Изобретение относится к области машиностроения и может быть использовано в авиационном и энергетическом газотурбиностроении для защиты деталей ГТД и ГТУ (форсунок, жаровых труб и т.п.) от высокотемпературного окисления и коррозии.
Известен способ получения защитных покрытий системы Ni-Al путем лазерного оплавления нанесенного на алюминиевую подложку порошка никеля, смешанного с элементами, улучшающими смачиваемость (такими как В, Si или Ge). При этом смесью порошков заполняется выполненный в алюминиевой подложке паз, после чего производится лазерное оплавление. В результате на подложке образуется оплавленный слой, содержащий Ni и Аl, составляющий с подложкой единое целое и не поддающийся отслаиванию длительное время [1].
Существенным недостатком этого способа является необходимость применения алюминиевой подложки, что делает его неприемлемым для получения покрытий системы Ni-Al на поверхности жаростойкого жаропрочного сплава.
Известен способ плакирования металлов путем нанесения коррозионностойкого металла, такого как Сr, Мо, на основу из сплава никеля (инконель) с последующими окислением в реакционной камере с кислородсодержащей атмосферой и лазерным оплавлением полученной на поверхности защищаемого металла окисленной пленки. В результате перечисленных операций на поверхности защищаемого металла образуется пленка оксида, препятствующая коррозии подложки [2].
Недостаток этого способа состоит в том, что полученная оксидная пленка не обеспечивает защиты металла подложки от высокотемпературного окисления и коррозии.
Наиболее близким по технической сущности к изобретению является широко применяемый в промышленности способ плазменного напыления жаростойких покрытий из порошковых сплавов [3]. Согласно этому способу на подготовленную поверхность изделия с помощью сформированной соплом плазменной горелки струи ионизованного газа наносится нагреваемый этой же струей до температуры плавления порошковый сплав системы Ni-Cr-Al, образуя на поверхности изделия (подложки) жаростойкое покрытие.
Этот способ обладает рядом важных достоинств: высокая температура плазменной струи и возможность регулирования ее температуры и скорости путем выбора формы и диаметра сопла и режима напыления позволяют напылять широкую гамму материалов, в том числе тугоплавкие, сплавы системы Ni-Cr-Al и т.д., на детали различных форм и размеров.
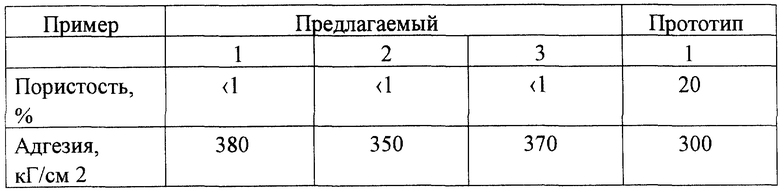
Недостатком данного способа является то, что полученные на поверхности жаростойких жаропрочных сплавов жаростойкие покрытия системы Ni-Cr-Al характеризуются неоднородной (слоистой) структурой, заметной (до 20%) пористостью, в том числе открытой, а также недостаточно высокой адгезией к указанным сплавам (не более 300...330 кГ/см2).
Технической задачей данного изобретения является создание способа, позволяющего получать жаростойкие покрытия из порошковых сплавов системы Ni-Cr-Al однородной микроструктуры, с небольшой пористостью и повышенной адгезией к изделиям из жаростойких жаропрочных сплавов.
Поставленная цель достигается тем, что на предварительно подготовленную (отпескоструенную) поверхность изделия из жаростойкого жаропрочного сплава плазменным способом наносится жаростойкое покрытие из порошкового сплава системы Ni-Cr-Al, а затем производится обработка покрытия непрерывным лазерным лучом со средней плотностью мощности 250...350 кВт/см2 и средней плотностью энергии 0,8...1,3 кДж/см2. Операция лазерной обработки не требует вакуумирования изделия или создания у обрабатываемой поверхности специальной газовой среды и может проводиться при нормальных атмосферных условиях. В качестве источника лазерного излучения могут использоваться непрерывные СO2-лазеры, непрерывные лазеры на алюмоиттриевом гранате с неодимом (АИГ).
Введение операции лазерной обработки за счет нагрева и плавления покрытия по всей толщине способствует прохождению в нем структурных изменений, а именно преобразованию исходной слоистой микроструктуры покрытия в плотную мелкозернистую с невысокой закрытой пористостью и полным отсутствием открытой пористости. В результате активных диффузионных процессов между покрытием и металлом защищаемой подложки образуется хорошая металлургическая связь, что увеличивает адгезию покрытия к подложке. При этом изменений микроструктуры металла подложки после лазерной обработки не обнаружено.
Сущность изобретения поясняется на примерах.
Пример 1. Для получения жаростойкого покрытия на подложке из сплава ВЖ159 подложку предварительно обрабатывают. На подготовленную поверхность с помощью установки УПУ-3Д плазменным способом наносят слой толщиной δ=65 мкм из порошкового сплава системы Ni-Cr-Al. Нанесенный плазменным способом слой подвергают обработке лучом непрерывного СO2- лазера при средней плотности мощности q=250 кВт/см2 и средней плотности энергии W=0,8 кДж/см2. В результате лазерной обработки исходная слоистая микроструктура покрытия, образованная расплющенными в линзы деформированными каплями расплава с тонкими слоями окислов по границам капель расплава, преобразована в плотную мелкозернистую микроструктуру (слоистость полностью исчезла); между покрытием и металлом подложки образовалась хорошая металлургическая связь; изменений микроструктуры сплава ВЖ159 не обнаружено. Численные значения параметров пористости и адгезии покрытия до и после лазерной обработки приведены в таблице.
