Изобретение относится к машиностроению и может быть использовано при изготовлении различных деталей из трубчатых заготовок методом ударного редуцирования их диаметра.
Известен автомат для редуцирования труб (см. SU 1094637 A 30.05.1984), содержащий станину, шпиндельную головку, смонтированную на каретке, головку редуцирования с редуцирующими матрицами.
Однако известное решение не позволяет осуществлять сведение-разведение двуплечих рычагов, необходимое для отвода матриц от оси заготовки и свободного размещения заготовки между ними, а также для постепенной подачи вибрирующих матриц к заготовке в начале обработки. Это необходимо, например, в случаях, когда требуется получить с помощью матриц соответствующей формы утолщения на редуцируемом участке трубы или выполнить редуцирование в середине заготовки, оставив крайние участки без изменения. Известный же полуавтомат обеспечивает получение только гладкой поверхности на редуцируемом участке и уменьшение диаметра только с края заготовки. Это объясняется тем, что матрицы, не имеющие возможности сведения-разведения, предусматривают непрерывную подачу заготовки в заходные фаски матриц. Кроме того, такая подача производится с усилием, что вызывает потерю устойчивости заготовки и возможность образования наплывов на поверхности заготовки рядом с зоной редуцирования.
Предлагаемым изобретением решается задача обеспечения возможности получения утолщений на редуцируемых участках труб, выполнения редуцирования на средних участках заготовок и исключения образования наплывов.
Для достижения этого технического результата автомат для редуцирования труб, содержащий станину, шпиндельную головку, смонтированную на каретке, установленной с возможностью перемещения по горизонтальным скалкам, головку редуцирования со смонтированными на осях двуплечими рычагами, нижние концы которых через шатуны связаны с эксцентриковым валом, а верхние снабжены редуцирующими матрицами, дополнительно снабжен механизмом сведения-разведения двуплечих рычагов, включающим в себя приводной орган, закрепленный на станине и кинематически связанный с осями указанных рычагов, при этом упомянутые оси и скалки выполнены эксцентриковыми, установлены с возможностью поворота и кинематически связаны попарно между собой, скалки размещены внутри подшипниковых узлов, установленных с возможностью перемещения по Т-образным направляющим пазам, выполненным на каретке в поперечном относительно ее движения направлении, а на станине и на нижней стороне каретки дополнительно выполнены открытые продольные направляющие.
Отличительными признаками предлагаемого автомата для редуцирования труб от указанного выше известного является наличие у него механизма сведения-разведения двуплечих рычагов, включающего в себя приводной орган, закрепленный на станине и кинематически связанный с осями этих рычагов, при этом указанные оси выполнены эксцентриковыми и установлены с возможностью поворота. Для сохранения центрирования заготовки относительно матриц (поскольку при повороте эксцентриковых осей матрицы перемешаются не только вправо-влево, но также и вверх-вниз) горизонтальные скалки, по которым перемещается каретка со шпиндельной головкой, выполнены аналогично осям рычагов эксцентриковыми, с такой же величиной эксцентриситета и также установлены с возможностью поворота. Оси рычагов попарно кинематически связаны со скалками, которые проходят через подшипниковые узлы, подвижно размещенные в Т-образных направляющих пазах, выполненных на каретке в поперечном относительно ее движения направлении. Поскольку, в отличие от известного технического решения, эксцентриковые скалки уже не выполняют функцию направляющих, то на станине и на нижней стороне каретки дополнительно выполнены открытые продольные направляющие.
Наличие этих признаков позволяет получать при соответствующем профиле матриц утолщения на обрабатываемом участке трубы, производить редуцирование на средних участках заготовки, избежать образования наплывов рядом с зоной редуцирования.
Предлагаемый автомат для редуцирования труб иллюстрируется чертежами, представленными на фиг. 1 - 10.
