Изобретение относится к производству абразивных кругов и может быть использовано для изготовления высокоскоростных абразивных кругов на органическом связующем для процессов обдирочного шлифования.
Цель изобретения - улучшение качества абразивных кругов с получением на их поверхностях конических упорных поясков.
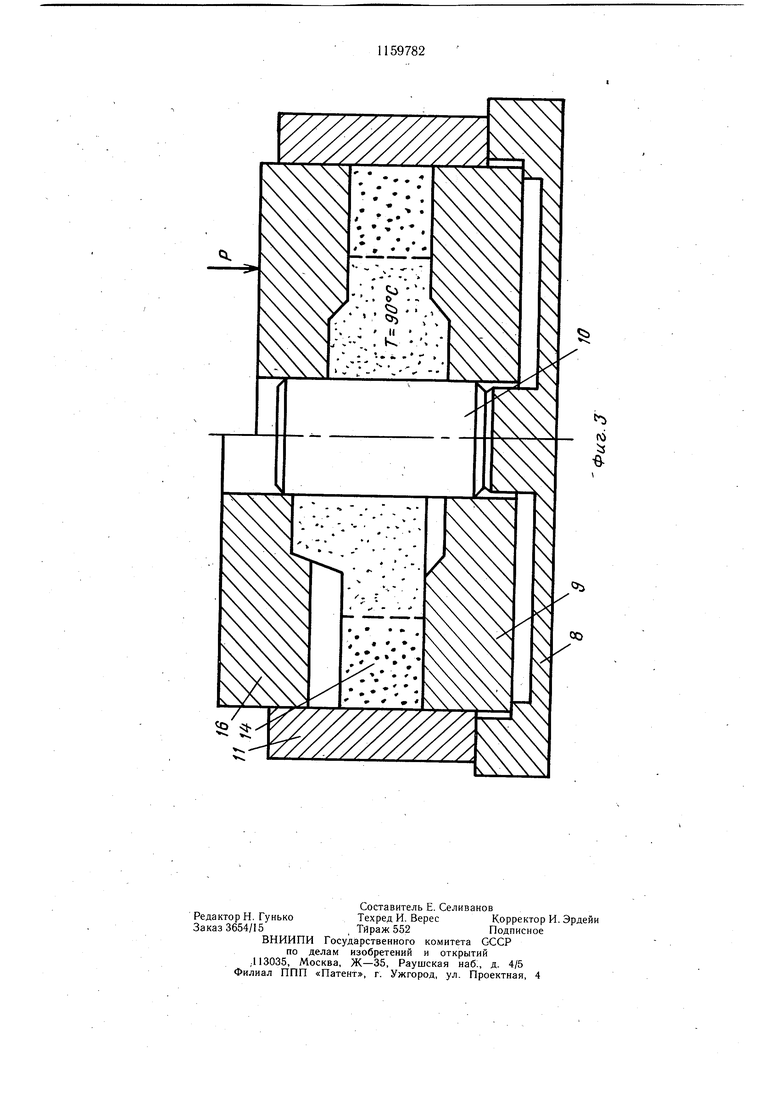
На фиг. 1 показана схема прессования центральной части заготовки с получением одного конического упорного пояска; на фиг. 2 - прессование периферийной части заготовки; на фиг. 3 - совместное прессование обеих частей заготовки с получением двух конических упорных поясков.
Предлагаемый способ осуществляется следуюш,им образом.
На первом этапе прессуют центральную часть заготовки абразивного круга с получением одного конического пояска, объем которого равен сумме объемов двух конических поясков абразивного круга. Для этого на плиту 1 устанавливают нижний диск 2 пресс-формы, затем коническое кольцо 3, керн 4, кольцо 5, укладывают мелкозернистую абразивную массу 6, устанавливают
верхний диск пресс-формы 7 и осуществляют прессование.