Пример 2. Жаростойкое покрытие на подложке из сплава ЭИ435 получают аналогично примеру 1. Различия состоят в том, что толщина слоя δ=80 мкм, а лазерную обработку проводят при q=300 кВт/см2 и W=1,1 кДж/cм2. В результате лазерной обработки получено плотное мелкозернистое покрытие, имеющее хорошую металлургическую связь с металлом подложки. Изменений микроструктуры сплава ЭИ435 после лазерной обработки не обнаружено. Численные значения параметров пористости и адгезии покрытия после лазерной обработки приведены в таблице 1.
Пример 3. Жаростойкое покрытие на подложке из сплава ЭП648 получают аналогично примерам 1 и 2. Различия состоят в том, что толщина слоя δ=100 мкм, а лазерную обработку проводят при q=350 кВт/см2 и W=1,3 кДж/cм2. Как в примерах 1 и 2, в результате лазерной обработки получено покрытие плотной мелкозернистой микроструктуры с хорошей металлургической связью между покрытием и металлом подложки. Изменений микроструктуры сплава ЭП648 после лазерной обработки не обнаружено. Величины параметров пористости и адгезии покрытия после лазерной обработки приведены в таблице.
Как видно из приведенных примеров, применение изобретения позволяет улучшить однородность микроструктуры, существенно (в 18...20 раз) уменьшить пористость, полностью исключить открытую пористость и до 30% повысить адгезию жаростойких покрытий системы Ni-Cr-Al для защиты жаростойких жаропрочных сплавов.
Таким образом, применение предлагаемого способа позволит получить более качественные покрытия на изделиях, в частности на форсунках и жаровых трубах, обладающие высокой адгезией и износостойкостью, что обеспечивает повышение ресурса и надежности изделий.
Источники информации
1. Заявка Японии 2769338, МКИ С 23 С 26/00.
2. Заявка Японии 2788246, МКИ С 23 С 28/00.
3. Хасуи А., Моригаки О. "Наплавка и напыление" пер. с японского В.Н.Попова под ред. B.C. Степина, Н.Г.Шестеркина. Москва, Машиностроение, 1985 г., с. 128-165.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 2004 |
|
RU2280095C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 2001 |
|
RU2214475C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ЛОПАТКАХ ГАЗОВЫХ ТУРБИН | 1999 |
|
RU2171315C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ ДЛЯ ЗАЩИТЫ ДЕТАЛЕЙ ИЗ СПЛАВОВ НА ОСНОВЕ НИОБИЯ ОТ ВЫСОКИХ ТЕМПЕРАТУР | 2015 |
|
RU2612334C2 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 1999 |
|
RU2165472C1 |
| СПОСОБ НАНЕСЕНИЯ КЕРАМИЧЕСКОГО СЛОЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2015 |
|
RU2600783C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ МЕТАЛЛИЧЕСКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2005 |
|
RU2283726C1 |
| МАТЕРИАЛ КЕРАМИЧЕСКОГО СЛОЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2013 |
|
RU2556248C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2007 |
|
RU2368701C2 |
| СПЛАВ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДА NiAl И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2001 |
|
RU2198233C2 |
Изобретение относится к области машиностроения и может быть использовано в авиационном и энергетическом газотурбиностроении для защиты деталей ГТД и ГТУ (форсунок, жаровых труб и т.п.) от высокотемпературного окисления и коррозии. Способ включает подготовку поверхности изделия к нанесению покрытия, плазменное нанесение покрытия из порошкового сплава системы Ni-Cr-Al, обработку покрытия непрерывным лазерным лучом со средней плотностью мощности 250-350 кВт/см2 и средней плотностью энергии 0,8-1,3 кДж/см2. В качестве источника лазерного излучения используют СО3-лазер, лазер на алюмоиттриевом гранате (АИГ) и т. п.; лазерную обработку можно проводить на воздухе, без создания специальной атмосферы. Применение предлагаемого способа позволит получить более качественные покрытия на изделиях, в частности на форсунках и жаровых трубах, обладающие высокой адгезией и износостойкостью, что обеспечивает повышение ресурса и надежности изделий. 2 з.п. ф-лы, 1 табл.
| ХАСУЙ А., МОРИГАКИ О | |||
| Наплавка и напыление | |||
| - М.: Машиностроение, 1985, с | |||
| Сепаратор-центрофуга с периодическим выпуском продуктов | 1922 |
|
SU128A1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| US 4585481 А, 29.04.1986 | |||
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ХЛОРИДА КАЛЬЦИЯ | 2003 |
|
RU2243161C1 |
| СПОСОБ СВАРКИ ИЛИ НАПЛАВКИ ЖАРОПРОЧНЫХ ВЫСОКОЛЕГИРОВАННЫХ СПЛАВОВ | 1998 |
|
RU2146988C1 |
| СОСТАВ ЗАЩИТНОГО ПОКРЫТИЯ ДЛЯ ЛОПАТОК ГАЗОВЫХ ТУРБИН | 1988 |
|
RU2044103C1 |