На фиг. 1 показан общий вид автомата;
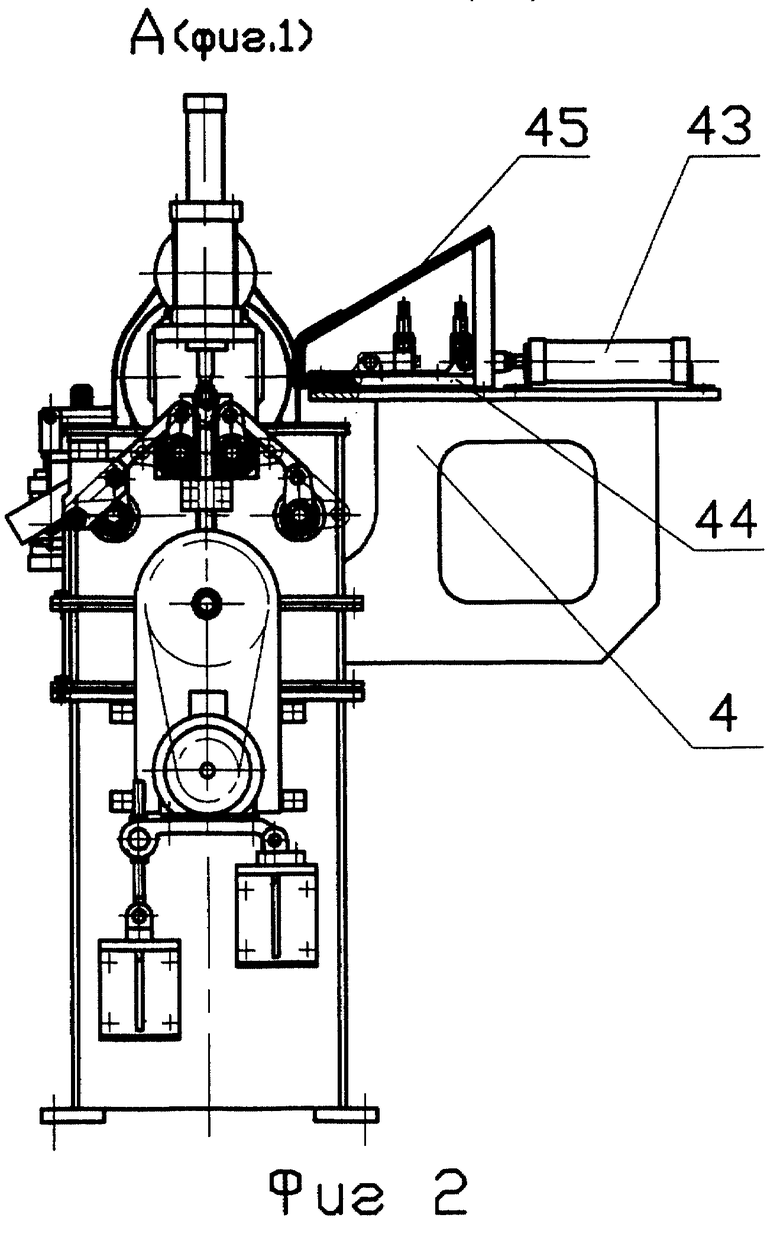
на фиг. 2 - вид А на фиг. 1;
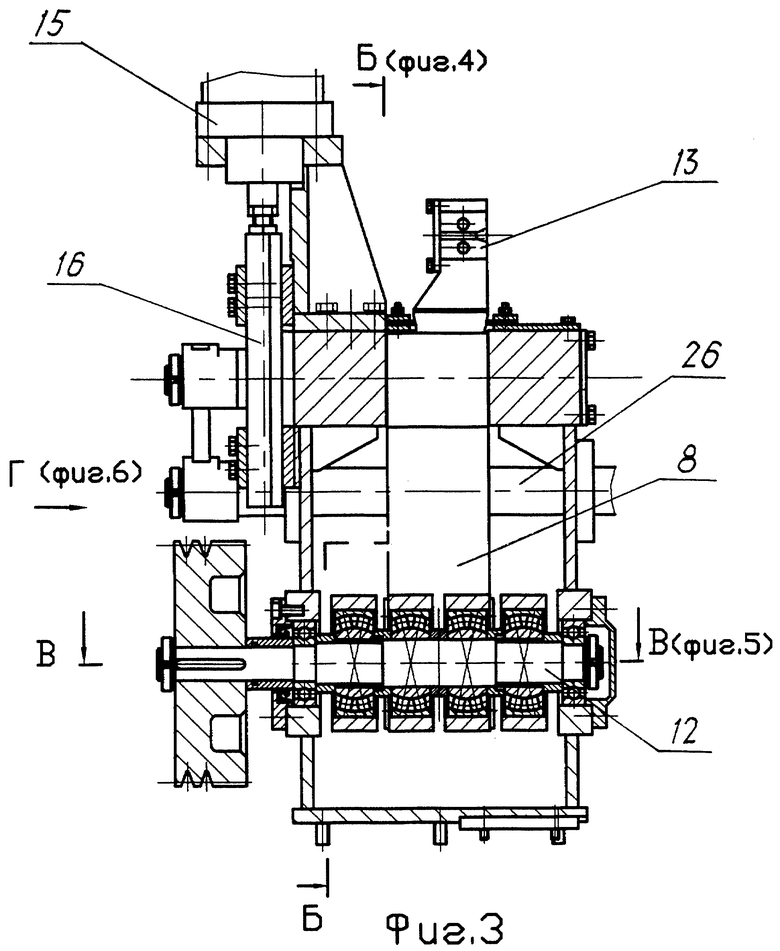
на фиг. 3 - головка редуцирования, продольный разрез.
