Изобретение относится к сварке пластмасс, а именно к установкам для сварки деталей из термопластичных материалов, в частности автомобильных деталей типа бамперов и панелей приборов из пропилена на установках, свариващих методом нагрева и осадки бобышек.
Известно устройство для контактной сварки термопластичных материалов (см. a. c. N 713691, МКИ В 29 С 27/06), содержащее установленный на станине стол свариваемых деталей и сварочные элементы, смонтированные на подвижной плите, соединенной со штоком пневмоцилиндра, закрепленного на станине.
Известно также устройство для сварки изделий из термопластов (см. a.c. N 1211083, МКИ В 29 С 65/18), содержащее установленный на станине подвижный стол для сварки деталей и сварочные элементы, прижимы и фиксатор, смонтированные на подвижной плите, соединенной со штоком пневмоцилиндра, закрепленного на станине.
Недостатком указанных устройств является низкая надежность работы механизма нагрева и формирование бобышек, постоянное налипание на рабочую часть сварочного элемента, что не обеспечивает качественную сварку деталей (товарный вид расклепанных бобышек) объемной формы, а также создает трудности при сварке крупных, объемных деталей.
Технической задачей, на решение которой направлено изобретение, является обеспечение надежности работы установки, расширение технологических возможностей и качественной сварки различных по величине (габаритам) деталей.
Указанная задача состоит в том, что в предлагаемой установке для сварки изделий из термопластичных материалов, включающей станину, на которой неподвижно смонтировано приспособление для фиксации и крепления свариваемых деталей, выполненное в виде фиксирующего ложа и зажимов из рычагов работающих от пневмопривода; перемещающуюся от пневмопривода по направляющим тележку, на вертикальной стойке которой установлена подвижная от пневмопривода каретка с нагревательными элементами и охладителями-формообразователями, на которой дополнительно размещен пневмопривод с возможностью одновременного управления через систему рычагов охладителями-формообразователями, ступенчатым упором для остановки каретки в рабочих положениях (или прогрев или сварка) и дополнительного перемещения каретки вверх по скалке - для сохранения эффективной зоны торможения на величину "а"; смонтированы подвижные фиксаторы, а тележка снабжена приемными втулками для точного позицирования в рабочем положении подвижными фиксаторами, размещенными в станине.
На фиг.1 представлен общий вид установки в исходном положении.
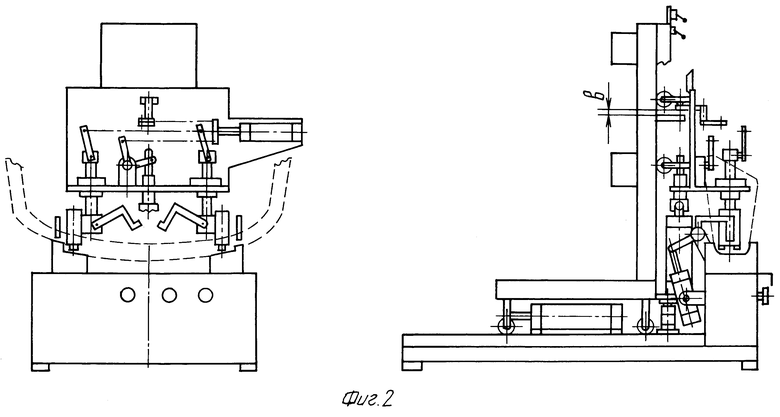
На фиг.2 - вид установки в рабочем положении при прогреве.
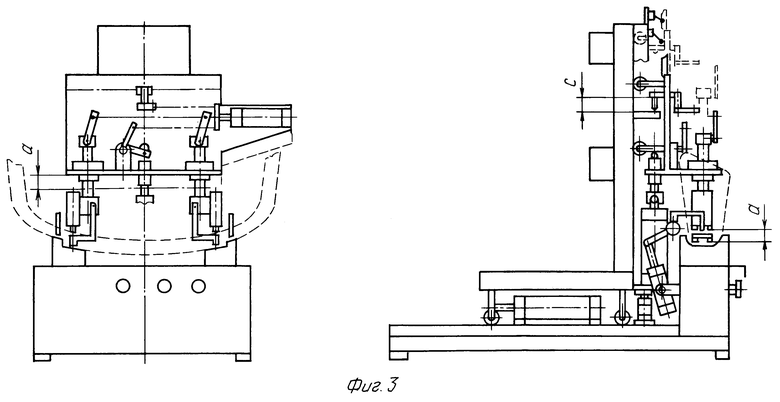
На фиг.3 - вид установки в рабочем положении при сварке.
