Изобретение относится к сварочному оборудованию, в частности к устройствам для сборки и сварки кольцевых и иных швов.
Известны различные устройства для сборки и сварки кольцевых и иных швов, предназначенные для сварки предварительно прихваченных частей таких изделий, как части карданных валов, фланцев с отверстиями и трубой, кожухи полуосей прицепов и автомобилей и т. п., например устройство, содержащее станину, смонтированные на ней переднюю и заднюю бабки с подшипниками, в которых установлены шпиндели (см. "Справочник по сварке" под ред. Соколова Е.В., М.: Машгиз, 1961, т.1, с. 221, фиг.11 и с. 232, фиг.22).
Недостатком указанного устройства для сборки и сварки является то, что оно не позволяет ориентировать в соответствии с необходимыми требованиями части изделия относительно друг друга при сварке, а также совмещать за одну установку изделия такие операции, как сборка, прихватка и окончательная сварка швов.
Известен также сборочно-сварочный вращатель-кантователь по а.с. СССР 806331, кл. МПК В 23 К 37/04, выбранный в качестве прототипа, содержащий станину, смонтированные на ней переднюю и заднюю бабки с подшипниками, в которых установлены шпиндели, и размещенные на станине и шпинделях приспособления для ориентирования частей изделия относительно друг друга.
Известный вращатель-кантователь содержит размещенные на станине и шпинделях специальные приспособления, которые позволяют производить предварительную установку частей изделия для ориентирования их по одной оси. Однако он также не позволяет ориентировать части изделия в соответствии с особыми требованиями его чертежа. Например, при изготовлении таких изделий, как ресивер с крышками на тормозном воздушном баллоне грузового автомобиля, у которого оси двух пар резьбовых бобышек на крышках должны лежать в продольной плоскости симметрии. Кроме этого, известный вращатель-кантователь также не позволяет совмещать за одну установку изделия операции сборки, предварительной прихватки частей изделия и окончательной сварки швов, так как он не может обеспечить фиксацию собранного изделия в положении, необходимом для проведения операции прихватки, что приводит к повышению трудоемкости процесса сборки-сварки изделий.
Исходя из указанных недостатков, задача, на решение которой направлено заявляемое техническое решение, заключается в снижении трудоемкости процесса сборки-сварки, повышении производительности сборочно-сварочного вращателя-кантователя за счет совмещения в одной операции процессов сборки, прихватки и окончательной сварки швов, а также расширении ассортимента обрабатываемых изделий. При этом некольцевые швы могут свариваться ручной дуговой сваркой как с использованием привода, так и при ручной кантовке (поворотах) изделия.
Для решения указанной задачи в сборочно-сварочном вращателе-кантователе, содержащем станину, смонтированные на ней переднюю и заднюю бабки с подшипниками, в которых установлены шпиндели, и размещенные на станине и шпинделях приспособления для ориентирования частей изделия относительно друг друга, подшипники выполнены в виде втулок-ориентаторов с открытыми продольными пазами, в которые с возможностью высвобождения введены штифты, вмонтированные в шпиндели перпендикулярно их осям.
Снижение трудоемкости процесса сборки-сварки и повышение производительности сборочно-сварочного вращателя-кантователя в заявляемом техническом решении осуществляется за счет совмещения за одну установку изделия (в одной операции) процессов сборки, предварительной прихватки свариваемых частей изделия и окончательной сварки швов.
Возможность такого совмещения указанных операций появляется благодаря выполнению подшипников в виде втулок-ориентаторов с открытыми продольными пазами, а также наличию штифтов, которые введены в указанные втулки-ориентаторы перпендикулярно осям шпинделей с возможностью освобождения из открытых продольных пазов. При нахождении концов штифтов в открытых продольных пазах втулок-ориентаторов части свариваемого изделия, установленные и предварительно ориентированные в приспособлениях шпинделей, остаются неподвижными во все время проведения операций сборки и прихватки, в то время как части изделия, установленные в ориентирующих приспособлениях, размещенных на станине, имеют возможность перемещаться относительно них в любом направлении. Таким образом, заявляемое техническое решение позволяет после операций сборки и предварительной прихватки получать собранное изделие любой сложной конфигурации в соответствии с особыми требованиями его чертежа. После высвобождения штифтов из открытых продольных пазов втулок-ориентаторов появляется возможность, не разжимая осевых частей изделия, беспрепятственно поворачивать изделие для окончательной сварки кольцевых и иных швов.