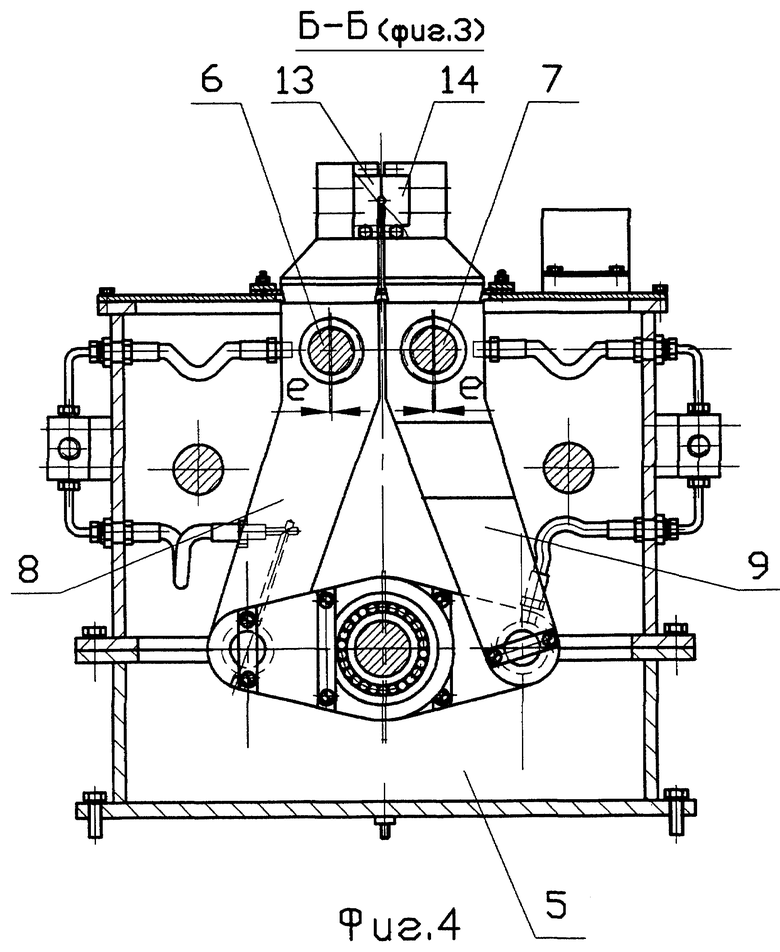
на фиг. 4 - разрез Б-Б на фиг. 3;
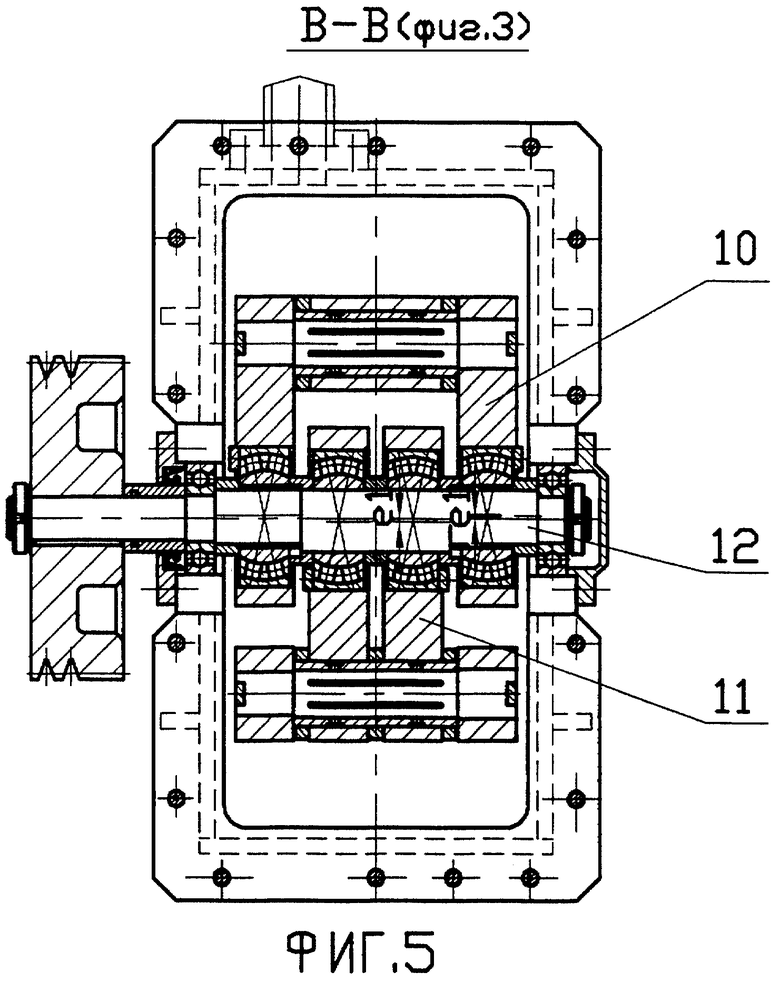
на фиг. 5 - разрез В-В на фиг. 3;
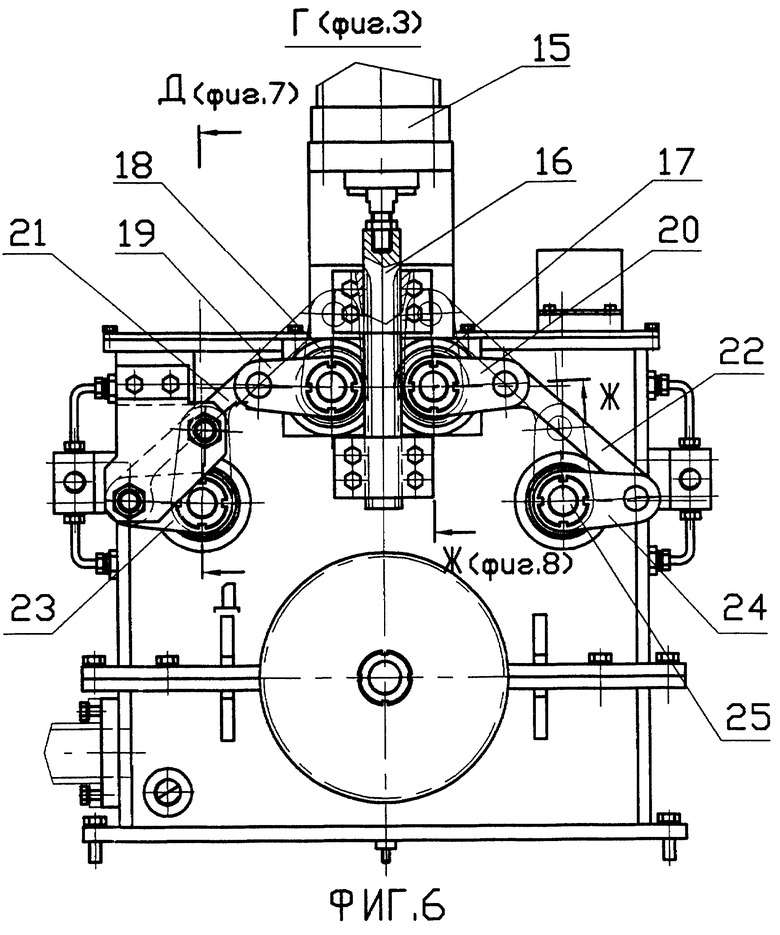
на фиг. 6 - головка редуцирования, вид слева;
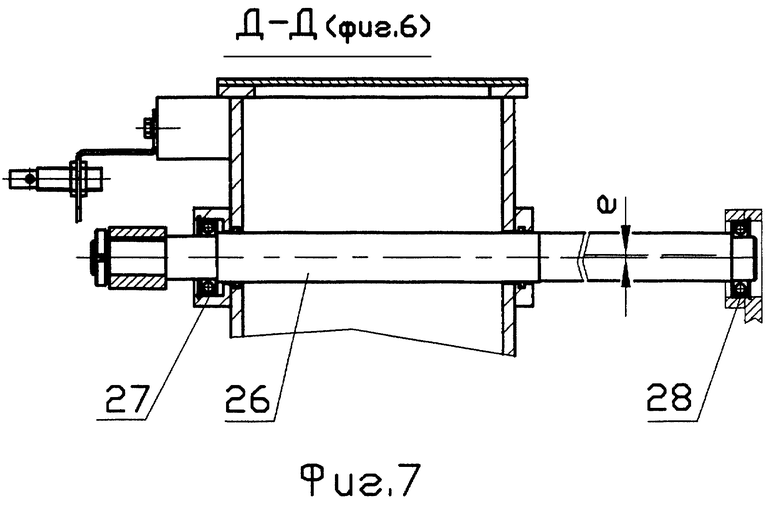
на фиг. 7 - разрез Д-Д на фиг. 4;
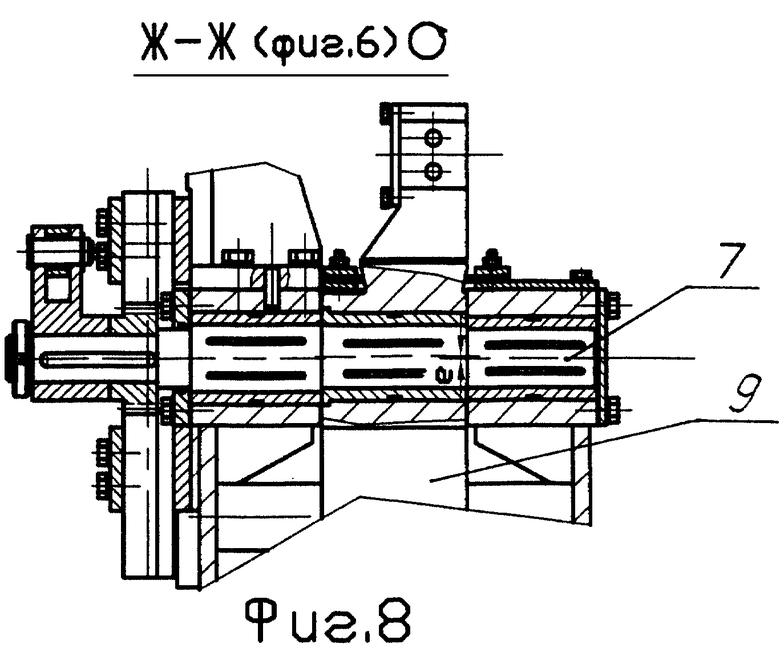
на фиг. 8 - разрез Ж-Ж на фиг. 6;
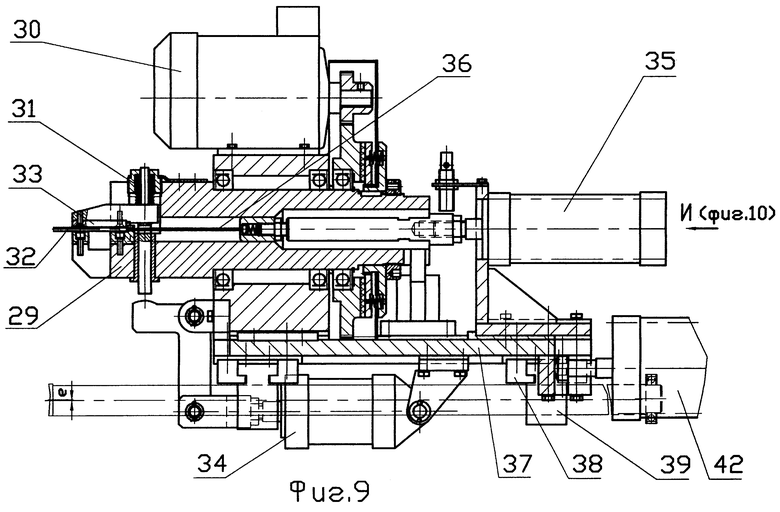
на фиг. 9 - шпиндельная головка, продольный разрез;
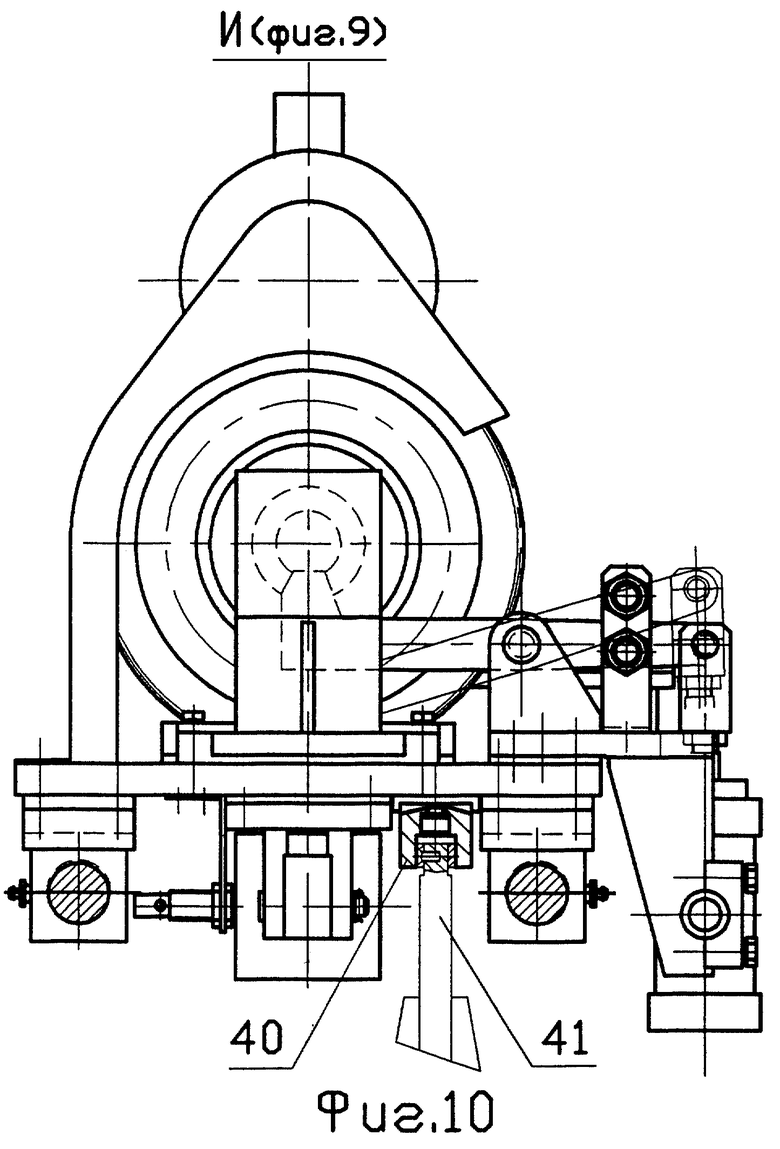
на фиг. 10 - вид И на фиг. 9.
Автомат для редуцирования труб (см. фиг. 1, 2) содержит станину 1, головку редуцирования 2, шпиндельную головку 