Изобретение относится к производству строительных изделий методом прессования.
Известен штамп для получения строительных изделий методом прессования изделий прямоугольной формы /см. книгу М.П.Вахнин, А.А. Анищенко. Производство силикатного кирпича. М.: Высшая школа,1989, с. 117, рис. б4/.
Здания, построенные из кирпича только прямоугольной формы, безлики, и архитекторы не имеют возможности видоизменить их в более широком плане.
Целью настоящего изобретения является создание нового вида продукции на действующем оборудовании при минимальных финансовых и материальных затратах.
Поставленная цель достигается тем, что на лицевой пластине штампа укладывается или устанавливается фигурный пуансон или пуансоны, соответствующие для изготовления требуемой формы кирпича с внешней кромкой, выполненной в виде фаски.
На фиг. 1 условно изображен общий вид штампа с фигурным пуансоном /взят один из множества форм/, уложенным на лицевой пластине.
На фиг.2 изображена кромка фигурного пуансона в увеличении.
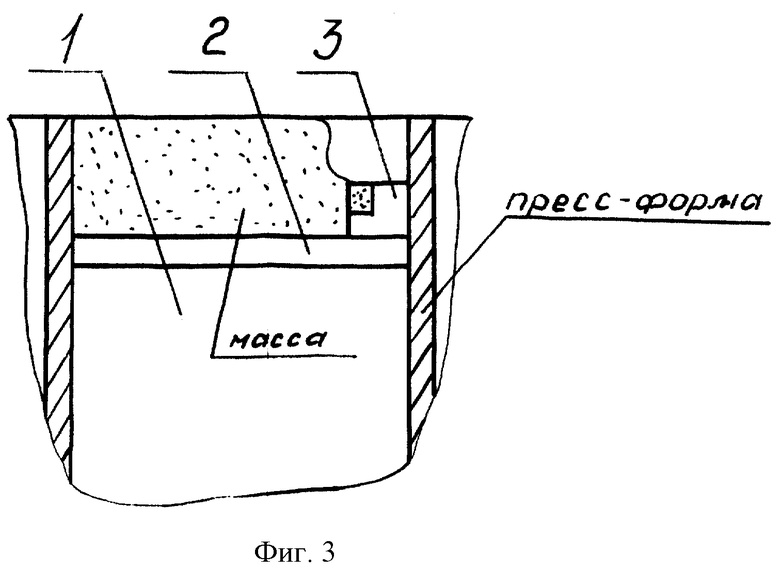
На фиг. 3 условно изображен общий вид штампа с фигурным пуансоном /взят один из множества форм/, установленным на лицевой пластине и имеющим габаритный размер фигуры, равный толщине кирпича.
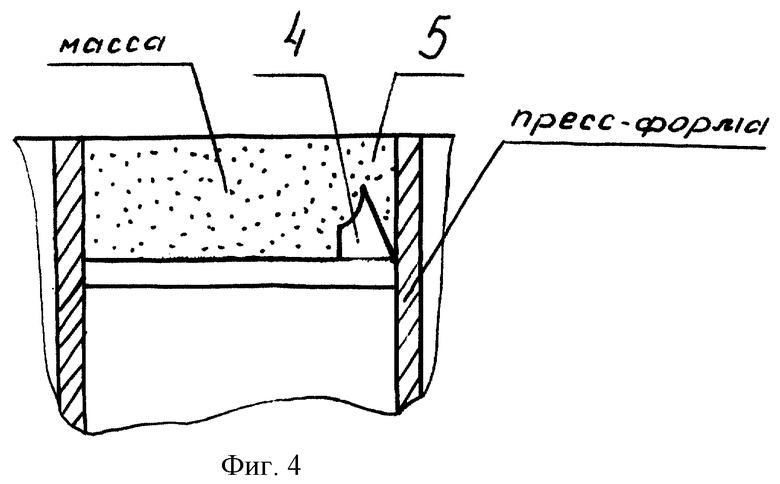
На фиг. 4 условно изображен общий вид штампа с фигурным пуансоном /взят один из множества форм/, имеющим карман для облоя массы, установленным на лицевой пластине и имеющим габаритный размер фигуры, равный толщине кирпича.
Штамп для получения фигурного кирпича состоит из штампа 1, лицевой пластины 2 на нем, фигурного пуансона 3 /соответствующего требуемой форме кирпича/, прикрепленных друг к другу любым из известных способов /болтами, винтами и т.п./ или выполненных монолитными /, фигурный пуансон и лицевая пластина/, при этом кромка фигурного пуансона /см.фиг.2/ имеет фаску не менее 0,5 мм с углом не менее 30o. При изготовлении фигурного кирпича с фигурой, равной толщине кирпича, фигурный пуансон 4 выполняется с карманом для облоя 5.
