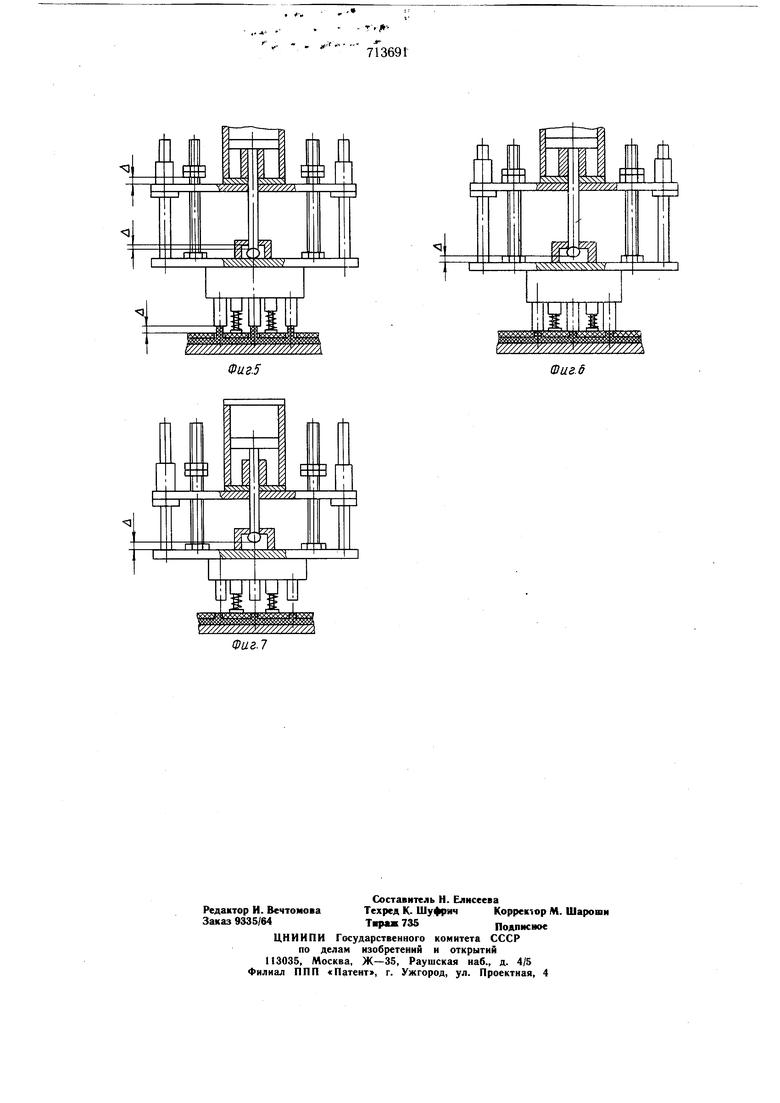
7 - схема-рабочих положений подвижной сварочной плиты с приводом.
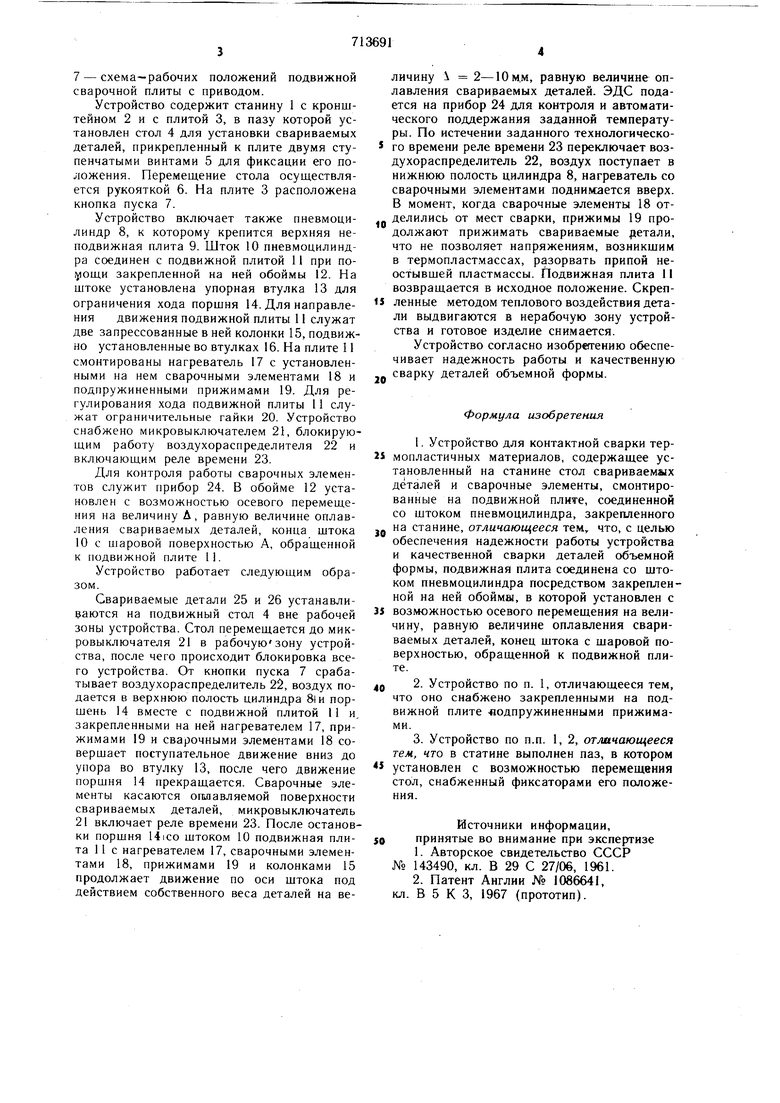
Устройство содержит станину 1 с кронштейном 2 и с плитой 3, в пазу которой установлен стол 4 для установки свариваемых деталей, прикрепленный к плите двумя ступенчатыми винтами 5 для фиксации его положения. Перемещение стола осуществляется рукояткой 6. На плите 3 расположена кнопка пуска 7.
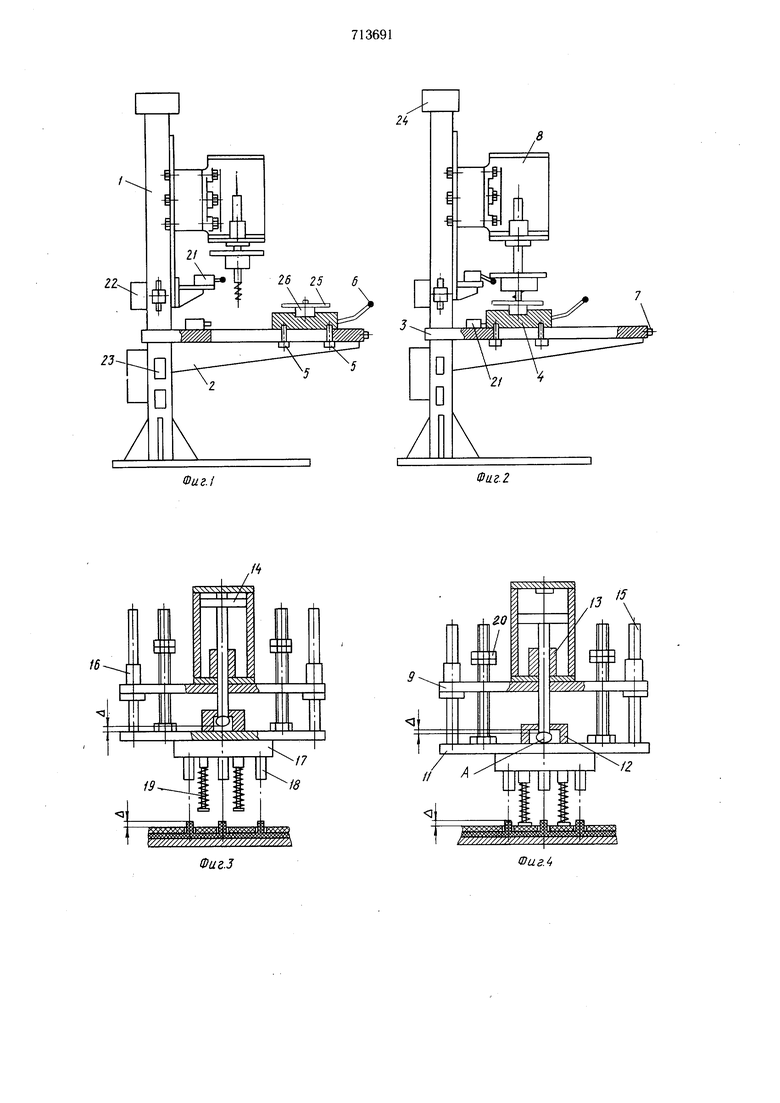
Устройство включает также пневмоцилиндр 8, к которому крепится верхняя неподвижная плита 9. Шток 10 пневмоцилиндра соединен с подвижной плитой 11 при закрепленной на ней обоймы 12. На штоке установлена упорная втулка 13 для ограничения хода поршня 14. Для направления движения подвижной плиты 11 служат две запрессованные в ней колонки 15, подвижно установленные во втулках 16. На плите 11 с.монтированы нагреватель 17 с установленными на нем сварочными элементами 18 и подпружиненными прижимами 19. Для регулирования хода подвижной плиты 11 служат ограничительные гайки 20. Устройство снабжено микровыключателем 21, блокирующим работу воздухораспределителя 22 и включающим реле времени 23.
