Предпосылки создания изобретения
1. Область техники, к которой относится изобретение
Настоящее изобретение относится к замедленному коксованию, в частности, к способу увеличения производительности установки для замедленного коксования (УЗК) за счет сокращения длительности рабочего цикла.
В обычной УЗК имеется два коксовых барабана, которые поочередно заполняются исходным подвергающимся коксованию материалом и опорожняются по окончании коксования, причем во время подачи насосами исходного материала в один из барабанов из другого барабана выгружается образовавшийся в нем кокс и этот второй барабан готовится к загрузке в него следующей порции коксующегося материала. Производительность УЗК определяется несколькими факторами, в том числе размерами коксовых барабанов, емкостью печи, мощностью насосов и длительностью рабочего цикла. Размеры барабанов, емкость печи и мощность насосов изменить достаточно сложно, и поэтому практически единственная возможность повышения производительности УЗК связана с уменьшением длительности рабочего цикла, и как следствие этого, с более частой в течение заданного промежутка времени загрузкой (и соответственно разгрузкой) барабанов.
2. Уровень техники
Обычный процесс коксования включает выполнение во время опорожнения заполненного коксом барабана операций прокачки пара через заполненный барабан с целью удаления из него остатков летучего материала, быстрое охлаждение нагретого паром слоя кокса водой, слив из барабана охлаждающей воды, открытие коксового барабана сверху и снизу (вскрытие барабана), сверление сверху технологического отверстия в слое кокса, высверливание радиальных отверстий в оставшемся в барабане коксе струйным (эрозионным) водяным буром, удаление высверленного кокса из нижней части барабана, закрытие барабана сверху и снизу и предварительный прогрев пустого коксового барабана прокачкой через него горячего пара, отбираемого из работающего второго барабана, заполненного горячим коксующимся материалом. Предварительный прогрев барабана необходим для повышения температуры пустого только что опорожненного барабана до заполнения его исходным горячим коксующимся материалом, так как в противном случае при подаче в сравнительно холодный не прогретый барабан горячего исходного материала в стенке барабана возникают значительные тепловые напряжения, которые могут привести к нежелательным и опасным последствиям, включая разрушение барабана.
Когда производительность УЗК не является проблемой, то для снижения тепловых напряжений в стенке коксового барабана процесс предварительного подогрева барабана может продолжаться достаточно долго. В тех же случаях, когда существует потребность в увеличении производительности УЗК, одним из возможных и практически единственным путем решения этой проблемы является сокращение длительности рабочего цикла и, как следствие этого, более частое использование в течение определенного промежутка времени имеющихся на установке коксовых барабанов.
Упомянутый выше предварительный подогрев барабанов составляет весьма значительную часть рабочего цикла УЗК, и поэтому сокращение длительности предварительного подогрева барабанов может позволить заметно сократить продолжительность всего рабочего цикла и является по существу единственной в этом отношении реальной возможностью, поскольку длительность остальных составляющих рабочего цикла либо вообще изменить практически нельзя, либо этого нельзя сделать без значительных капиталовложений.
В US 2769563 описан поддерживаемый несущей подставкой цилиндрический металлический резервуар, используемый при переработке нефтяного кокса. Концепция внешнего подогрева таких металлических резервуаров с целью установления теплового баланса во время загрузки установки также известна, в частности, из US 1830972, 2072131 или 4634500. Применение этой концепции для переработки нефтяного кокса описана в US 4040946.
Обычный коксовый барабан опирается на специальную выполненную в виде юбки подставку, к которой он приварен в месте перехода его цилиндрической обечайки к нижнему разгрузочному конусу. Максимальные тепловые напряжения в барабане возникают во время подачи в предварительно прогреваемый барабан горячих нефтепродуктов с температурой около 900oF. Возникновение тепловых напряжений частично обусловлено тем, что температура внутренней поверхности предварительно прогреваемого барабана больше температуры его наружной поверхности, включая то место обечайки барабана, в котором она приварена к несущей подставке. Тепловое растяжение внутренней поверхности барабана при воздействии на нее горячими нефтепродуктами в первый момент превышает тепловое расширение более холодной наружной поверхности барабана. В отсутствие требований к производительности УЗК, когда продолжительность ее рабочего цикла практически не ограничена, предварительный прогрев барабана может продолжаться до тех пор, пока температура внешней поверхности барабана постепенно не сравняется (практически) с температурой его внутренней поверхности. Однако если иметь в виду сокращение длительности всего рабочего цикла, то продолжительность предварительного прогрева барабана не может быть сколь угодно большой, а наоборот, должна быть сведена по возможности к самому минимуму. Решению именно этой задачи, а именно сокращению продолжительности рабочего цикла, и посвящено настоящее изобретение, причем предлагаемое в нем решение никак не связано с увеличением тепловых напряжений, возникающих в коксовом барабане, и, в частности, в месте его крепления к несущей подставке.