3, механизм загрузки 4. Головка редуцирования 2 (см. фиг. 3, 4, 8) включает в себя сварной разъемный корпус 5, внутри которого в опорах установлены оси 6 и 7, часть длины которых выполнена с эксцентриситетом "е". На эксцентриковой части каждой из осей смонтированы двуплечие качающиеся рычаги 8 и 9. Указанный эксцентриситет обеспечивает возможность сведения и разведения этих рычагов.
Нижние концы рычагов 8 и 9 (см. фиг. 3, 4, 5) через шатуны 10 и 11 связаны с эксцентриковым приводным валом 12, при этом шатуны смонтированы на эксцентриковых участках вала 12, имеющих диаметрально противоположный, но равный эксцентриситет "е1". Данный эксцентриситет обеспечивает вибрацию редуцирующих матриц 13 и 14, закрепленных в пазах на верхних концах рычагов 8 и 9.
Механизм сведения-разведения рычагов 8 и 9 (см. фиг. 6) включает в себя силовой цилиндр 15, закрепленный на станине и связанный своим штоком через зубчатую рейку 16 и шестерни 17 и 18 с осями 6 и 7. Последние, в свою очередь, через рычаги 19 и 20, тяги 21 и 22, рычаги 23 и 24 связаны соответственно со скалками 25 и 26, установленными в опорах 27 и 28 и выполненными аналогично осям 6 и 7 с эксцентриситетом "е" (см. фиг. 7 и 9).
Шпиндельная головка 3 (см. фиг. 1.,9) содержит шпиндель 29, электродвигатель 30 привода шпинделя, пакет тарельчатых пружин 31 зажима обрабатываемой детали 32 в губках 33, цилиндр 34 разжима детали 32, цилиндр 35 привода иглы-наполнителя 36. Шпиндельная головка смонтирована на каретке 37, в нижней части которой, перпендикулярно направлению движения каретки, закреплены направляющие 38, которые образуют Т-образные пазы. В этих пазах размещены, с возможностью перемещения по ним, Т-образные части подшипниковых узлов 39, в подшипниках которых установлены эксцентриковые скалки 25 и 26. Такое выполнение позволяет компенсировать горизонтальную составляющую поворота эксцентриковых скалок и в то же время сохранять вертикальную составляющую, т. е. осуществлять подъем каретки синхронно подъему матриц.