Штамп для получения фигурного кирпича работает следующим образом. При засыпке пресс-формы массой происходит засыпка лицевой пластины 2 штампа 1 и фигурного пуансона 3 или 4, которая после прессования образует фигурный кирпич, соответствующий форме фигурного пуансона 3 или 4.
Использование фигурного пуансона на лицевой пластине штампа и способа получения фигурного кирпича позволят получить новый вид продукции на действующем оборудовании с минимальными материальными и финансовыми затратами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЦВЕТНОГО КИРПИЧА И УСТРОЙСТВО ДЛЯ ЕГО ПОЛУЧЕНИЯ | 2008 |
|
RU2385221C2 |
| Устройство для прессования строительных изделий | 1987 |
|
SU1600951A1 |
| СПОСОБ УВЛАЖНЕНИЯ СИЛИКАТНОЙ СМЕСИ | 2007 |
|
RU2334614C1 |
| Способ формования силикатного кирпича | 1991 |
|
SU1812174A1 |
| ПУАНСОН ПРЕССА | 2017 |
|
RU2677523C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2198092C2 |
| СПОСОБ УСТАНОВКИ И УСТРОЙСТВО БЫСТРОУСТАНАВЛИВАЕМЫХ БИЛ | 2007 |
|
RU2357802C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| ТЕЧКА | 2008 |
|
RU2375282C1 |
| ШИБЕРНЫЙ ЗАТВОР | 1991 |
|
RU2033376C1 |
Штамп для получения фигурного кирпича относится к производству строительных изделий методом прессования. Технический результат: получение фигурного кирпича. На штампе закреплен фигурный пуансон. Кромка фигурного пуансона имеет фаску не менее 0,5 мм с углом не менее 30o. 4 ил.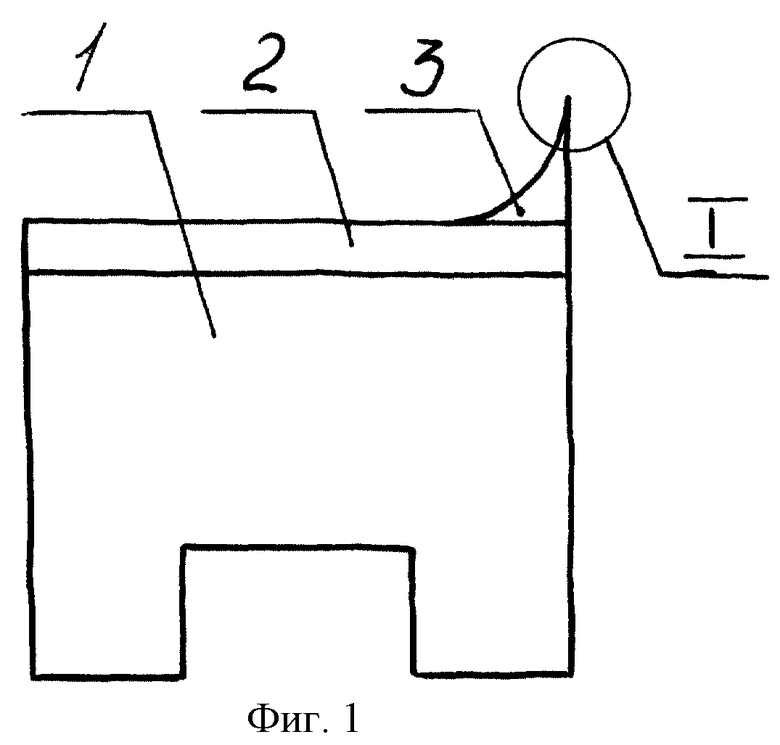
Штамп для получения фигурного кирпича, содержащий штамп с лицевой пластиной, на которой крепится один или более фигурных пуансонов, отличающийся тем, что внешняя кромка фигурного пуансона выполнена в виде фаски с размером не менее 0,5мм и углом не менее 30o.
| Стол к прессам для формования фасонных искусственных камней | 1927 |
|
SU8537A1 |
| Пресс-форма для квазиизостатического прессования керамических изделий | 1987 |
|
SU1604621A1 |
| Устройство для стопирования плоских изделий | 1979 |
|
SU895840A1 |
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |
| Способ изготовления абразивных кругов | 1983 |
|
SU1159782A1 |

