Изобретение относится к покрытиям металлических материалов и может быть использовано для защиты изделий из композиционных материалов и сплавов на основе ниобия от высокотемпературной газовой коррозии в условиях высоких температур.
Ниобиевые сплавы являются перспективным материалом для авиационного двигателестроения, поскольку обладают высокой температурой плавления, относительно низкой плотностью, отличной высокотемпературной прочностью, но не устойчивы к окислению при средних и высоких температурах. Защитные покрытия обеспечивают возможность их применения в окислительной среде при высоких температурах.
Известно, что лучшую защиту материалов на основе ниобия обеспечивают силицидные покрытия на основе молибдена, системы Ti-Cr-Si, Cr-Fe-Si, Ti-Mo-Si, а также многофазные силициды, включающие также Nb, Hf, W, Al и другие элементы. Силицидные покрытия на поверхности защищаемых сплавов могут быть получены различными методами.
Известны способы нанесения покрытия, включающие получение конденсированного слоя покрытия. Например, покрытие для композита на основе ниобия по патенту US 6645560, включающее кремний, титан, хром и ниобий, получают при нанесении компонентов покрытия на композит ионно-плазменным методом, вакуумно-плазменным напылением, осаждением из паров, а также шликерным методом, с отжигом хотя бы в течение 1 часа при температуре не менее 1200°С. Шликерное покрытие, содержащее около 66% ат. кремния, выдерживает 100 циклов нагревания до 1371°С (нагревание 1 час с последующим охлаждением в течение 10 минут в потоке воздуха) без образования сколов. Шликерная технология, однако, не позволяет получить однородное по толщине покрытие, а получение таких покрытий с содержанием кремния более 10% ионно-плазменным методом с использованием одного катода затруднительно из-за невозможности обработки катода требуемого состава.
Известны способы нанесения покрытия, включающие получение диффузионного слоя всех компонентов в одну стадию. Покрытие состава (TiNbXCr)7Si6 (X - Fe, Со или Ni), полученное на ниобии и силицидном ниобиевом композите термодиффузионным методом с активацией галогенидом, в кислородсодержащей среде образует оксидный слой, медленно нарастающий при температурах 1100 и 1200°С, тогда как при 1300°С его защитные свойства деградируют (S. Knittel, S. Mathieu и др. «Development of silicide coatinds to ensure the protection of No and silicide composites against high temperature oxidation». Surface and Coatings Technology, 2013, v. 235, p. 401-406).
Известны также покрытия для ниобиевых сплавов, полученные силицированием конденсированного слоя металлов. Так многокомпонентное дисилицидное покрытие (Mo,W)(Si,Ge)2, полученное на образцах из ниобиевых сплавов методом активированного галогенидом диффузионного силицирования слоя молибденового сплава, устойчиво в течение 40 - 80 часовых циклов окисления при термоциклировании до 1370°С (A. Mueller, Ge Wang и др. «Deposition and Cyclic Oxidation Behavior of protective (Mo,W)(Si,Ge)2 Coating on Nb-Base Alloys». Journal of The Electrochemical Society, 1992, v. 139, issue 5, p. 1266-1275). Силицидное покрытие на ниобиевых сплавах по патенту CN 101200801 получают силицированием спеченного слоя частиц Мо; покрытие выдерживает 400 циклов термошоковых испытаний (25 сек. нагрев до 1650°С, охлаждение воздухом 10 сек.).
Жаростойкое силицидное покрытие для ниобиевых сплавов, имеющее хорошую стойкость к окислению в статичной воздушной среде при температурах до 1250°С, было получено при модифицировании кремнием покрытия NiCrAlY, нанесенного методом воздушно-плазменного напыления, в процессе активированного галогенидами силицирования (Xiaoxia Li, Chungen Zhou. Materials Science Forum, 2007, v. 546-549, pp. 1721-1724 - прототип). Покрытие не работоспособно при температурах 1350°С.
Техническая задача, решаемая предлагаемым способом нанесения покрытия - улучшение высокотемпературной стабильности защитных силицидных покрытий изделий из ниобиевых сплавов.