Для контроля работы сварочных элементов служит прибор 24. В обойме 12 установлен с возможностью осевого перемещения на величину А, равную величине оплавления свариваемых деталей, конца штока 10 с шаровой поверхностью А, обращенной к подвижной плите 11.
Устройство работает следующим образом.
Свариваемые детали 25 и 26 устанавливаются на подвижный стол 4 вне рабочей зоны устройства. Стол перемещается до микровыключателя 21 в рабочуюзону устройства, после чего происходит блокировка всего устройства. От кнопки пуска 7 срабатывает воздухораспределитель 22, воздух подается в верхнюю полость цилиндра 81 и поршень 14 вместе с подвижной плитой 11 и. закрепленными на ней нагревателем 17, прижимами 19 и сварочными элементами 18 соверщает поступательное движение вниз до упора во втулку 13, после чего движение поршня 14 прекращается. Сварочные элементы касаются опшавляемой поверхности свариваемых деталей, микровыключатель 21 включает реле времени 23. После остановки поршня 14ico штоком 10 подвижная плита 11 с нагревателем 17, сварочными элементами 18, прижимами 19 и колонками 15 продолжает движение по оси штока под действием собственного веса деталей на величину 2-10мм, равную величине оплавления свариваемых деталей. ЭДС подается на прибор 24 для контроля и автоматического поддержания заданной температуры. По истечении заданного технологического времени реле времени 23 переключает воздухораспределитель 22, воздух поступает в нижнюю полость цилиндра 8, нагреватель со сварочными элементами поднимается вверх. В момент, когда сварочные элементы 18 отделились от мест сварки, прижимы 19 продолжают прижимать свариваемые ретали, что не позволяет напряжениям, возникшим в термопластмассах, разорвать припой неостывшей пластмассы. Подвижная плита 11 возвращается в исходное положение. Скрепленные методом теплового воздействия детали выдвигаются в нерабочую зону устройства и готовое изделие снимается.
Устройство согласно изобреггению обеспечивает надежность работы и качественную сварку деталей объемной формы.
Формула изобретения
I. Устройство для контактной сварки термопластичных материалов, содержащее установленный на станине стол свариваемых деталей и сварочные элементы, смонтированные на подвижной плите, соединенной со штоком пневмоцилиндра, закрепленного на станине, отличающееся тем,, что, с целью обеспечения надежности работы устройства и качественной сварки деталей объемной формы, подвижная плита соединена со штоком пневмоцилиндра посредством закрепленной на ней обоймы, в которой установлен с
возможностью осевого перемещения на величину, равную величине оплавления свариваемых деталей, конец штока с шаровой поверхностью, обращенной к подвижной плите.
2. Устройство по п. 1, отличающееся тем, что оно снабжено закрепленными на подвижной плите лодпружиненными прижимами.
3. Устройство по п.п. 1, 2, отличающееся тем, что в статине выполнен паз, в котором
установлен с возможностью перемещения стол, снабженный фиксаторами его положения.
Источники информации, JO принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 143490, кл. В 29 С 27/06, 1%1.
2.Патент Англии № 1086641, кл. В 5 К 3, 1967 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной сварки деталей из термопластичных материалов | 1979 |
|
SU856827A1 |
| Устройство для контактной сварки термопластичных материалов | 1982 |
|
SU1063614A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2191115C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТКИ С ЯЧЕИСТОЙ СТРУКТУРОЙ ДЛЯ УКРЕПЛЕНИЯ ГРУНТОВЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2153417C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2010720C1 |
| Машина для контактной стыковой сварки | 1978 |
|
SU730509A1 |
| Устройство для контактной сварки изделий из термопластичных материалов | 2017 |
|
RU2662269C1 |
| Устройство для сборки бортов надувной лодки | 1989 |
|
SU1740191A1 |
| УСТАНОВКА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛИЭТИЛЕНОВЫХ ТРУБ | 2001 |
|
RU2190530C1 |
| Устройство для сварки деталей из термопластов | 1985 |
|
SU1242399A1 |
{ /Z wZ///// ///////7/////A
Фиг.5
Фиг.6