На нижней стороне каретки 37 (фиг. 10) смонтированы продольные направляющие 40, образующие открытый паз, в котором размещена продольная направляющая планка 41, закрепленная на станине. Эти направляющие не дают каретке терять продольную ось и в то же время позволяют ей перемещаться в вертикальной плоскости. Продольное перемещение каретки осуществляется от силового цилиндра 42 (фиг. 9).
Механизм загрузки 4 включает в себя цилиндр 43, шибер 44, лоток-накопитель 45 (фиг. 2).
Работа автомата осуществляется следующим образом.
При нажатии кнопки "Пуск - Автоматическая работа" срабатывает цилиндр 34 разжима обрабатываемой детали и начинает двигаться шибер 44 цилиндра 43, который подает из лотка-накопителя 45 очередную деталь и выталкивает в приемный лоток ранее обработанную деталь. После зажима новой детали в губках 33 тарельчатыми пружинами 31 цилиндр 35 вводит иглу-наполнитель в ее отверстие. Шпиндель 29 расфиксируется, включаются электродвигатель 30 вращения шпинделя и цилиндр 42 перемещения каретки. Зажатая и вращающаяся деталь 32 подается в зону редуцирования, т.е. в зазор между матрицами 13 и 14, которые в начале цикла находятся в разведенном состоянии. При вращении приводного вала 12 начинает происходить вибрация матриц.
По достижении обрабатываемой деталью положения обработки подается команда на включение цилиндра 15 механизма сведения-разведения рычагов 8 и 9. Шток этого цилиндра, перемещаясь вниз, поворачивает эксцентриковые оси 6 и 7, которые сближают вибрирующие матрицы с деталью. Производится редуцирование детали. Однако, при сближении матрицы совершают движение по дуге, которое имеет две составляющие - вертикальную и горизонтальную. Вертикальная составляющая нарушает центрирование матриц относительно детали, поэтому для его сохранения последняя также должна совершить перемещение по вертикали. С этой целью одновременно с поворотом осей 6 и 7 цилиндр 15 поворачивает и связанные с ними скалки 25 и 26. Подшипниковые узлы 35, внутри которых проходят эксцентриковые части скалок, компенсируют горизонтальную составляющую траектории эксцентриситета скалок, перемещаясь в Т-образных пазах каретки 37. Вертикальная же составляющая дает подъем каретки и соответственно подъем обрабатываемой детали, причем на ту же величину, что и подъем матриц, поскольку величина эксцентриситета осей 6 и 7 равна величине эксцентриситета скалок 25 и 26 ("е").
Открытые продольные направляющие на каретке и на станине не мешают каретке перемещаться по вертикали, что позволяет сохранить соосность заготовки и рабочей поверхности инструмента (матриц). По окончании обработки подается команда на выключение электродвигателя привода шпинделя и возврат всех механизмов в исходное положение, после выполнения которой автомат готов к осуществлению следующего цикла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| СТЕНД ДЛЯ ИЗМЕРЕНИЯ УГЛОВ УСТАНОВКИ КОЛЕС ПЕРЕДНЕЙ ПОДВЕСКИ | 2000 |