Краткое изложение сущности изобретения
Согласно настоящему изобретению производительность установки для коксования повышается за счет сокращения длительности рабочего цикла поочередного заполнения и опорожения двух имеющихся на установке коксовых барабанов. Сокращение длительности рабочего цикла достигается за счет внешнего нагрева места соединения барабана с несущей подставкой во время или непосредственно перед подачей внутрь коксового барабана, предназначенного для его предварительного подогрева пара. При таком внешнем нагреве барабана температура его наружной поверхности повышается и приближается к температуре его внутренней поверхности во время предварительного внутреннего подогрева, что сопровождается снижением тепловых напряжений, возникающих в барабане при подаче в него горячих нефтепродуктов. При внешнем нагреве барабана распределение температуры по толщине его стенки от внутренней поверхности к наружной становится более равномерным, а время, необходимое для предварительного подогрева барабана, можно существенно сократить, поскольку подачу в барабан горячих нефтепродуктов можно при этом начать существенно раньше. В результате можно соответственно сократить и общую продолжительность рабочего цикла установки.
Краткое описание чертежей
Ниже изобретение более подробно поясняется со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - технологическая схема УЗК с двумя коксовыми барабанами и другим соответствующим оборудованием,
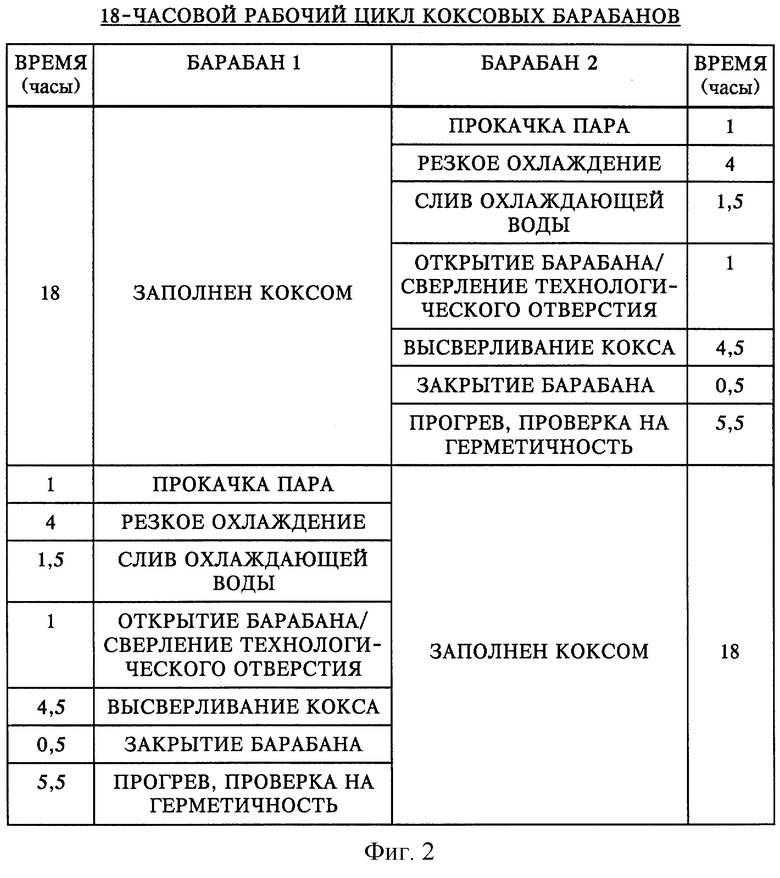
на фиг. 2 - таблица, в которой показаны составные части рабочего цикла коксовых барабанов,
на фиг. 3 - вид сбоку с частичным разрезом деталей коксового барабана и его несущей подставки,
на фиг.4 - вид сбоку с местным вырывом узла соединения коксового барабана с несущей подставкой,
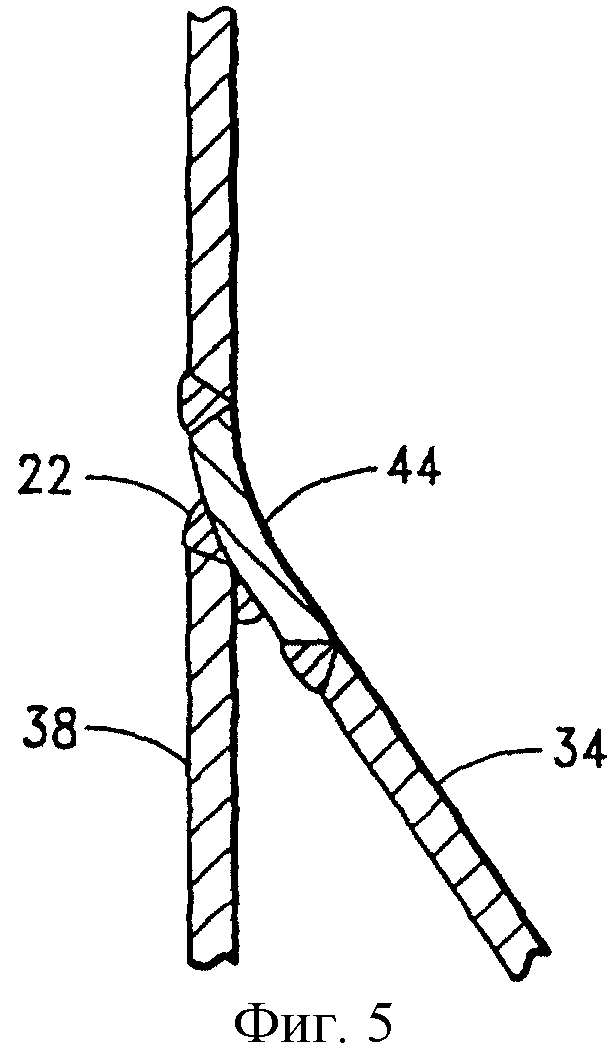
на фиг.5 - поперечное сечение участка коксового барабана с несущей подставкой, которая приварена к промежуточному кольцу барабана, соединяющему его цилиндрическую обечайку с нижним конусом,
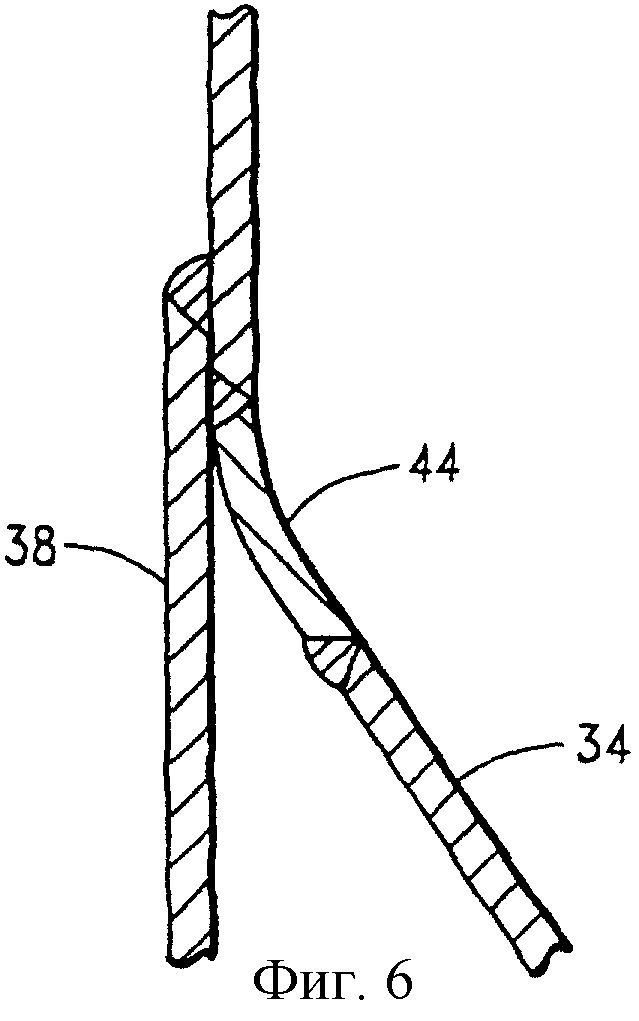
на фиг.6 - поперечное сечение участка коксового барабана с несущей подставкой, которая приварена к цилиндрической обечайке барабана.