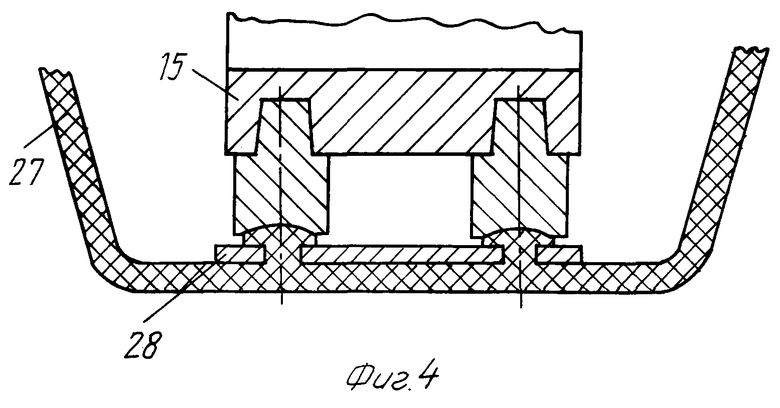
На фиг.4 - позиция расклепа - охлаждения (сварки).
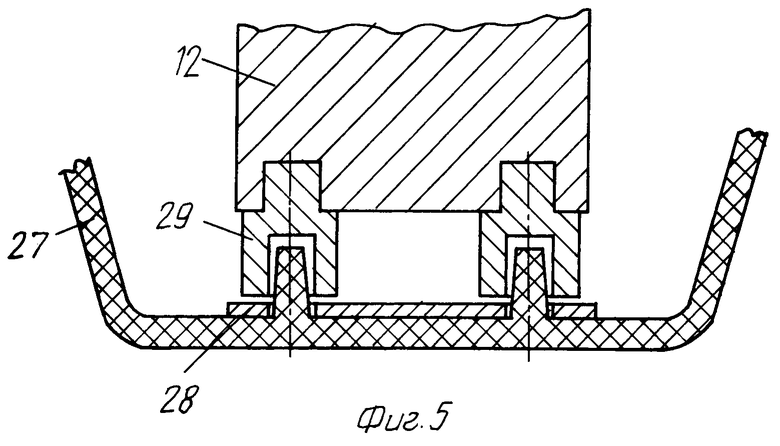
На фиг.5 - позиция прогрева.
Установка для сварки изделий из термопластичных материалов содержит станину 1, на которой неподвижно смонтировано приспособление для фиксации и крепления свариваемых деталей, состоящее из фиксирующего ложа 2 и пневмозажимов 3 в виде рычагов, работающих от пневмопривода 4. В направляющих 5 станины смонтирована тележка 6 с приемными втулками 7 для фиксации ее в рабочем положении подвижными фиксаторами 8, размещенными в станине. Перемещение тележки осуществляется пневмоприводом 9, закрепленным на станине. На вертикальной стойке 10 тележки смонтирована каретка 11, перемещение которой осуществляется пневмоприводом 12, закрепленным на площадке тележки. Для перемещения каретки служат направляющие 13. На корпусе каретки смонтированы нагревательные элементы 14 и охладители-формообразователи 15, ступенчатый упор 16 соответственно с высотами "в" и "с", в зависимости от режима (прогрева или расклепа-охлаждения (сварки), пневмопривод 17, приводящий в движение через систему рычагов 18 охладители-формообразователи, ступенчатый упор для остановки каретки в рабочих положениях и дополнительно каретку вверх по скалке 19, смонтированной на штоке 20 пневмопривода 12 - для сохранения эффективной зоны торможения на величину "а". Для точного останова каретки на вертикальной стойке размещен упор 21.
Все перемещения исполнительных органов (подвижных частей - приспособление для фиксации и крепления, тележка, фиксаторы позицирования тележки, каретка, рычажная система поворота охладителей-формообразователей и ступенчатого упора ) контролируются конечными выключателями 22, 23.
Время прогрева и расклепа-охлаждения (сварки) контролирует реле времени 24. Для контроля работы нагревательных элементов 14 служит прибор 21. На корпусе станины расположены кнопки управления 26.
Установка работает следующим образом.
Оператор укладывает свариваемые детали 27 и 28 на фиксирующее ложе 2 приспособления фиксации и крепления и нажимает кнопку управления 26 - начало цикла (двурукое включение). Дальнейшая работа установки протекает в автоматическом режиме. Пневмозажимы 3 закрепляют детали 27 и 28, после чего тележка 6 перемещается пневмоприводом 9, где срабатывают подвижные фиксаторы 8, позицируя тем самым тележку в рабочем положении. Каретка 11 с нагревательными элементами опускается вниз до упора 21 посредством пневмопривода 12. Рабочие наконечники 29 нагревательных элементов 14, охватывая бобышки детали 27, нагревают их до пластического состояния. Отсчет времени осуществляет реле времени 24. После окончания времени нагрева каретка 11 поднимается вверх до упора 21. После срабатывания конечного выключателя 22 срабатывает пневмопривод 17 и через рычажную систему 18 поворачивает охладители-формообразователи 15, ступенчатый упор 16, поднимает каретку 11 по скалке 19 до конечного выключателя 23, который дает команду пневмоприводу 12 на опускание каретки 11 вниз до упора 21 на величину осадки и формирования бобышек 11 по форме и размерам, указанным в чертеже. Отсчет времени сварки (осадки и охлаждения) идет через реле времени 24. После окончания времени охлаждения каретка 11 поднимается вверх до упора 21. После срабатывания конечного выключателя 23 включается пневмопривод 17 и через рычажную систему 18 поворачивает охладители-формообразователи 15, ступенчатый упор 16, опускает каретку 11 по скалке 19 до конечного выключателя 22, в нерабочее положение. Подвижные фиксаторы 8 освобождают тележку 6, и она возвращается в исходное положение. Пневмозажимы 3 разжимаются и освобождают изделие. Оператор снимает готовое изделие. Цикл закончен.