Предлагаемый способ нанесения покрытия для защиты деталей из сплава на основе ниобия от высокотемпературной коррозии включает получение на поверхности деталей конденсированного слоя из сплава системы MeCrAlY, где Me - железо, никель, кобальт, и диффузионное насыщение поверхности упомянутого конденсированного слоя кремнием. Перед получением конденсированного слоя из упомянутого сплава осуществляют диффузионное насыщение поверхности детали кремнием до удельного привеса 40-80 г/м2. Причем соотношение удельных привесов детали после диффузионного насыщения кремнием конденсированного слоя из упомянутого сплава и после диффузионного насыщения кремнием поверхности детали составляет 0,1-1,5 г/г.
В варианте выполнения после диффузионного насыщения кремнием поверхности детали и конденсированного слоя из упомянутого сплава системы MeCrAlY, где Me - железо, никель, кобальт, осуществляют вакуумную термообработку при температуре 1100-1300°С в течение 1-5 часов.
Предварительное силицирование поверхности подложки из ниобиевого сплава позволяет уменьшить активную диффузию материала подложки в покрытие за счет образования силицидов ниобия и других компонентов ниобиевого сплава подложки на границе сплав-покрытие. Полученное таким образом покрытие является более стабильным и обладает лучшими защитными свойствами, чем покрытие, полученное силицированием конденсированного слоя металлического сплава.
Диффузионное насыщение поверхности подложки и конденсированного слоя из металлического сплава осуществляют любым известным методом диффузионного силицирования, предпочтительно наиболее простыми и технологичными - газофазными, например, активированным порошковым. Процесс осуществляют при температуре не менее 1000°С, в течение нескольких часов, предпочтительно с диффузионным отжигом при температуре 1100-1300°С в течение 1-5 часов после завершения силицирования. Удельный привес детали на стадии силицирования составляет 40-80 г/м2, предпочтительно до 50 г/м2. В результате диффузионного насыщения кремнием поверхности детали из ниобиевого сплава формируется силицидный слой, включающий преимущественно силициды ниобия Nb5Si3, Nb3Si2 и NbSi2.
На деталь с силицидным диффузионным слоем наносят конденсированный слой из металлического сплава, включающего предпочтительные металлические компоненты покрытия, в том числе железо, титан, хром, никель, кобальт, алюминий, иттрий, молибден, вольфрам и другие. Состав такого слоя может, например, соответствовать составу жаропрочных защитных покрытий для тугоплавких сплавов системы MeCrAlY (Me - железо, никель, кобальт), образующих пленку оксида алюминия на поверхности, необходимую также для прочной адгезии обычно наносимого на изделия из жаропрочных сплавов термобарьерного покрытия из стабилизированного редкоземельными элементами оксида циркония. Конденсированный слой металлических компонентов покрытия получают ионно-плазменным, электронно-лучевым, магнетронным методами и т.д. Удельный вес конденсированного слоя из металлического сплава предпочтительно составляет 40-160 г/м2.
Поверхность кондесированного слоя металлических компонентов покрытия насыщают кремнием термодиффузионным методом, предпочтительно с диффузионным отжигом, причем соотношение удельных привесов детали после диффузионного насыщения кремнием конденсированного слоя из металлического сплава и после диффузионного насыщения кремнием поверхности детали составляет 0,1-1,5 г/г. В процессе вакуумного отжига в покрытии образуются силициды, стабильность которых влияет на защитные свойства покрытия. Многофазная композиция покрытия затрудняет диффузию кислорода, оксиды хрома, титана, алюминия, кремния образуют защитные оксидные пленки.
Изменение фазового состава покрытия в условиях высоких температур приводит к растрескиванию покрытия, быстрому его окислению и разрушению. Силицидное покрытие изделий из сплавов на основе ниобия, полученное силицированием конденсированного слоя металлических компонентов покрытия, проявляет более высокую жаростойкость, характеризующуюся меньшим удельным привесом покрытия при выдержке в изотермических условиях, если перед получением конденсированного слоя из металлического сплава осуществляют диффузионное насыщение поверхности детали кремнием до удельного привеса 40-80 г/м, при соотношении удельных привесов детали после диффузионного насыщения кремнием конденсированного слоя из металлического сплава и после диффузионного насыщения кремнием поверхности детали 0,1-1,5 г/г.
