно прикрепленными к кожуху 4 неподвижными легкоразрушающимися дисками 6 и легкоразрушающимися подвижными дисками 7 с отверстиями, причем последние опираются на торцы круга с помощью упорных шарикоподшипников 8 и образуют зазор 9, сопло 10 подачи СОТС в зону шлифования детали 11 и средство подачи СОТС в зазоры 9 между легкоразрушающимися подвижными дисками 7 с отверстиями и кругом 2, включающее трубопроводы 12 и 13 и размещенные в пористой губке 5 сопла 14 и 15, которые выполнены в виде мягкого резинотканевого гофрированного с отверстиями по периферии 16 шланга, и крепят к подвижным дискам 7, что позволяет дополнительно пропитывать пористую поролоновую губку 5.
Способ осуществляют следующим образом.
Между кругом 2 и кожухом 4 располагают легкий легкоразрушающийся материал 5 в виде пористой губки (например, поролоновой), которая приклеена к легкоразрушающимся подвижным дискам 7 с отверстиями, которые через упорные подшипники 8 сопрягают с кругом так, чтобы диски взаимодействовали с торцами круга 2, изолируя последний от влияния воздушных торцовых потоков. При вращении круга из сопла 10 в зону шлифования детали 11 подают СОТС, а через сопла 14 и 15 по трубопроводам 12 и 13 в зазоры 9 между торцами круга 2 и подвижными дисками 7 - дополнительный поток СОТС, который пропитывает круг и способствует переносу этого потока в зону шлифования. Кроме того, подвижные диски 7, оставаясь невращающимися, совершают колебательные движения, изменяя угол наклона к плоскости перпендикулярной оси вращения, в результате которых пропитанная СОТС пористая губка 5 попеременно с каждого торца круга впрыскивает СОТС в бегущую в продольном направлении зону шлифования с каждым оборотом круга.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ С ИСПОЛЬЗОВАНИЕМ ГИДРОУДАРА ПРИ ШЛИФОВАНИИ | 2001 |
|
RU2190516C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ С ИСПОЛЬЗОВАНИЕМ ГИДРОУДАРА | 2001 |
|
RU2196039C2 |
| СПОСОБ НАПОРНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ | 2001 |
|
RU2196040C1 |
| УСТРОЙСТВО ДЛЯ НАПОРНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ | 2001 |
|
RU2196041C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕГО ТЕХНОЛОГИЧЕСКОГО СРЕДСТВА | 1999 |
|
RU2171737C2 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРИ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКЕ | 2001 |
|
RU2185277C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ПРИ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКЕ | 2001 |
|
RU2185276C1 |
| УСТРОЙСТВО ДЛЯ ОСЦИЛЛИРУЮЩЕЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1999 |
|
RU2162789C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ | 1999 |
|
RU2162788C2 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1999 |
|
RU2162787C2 |


Изобретение относится к обработке материалов резанием и может быть использовано при подаче смазочно-охлаждающей технологической смеси (СОТС) в зону шлифования. Обработку ведут шлифовальным кругом с аксиально смещенным режущим слоем и торцами, наклоненными под некоторым острым углом к плоскости, перпендикулярной оси вращения. Круг изолируют от влияния воздушных потоков. Защитный кожух круга заполняют легким легкоразрушающимся материалом в виде пористой губки, в частности поролоновой губки. Последнюю неподвижно прикрепляют к кожуху посредством неподвижных легкоразрушающихся дисков и подвижно сопрягают с торцами круга через легкоразрушающиеся подвижные диски с отверстиями. Диски опираются на торцы круга посредством упорных подшипников. СОТС подают в зону шлифования детали, а также в зазоры между торцами круга и подвижными дисками через дополнительные гофрированные сопла с отверстиями по периферии, прикрепленные к подвижным дискам. В процессе обработки подвижные диски, оставаясь невращающимися, совершают колебательное движение, изменяя угол наклона к плоскости, перпендикулярной оси вращения. В результате обеспечивается дополнительное попеременно с каждого торца впрыскивание СОТС на бегущую в продольном направлении зону шлифования при каждом обороте круга и повышается эффективность охлаждения шлифовальных кругов с аксиально-смещенным режущим слоем. 1 з.п.ф-лы, 5 ил.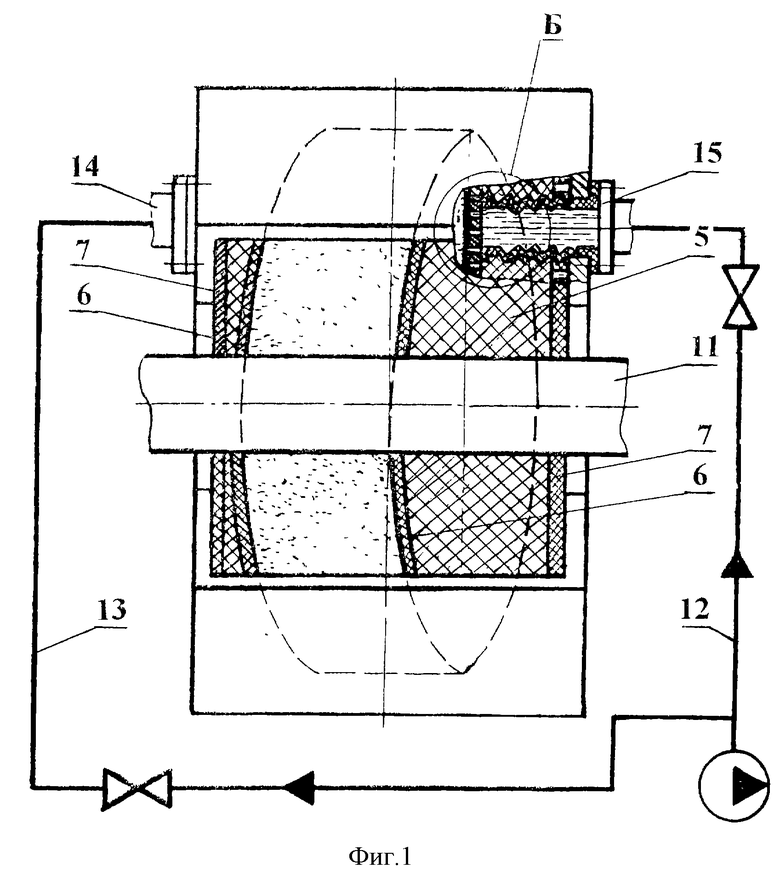
| Способ подачи смазочно-охлаждающей жидкости в зону шлифования | 1987 |
|
SU1468728A1 |
| Устройство для шлифования | 1986 |
|
SU1399099A1 |
| Шлифовальный круг | 1986 |
|
SU1366375A1 |
| Способ подачи смазочно-охлаждающей жидкости (СОХ) при шлифовании периферией круга | 1988 |
|
SU1576296A1 |
| Устройство для подачи смазочно-охлаждающей жидкости (сож) при шлифовании | 1984 |
|
SU1201115A1 |
| DE 3804781 A1, 01.06.1989. | |||