На втором этапе осуществляют прессование периферийной части заготовки при комнатной температуре. Для этого на плиту 8 устанавливают диск 9, имеющий коническую выточку, объем которой равен объему конического упорного пояска круга, керн 10, кольцо 1 I, помещают заготовку 12 с центральной мелкозернистой частью .коническим пояском кверху на которую одевают втулку 1-3. В пространство между кольцом 11 и заготовкой 12 укладывают крупнозернистую массу 14, которую прессуют кольцом 15. На третьем этапе осуществляют совместj ное прессование обеих частей заготовки абразивного круга с получением двух конических упорных поясков. Для этого снимают втулку 13 и кольцо 15. Вместо них устанавливают диск пресс-формы 16, аналогичный диску 9, производят нагрев абразивной массы до 30°С и осуществляют горячее прессование, при этом происходит перераспределение мелкозернистой части с одного пояска на два равных по объему друг другу и в сумме - одному предварительно полученному пояску. В результате получается равноплотная центральная мелкозернистая часть.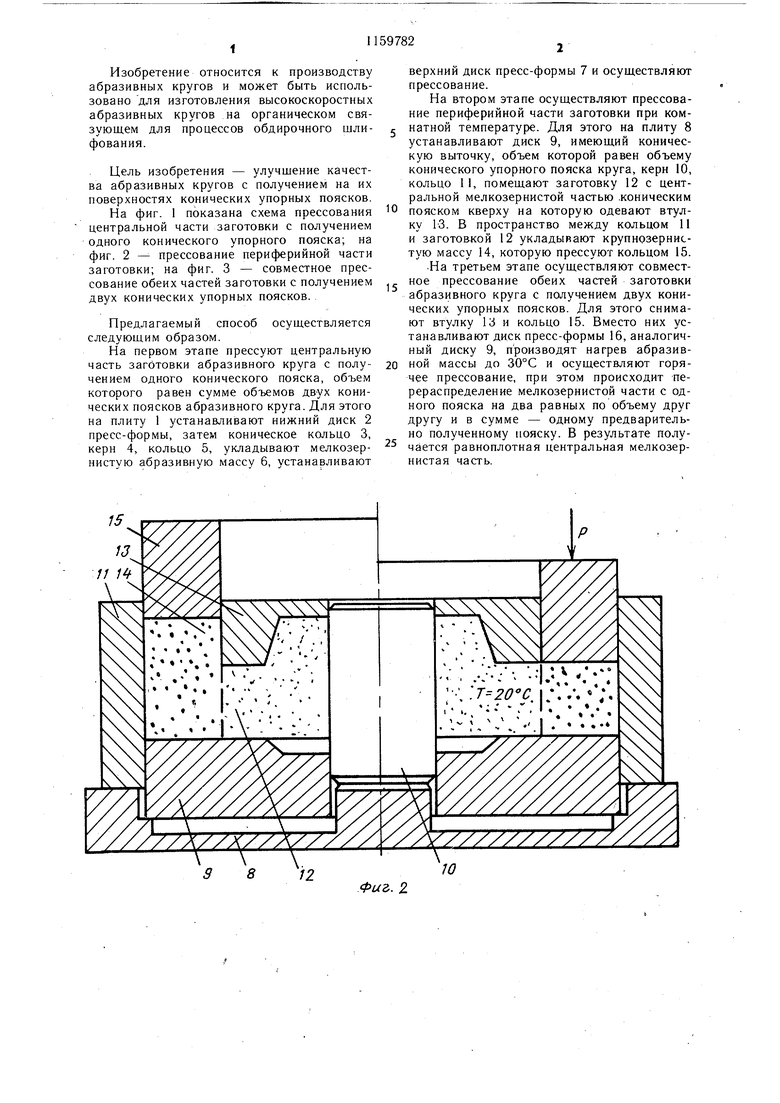
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивных кругов | 1979 |
|
SU880737A1 |
| Пресс-форма для изготовления абразивных кругов | 1986 |
|
SU1502316A1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 2002 |
|
RU2217295C2 |
| АЛМАЗНО-АБРАЗИВНЫЙ КРУГ С КОМБИНИРОВАННОЙ ЗЕРНИСТОСТЬЮ | 2008 |
|
RU2358853C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 1996 |
|
RU2111109C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2212326C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ ИНСТРУМЕНТОМ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2002 |
|
RU2211131C1 |
| СБОРНЫЙ КРУГ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2218267C2 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2211754C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2219039C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ КРУГОВ, включающий засыпку мелкозернистой абразивной массы в центральную часть пресс-формы и прессование центральной части заготовки с последующей засыпкой крупнозернистой абразивной массы в периферийную часть пресс-формы с совместным прессованием обеих частей заготовки, отличающийся тем, что, с целью улучшения качества абразивных кругов с получением на их поверхностях конических упорных поясков, прессование производят в три этапа, на первом из которых осуществляют прессование центральной части заготовки с получением одного конического упорного пояска, объем которого равен сумме объемов двух конических поясков абразивного круга, на втором - прессование периферийной части заготовки, а на третьем нагревают заготовку до 90°С и производят совместное прессование обеих частей заготовки с i получением двух конических упорных поясков. (Л сд со 00 1чЭ
| Устройство для закрепления шлифовальных кругов | 1974 |
|
SU569441A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ изготовления абразивных кругов | 1979 |
|
SU880737A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