Ниже приведены примеры осуществления предлагаемого способа нанесения покрытия на детали из сплавов на основе ниобия.
Пример 1
Для получения покрытия по предлагаемому способу используют плоские образцы из естественно-композиционного сплава на основе ниобия (обозначение материала Nb-Si) и сплава ВН-3 (состав в % масс: С 0,12, Мо 4,7, Zr 1,4, Nb остальное). Образцы 1-6 получают следующим образом.
Для подготовки поверхности образцов под силицирование выполняют пескоструйную очистку с последующей промывкой в ультразвуковой ванне. Силицирование проводят термодиффузионным методом в присутствии галогенидного активатора (хлористый аммоний). Рабочая смесь для силицирования включает 45,5±3% порошка кремния марки КР-00, 45,5±3% электрокоррунда F230, 1-5% NH4Cl. Процесс насыщения проводят при температуре 1050°С, в течение 6-12 часов, варьируя продолжительность процесса, до достижения привеса на изделиях 40-80 г/м2, что соответствует толщине слоя 30-60 мкм (до диффузионного отжига). Диффузионный отжиг образцов 1-3, 5 и 6 осуществляют в течение 1-5 часов при температуре 1100-1300°С. Диффузионный отжиг образца 4 не проводят.
На диффузионный слой наносят однослойное конденсируемое покрытие из сплавов системы MeCrAlY на ионно-плазменной установке МАП-2 по технологии ФГУП «ВИАМ». Используют катоды следующих составов (в % масс): Fe 71,8, Ti 8,3, Mo 6,0, Cr 7,0, Al 6,0, Y 0,9 (FeTiMoCrAlY); Cr 22,0, Al 11,0, Y 0,5, Ni 66,5 (NiCrAlY); Ni 8,0, Cr 24,0, Al 13,0, Y 1,0, Co 54,0 (CoNiCrAlY); Ti 62, Cr 38 (TiCr). Удельный привес образцов достигает 83-108 г/м2.
После нанесения конденсированного слоя из сплавов изделия повторно насыщают кремнием в условиях термодиффузии с удельным привесом 8-77 г/м, что соответствует толщине слоя 6-60 мкм (до диффузионного отжига), и подвергают диффузионному отжигу.
Пример 2
Для сравнения получают покрытия на образцах сплавов по примеру 1, но с силицированием только конденсированного слоя металлических компонентов покрытия. Подготовку поверхности образцов 1а-6а перед нанесением конденсированного слоя проводят как перед силицированием по примеру 1. Конденсированные слои получают по примеру 1 и осуществляют диффузионное насыщение их поверхности кремнием описанным выше способом, стремясь для каждой серии покрытий, полученных с одинаковыми катодами, получить близкий привес по кремнию. Диффузионный отжиг после силицирования проводят как для аналогичных образцов в примере 1.