|
RU2177147C1 |
| СТАНОК ДЛЯ ВОССТАНОВЛЕНИЯ И/ИЛИ УПРОЧНЕНИЯ РЕЗЬБЫ НА ТРУБНОЙ ЗАГОТОВКЕ | 2001 |
|
RU2191097C1 |
| РОТАЦИОННО-ОБЖИМНОЙ АВТОМАТ НЕПРЕРЫВНОГО | 1966 |
|
SU179739A1 |
| АВТООПЕРАТОР МЕТАЛЛОРЕЖУЩИХ СТАНКОВ | 2005 |
|
RU2296039C2 |
| РЕЗЬБОНАРЕЗНОЙ СТАНОК | 1993 |
|
RU2068330C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| Трубогибочный автомат | 1986 |
|
SU1526871A1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ПОДГИБКИ ДИАГОНАЛЬНЫХ УЧАСТКОВ ФЛАНЦА БЕНЗОБАКА | 1999 |
|
RU2167730C2 |
Изобретение относится к машиностроению и может быть использовано для ударного редуцирования трубчатых деталей. Техническим результатом изобретения является обеспечение возможности получения утолщений на редуцируемых участках труб, выполнения редуцирования на средних участках заготовок и исключения образования наплывов за счет обеспечения свободного ввода заготовки между редуцирующими матрицами. Автомат для редуцирования труб содержит матрицы, закрепленные на концах двуплечих рычагов, которые смонтированы на эксцентриковых осях, а через шатуны связаны с приводным эксцентриковым валом. При вращении вала матрицы совершают вибрацию и ударную деформацию обрабатываемой детали. За счет эксцентриситета осей, связанных через зубчато-реечную передачу с силовым цилиндром, осуществляется сведение-разведение матриц, обеспечивающее свободный ввод заготовки между ними. Для сохранения центрирования заготовки относительно матриц скалки, по которым перемещается каретка со шпиндельной головкой, выполнены с эксцентриситетом, равным эксцентриситету осей, и кинематически связаны с последними. 10 ил.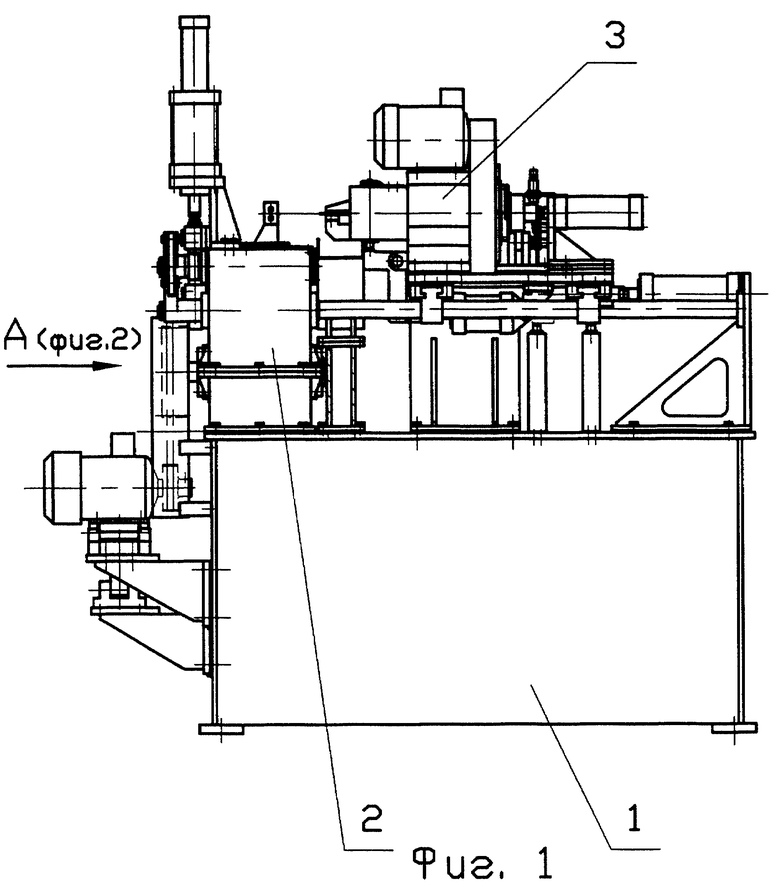
Автомат для редуцирования труб, содержащий станину, шпиндельную головку, смонтированную на каретке, головку редуцирования с редуцирующими матрицами, отличающийся тем, что каретка установлена с возможностью перемещения по горизонтальным скалкам, головка редуцирования содержит смонтированные на осях двуплечие рычаги, нижние концы которых через шатуны связаны с приводным эксцентриковым валом, а верхние снабжены редуцирующими матрицами, автомат снабжен механизмом сведения-разведения двуплечих рычагов, включающим в себя приводной орган, закрепленный на станине и кинематически связанный с осями указанных рычагов, при этом упомянутые оси и скалки выполнены эксцентриковыми с одинаковой величиной эксцентриситета, установлены с возможностью поворота и кинематически связаны полярно между собой, скалки размещены внутри подшипниковых узлов, установленных с возможностью перемещения по Т-образным направляющим пазам, выполненным на каретке в поперечном относительно ее движения направлении, а на станине и на нижней стороне каретки дополнительно выполнены открытые продольные направляющие.
| Устройство для калибровки труб | 1982 |
|
SU1094637A1 |
| Машина для калибровки концов труб | 1986 |
|
SU1389899A1 |
| US 5253499 А, 19.10.1993. | |||