Предложенное изобретение обеспечивает надежность работы и качественную сварку деталей объемной формы и различных по величине (габаритам). На этой установке можно также сваривать детали из разнородных материалов, одна из которых с бобышками изготовлена из термопластичного материала, а вторая из любого другого конструктивного материала, соответственно с наличием отверстий для фиксации по бобышкам на первой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2001 |
|
RU2197368C2 |
| СТЕНД ДЛЯ ИЗМЕРЕНИЯ УГЛОВ УСТАНОВКИ КОЛЕС ПЕРЕДНЕЙ ПОДВЕСКИ | 2000 |
|
RU2177147C1 |
| СБОРОЧНО-СВАРОЧНЫЙ ВРАЩАТЕЛЬ-КАНТОВАТЕЛЬ | 2001 |
|
RU2210476C2 |
| АВТОМАТ ДЛЯ РЕДУЦИРОВАНИЯ ТРУБ | 1999 |
|
RU2167729C2 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ ПРЕДМЕТОВ В ПЛЕНКУ | 2001 |
|
RU2214952C2 |
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 1998 |
|
RU2152091C1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ПОДГИБКИ ДИАГОНАЛЬНЫХ УЧАСТКОВ ФЛАНЦА БЕНЗОБАКА | 1999 |
|
RU2167730C2 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ (ВАРИАНТЫ) | 2005 |
|
RU2353494C2 |
| ПРЕСС ОТПУСКА ДВУХЪЯРУСНЫЙ | 2000 |
|
RU2196682C2 |
Изобретение относится к сварке пластмасс, а именно к установкам для сварки деталей из термопластичных материалов, в частности автомобильных деталей типа бамперов и панелей приборов из пропилена, на установках, сваривающих методом нагрева и осадки бобышек. Установка содержит смонтированное на станине приспособление для фиксации и крепления, перемещающуюся по направляющим тележку и пневмоприводы перемещения. На вертикальной стойке тележки установлена подвижная каретка с нагревательными элементами и охладителями-формообразователями. На каретке размещен пневмопривод с возможностью одновременного управления через систему рычагов охладителями-формообразователями, ступенчатым упором и дополнительным перемещением каретки вверх по скалке. Изобретение обеспечивает надежность работы установки и качественную сварку различных по величине деталей. 1 з.п. ф-лы, 5 ил.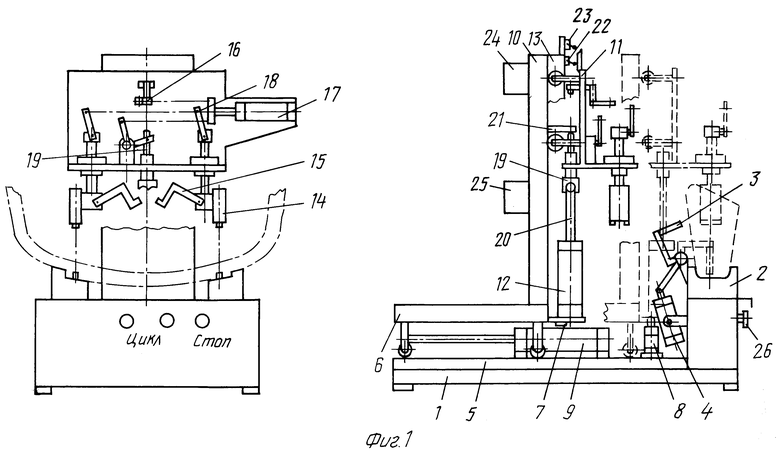
| Устройство для сварки изделий из термопластов | 1983 |
|
SU1211083A1 |
| Устройство для контактной сварки термопластичных материалов | 1977 |
|
SU713691A1 |
| Способ повышения противоопухолевой резистентности, антиоксидантного и иммуностимулирующего воздействия на организм | 2019 |
|
RU2755638C2 |
| МНОГОЗОННАЯ КАМЕРА СГОРАНИЯ | 2011 |
|
RU2598963C2 |
| US 6162314 A, 19.12.2000 | |||
| DE 3608875 A1, 11.12.1986. | |||