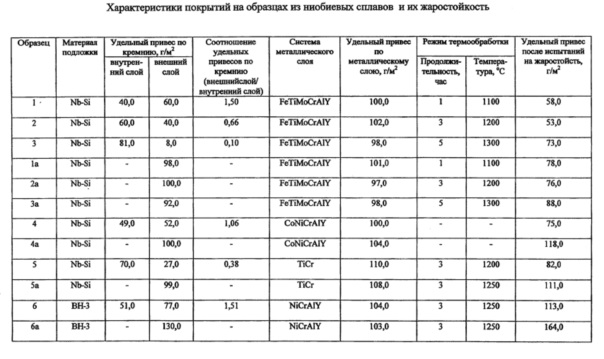
Полученные образцы с покрытием испытывают на жаростойкость по ГОСТ 6130-71 при температуре 1350°С на базе 30 часов. Характеристики образцов покрытий и их удельный привес после испытаний на жаростойкость приведены в таблице. Приведенные данные позволяют сделать вывод, что покрытия, полученные на образцах сплавов на основе ниобия по предложенному способу, обладают более высокой жаростойкостью, чем покрытия, полученные известным методом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЩИТЫ ДЕТАЛЕЙ ГАЗОВЫХ ТУРБИН | 2023 |
|
RU2818539C1 |
| Способ удаления силицидных покрытий | 1978 |
|
SU771188A1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОВЫХ ТУРБИН | 2004 |
|
RU2283365C2 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОВЫХ ТУРБИН | 2004 |
|
RU2280096C1 |
| Способ получения комплексного покрытия на тугоплавких металлах | 1980 |
|
SU865970A1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ДЕТАЛИ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2000 |
|
RU2264480C2 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК И СОПЛОВОГО АППАРАТА ГАЗОВЫХ ТУРБИН | 2023 |
|
RU2818096C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 2004 |
|
RU2265078C1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОВЫХ ТУРБИН | 2009 |
|
RU2404286C1 |
| СПОСОБ ЗАЩИТЫ ДЕТАЛЕЙ ГАЗОВЫХ ТУРБИН ИЗ НИКЕЛЕВЫХ СПЛАВОВ | 2011 |
|
RU2452793C1 |
Изобретение относится к покрытиям металлических материалов и может быть использовано для защиты деталей из сплава на основе ниобия от высокотемпературной газовой коррозии в условиях высоких температур. Осуществляют получение на поверхности деталей конденсированного слоя из сплава системы MeCrAlY, где Me - железо, никель, кобальт, и диффузионное насыщение поверхности упомянутого конденсированного слоя кремнием. Перед получением конденсированного слоя из упомянутого сплава осуществляют диффузионное насыщение поверхности детали кремнием до удельного привеса 40-80 г/м2, причем соотношение удельных привесов детали после диффузионного насыщения кремнием конденсированного слоя из упомянутого сплава и после диффузионного насыщения кремнием поверхности детали составляет 0,1-1,5 г/г. В частных случаях осуществления изобретения после диффузионного насыщения кремнием поверхности детали и конденсированного слоя из упомянутого сплава системы MeCrAlY, где Me - железо, никель, кобальт, осуществляют вакуумную термообработку при температуре 1100-1300°С в течение 1-5 часов. Обеспечивается улучшение высокотемпературной стабильности защитных силицидных покрытий изделий из ниобиевых сплавов. 1 з.п. ф-лы, 1 табл., 2 пр.
1. Способ нанесения покрытия для защиты деталей из сплава на основе ниобия от высокотемпературной коррозии, включающий получение на поверхности деталей конденсированного слоя из сплава системы MeCrAlY, где Me - железо, никель, кобальт, и диффузионное насыщение поверхности упомянутого конденсированного слоя кремнием, отличающийся тем, что перед получением конденсированного слоя из упомянутого сплава осуществляют диффузионное насыщение поверхности детали кремнием до удельного привеса 40-80 г/м2, причем соотношение удельных привесов детали после диффузионного насыщения кремнием конденсированного слоя из упомянутого сплава и после диффузионного насыщения кремнием поверхности детали составляет 0,1-1,5 г/г.
2. Способ по п. 1, отличающийся тем, что после диффузионного насыщения кремнием поверхности детали и конденсированного слоя из упомянутого сплава системы MeCrAlY, где Me - железо, никель, кобальт, осуществляют вакуумную термообработку при температуре 1100-1300°С в течение 1-5 часов.
| Xiaoxia Li et al, Development and Oxidation Resistance of Si-midifide MCrAlY coatings on Nb-base alloy, Matrials Science Forum, 2007, v.546-549, pp | |||
| Приспособление для гашения паровозных искр | 1919 |
|
SU1721A1 |
| Состав для силицирования изделий из металлов и сплавов | 1982 |
|
SU1138431A1 |
| JP 5737682 B1, 17.06.2015 | |||
| Сеялка для квадратного посева | 1932 |
|
SU32804A1 |
| US 3514315 A, 26.05.1970. | |||