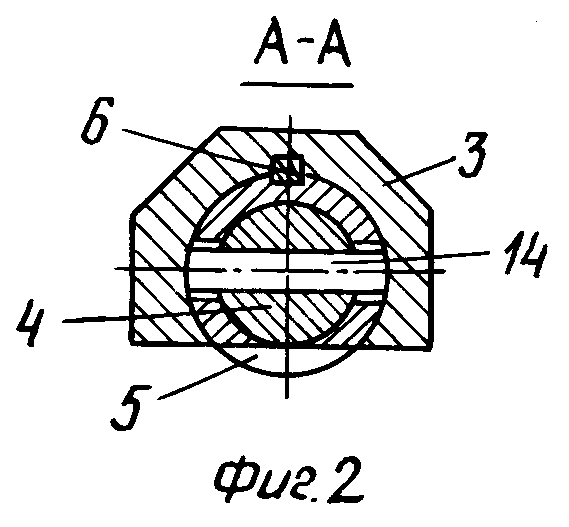
На фиг.1 показан сборочно-сварочный вращатель-кантователь, вид сбоку; на фиг.2 - разрез по А-А.
Сборочно-сварочный вращатель-кантователь содержит станину 1, смонтированные на ней переднюю 2 и заднюю 3 бабки с подшипниками, выполненными в виде втулок-ориентаторов 4 и 5. При этом втулки-ориентаторы 4 и 5 продольно сориентированы в передней 2 и задней 3 бабках благодаря шпонкам 6. Во втулке-ориентаторе 4 установлен шпиндель 7, а во втулке-ориентаторе 5 - шпиндель 8. Для ориентирования частей изделия на шпинделе 7 размещено приспособление 9, а на шпинделе 8 - приспособление 10. Втулки-ориентаторы 4 и 5 выполнены с открытыми продольными пазами соответственно 11 и 12, в которые с возможностью высвобождения введены штифты соответственно 13 и 14. При этом штифт 13 вмонтирован в шпиндель 7 перпендикулярно его оси, а штифт 14 вмонтирован в шпиндель 8 также перпендикулярно оси последнего. На станине 1 размещено приспособление для ориентирования частей изделия, которое может быть выполнено, например, в виде подвижной плиты 15 с призмами 16.
Сборочно-сварочный вращатель-кантователь работает следующим образом. В приспособление 9 шпинделя 7 передней бабки 2 вставляют левую часть 17 изделия, ориентируют ее необходимым образом и зажимают в нужном положении. Затем, на призмы 16 поднятой плиты 15 кладут среднюю часть 18 изделия, ориентируя ее тем самым по осям шпинделей. После этого в приспособление 10 шпинделя 8 задней бабки 3 вставляют правую часть 19 изделия, также ориентируют ее, зажимают и придвигают задней бабкой 3 к средней 18 и левой 17 частям изделия. При этом собранные части изделия остаются неподвижными благодаря тому, что концы штифтов 13 и 14 в это время находятся соответственно в пазах 11 и 12 втулок-ориентаторов 4 и 5 и не дают шпинделям 7 и 8 произвольно поворачиваться вокруг своих осей. После этого выполняют прихватку всех частей изделия. Затем не разжимая приспособления 9 на шпинделе 7 и приспособления 10 на шпинделе 8, опускают плиту 15 с призмами 16 вниз, а штифты 13 и 14 высвобождают из соответствующих пазов 11 и 12, например, путем отвода втулок-ориентаторов 4 и 5 вдоль осей соответствующих шпинделей 7 и 8 с помощью рычагов 20 настолько, чтобы изделие можно было беспрепятственно поворачивать приводом (не показан) или вручную для окончательной сварки кольцевых или иных швов. По окончании сварки возвращают в исходное положение втулки-ориентаторы 4 и 5, совмещая штифт 13 с пазом 11, а штифт 14 - с пазом 12. Затем открывают приспособление 9 на шпинделе 7 и приспособление 10 на шпинделе 8, отводят заднюю бабку 3, снимают готовое изделие и возвращают плиту 15 с призмами 16 в исходное поднятое положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ СНЯТИЯ ФАСОК И ЗАУСЕНЦЕВ НА КРОМКАХ ОТВЕРСТИЙ | 1999 |
|
RU2163859C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОШЕЧНОГО ДОЛОТА | 2012 |
|
RU2499120C2 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 1994 |
|
RU2081734C1 |
| СИСТЕМА УПРАВЛЕНИЯ ЗАДНИМИ ПРОТИВОТУМАННЫМИ ФОНАРЯМИ ТРАНСПОРТНОГО СРЕДСТВА | 2000 |
|
RU2183168C2 |
| УСТРОЙСТВО ДЛЯ МОДИФИЦИРОВАНИЯ МЕТАЛЛА | 2000 |
|
RU2164535C1 |
| УСТРОЙСТВО ДЛЯ ВИБРОУПЛОТНЕНИЯ ФУТЕРОВОЧНЫХ ПОРОШКОВ | 2001 |
|
RU2210709C2 |
| УСТАНОВКА ДЛЯ СВАРКИ СИЛЬФОНОВ | 2001 |
|
RU2196670C1 |
| Устройство для сборки и сварки металлоконструкций | 1985 |
|
SU1286386A1 |
| СПОСОБ СБОРКИ СЕКЦИЙ И НАРЕЗКИ РЕЗЬБЫ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА | 2006 |
|
RU2324804C2 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
Изобретение относится к сварочному оборудованию, в частности к устройствам для сборки и сварки кольцевых и иных швов. Изобретение направлено на снижение трудоемкости процесса сборки-сварки, повышение производительности сборочно-сварочного вращателя-кантователя, расширение ассортимента обрабатываемых изделий. На станине смонтированы передняя и задняя бабки с подшипниками, в которых установлены шпиндели. На станине и шпинделях размещены приспособления для ориентирования частей изделия относительно друг друга. Подшипники выполнены в виде втулок-ориентаторов с открытыми продольными пазами. В пазы с возможностью высвобождения введены штифты, вмонтированные в шпиндели перпендикулярно их осям. 2 ил.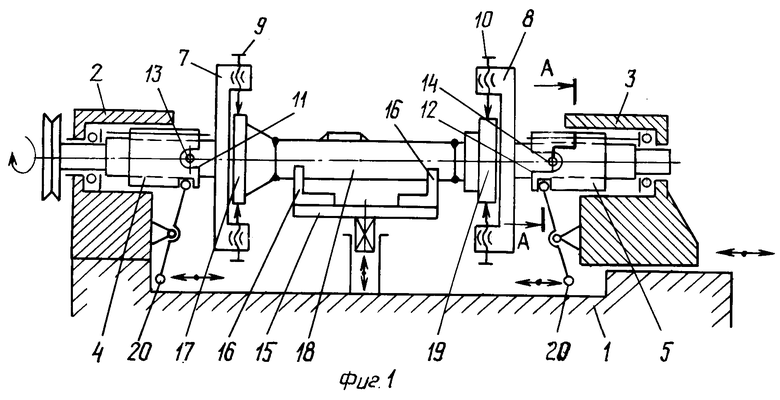
Сборочно-сварочный вращатель-кантователь, содержащий станину, смонтированные на ней переднюю и заднюю бабки с подшипниками, в которых установлены шпиндели, и размещенные на станине и шпинделях приспособления для ориентирования частей изделия относительно друг друга, отличающийся тем, что подшипники выполнены в виде втулок-ориентаторов с открытыми продольными пазами, в которые с возможностью высвобождения введены штифты, вмонтированные в шпиндели перпендикулярно их осям.
| Стенд для приварки торцевыхэлЕМЕНТОВ K ТЕлАМ ВРАщЕНия | 1979 |
|
SU806331A1 |
| RU 1826352 A1, 20.09.1999 | |||
| RU 1446808 A1, 20.09.1999 | |||
| Двухстоечный кантователь | 1989 |
|
SU1731559A1 |
| US 3868101, 25.02.1975. | |||