Основной задачей изобретения является увеличение производительности установки для коксования без всякого увеличения размеров имеющегося на ней технологического оборудования. Эта задача решается за счет повышения скорости заполнения коксового барабана, в котором на установке для коксования образуется кокс. Однако время цикла или время, в течение которого в барабан подается исходное сырье, не может быть меньше времени, которое необходимо для извлечения кокса, полученного в другом барабане. Время, необходимое для извлечения кокса из барабана, складывается из времени, затрачиваемого на прокачку через кокс пара, его резкое охлаждение, слив из барабана охлаждающей воды, сверление в коксе технологического отверстия, высверливание находящегося в барабане кокса и его извлечение из барабана и прогрев барабана при его подготовке к заполнению исходным коксующимся материалом к следующему циклу коксования. Некоторые из перечисленных выше операций требуют настолько мало времени на их выполнение, что всякое дальнейшее его сокращение оказывается практически невозможным. При достижении минимального времени, которое требуется для выполнения этих операций, длительность цикла и производительность установки для коксования остаются по мере ее эксплуатации более или менее постоянными.
Решение поставленной в изобретении задачи связано с операцией предварительного подогрева коксового барабана. По своей длительности эта операция занимает значительную часть от общего времени цикла. Во время предварительного подогрева коксовый барабан должен быть опорожнен и вновь закрыт верхней крышкой и нижней заглушкой. Подачей в барабан водяного пара проверяется его герметичность. После этого из заполненного коксующимся материалом работающего коксового барабана в холодный пустой барабан подается горячий пар, который изнутри прогревает пустой барабан до начала опорожнения работающего в это время барабана и до подачи горячего исходного материала в подогретый пустой барабан.
На фиг.1 показана технологическая схема обычной установки для коксования с двумя коксовыми барабанами 10 и 12. Исходное сырье поступает из подающей магистрали 14 во фракционирующую колонну 16 и перекачивается из нее насосом в печь 54, из которой оно подается в один из двух коксовых барабанов. Отбираемые из верхней части коксового барабана пары возвращаются обратно во фракционирующую колонну 16, в которой они разделяются на потоки различных продуктов. Предварительный подогрев пустого коксового барабана, не заполненного исходным коксующимся материалом, осуществляется путем подачи (с помощью не показанных на схеме клапанов) части паров, отбираемых из верхней части работающего коксового барабана, сверху внутрь пустого не работающего коксового барабана. В настоящем изобретении предлагается в процессе и/или до прокачки через неработающий барабан горячего предназначенного для предварительного нагревания его внутренней поверхности пара и до подачи в него коксующихся горячих нефтепродуктов проводить нагревание внешней поверхности коксового барабана в месте его соединения с несущей подставкой.
Во время подогрева внешней поверхности коксового барабана в месте его соединения с несущей подставкой в процессе и/или до прокачки через него предназначенного для его предварительного нагрева горячего пара распределение температуры по толщине критического с точки зрения прочности участка барабана в том месте, где расположены сварные швы, которыми к барабану приварена несущая подставка, становится в процессе подачи в барабан горячих нефтепродуктов более равномерным, и поэтому время, необходимое для предварительного подогрева барабана, можно существенно сократить, не опасаясь при этом возможного разрушения барабана под действием тепловых напряжений, возникающих в нем из-за разницы температур при подаче в барабан горячего исходного коксующегося материала.
Устройство, предназначенное для подогрева внешней поверхности коксового барабана, показано на фиг.3. Это устройство представляет собой паровой кожух 48, который снаружи охватывает барабан 10 в месте его соединения с несущей подставкой. В кожухе 48 имеются устройства 50 и 52 соответственно для подвода и отвода прокачиваемой через кожух и предназначенной для нагревания внешней поверхности барабана текучей среды, предпочтительно водяного пара или горячих технологических газов, в частности топочного газа. В альтернативном варианте для нагревания наружной поверхности барабана можно использовать электрические или другие нагревательные устройства.
На фиг. 2 показан рабочий цикл обычной установки для коксования с двумя коксовыми барабанами. Показанный на фиг.2 цикл длится восемнадцать часов, однако и другие по длительности циклы как более продолжительные, так и менее продолжительные, состоят из одних и тех же этапов, выполняемых в показанной на фиг. 2 последовательности. В цикле, показанном на фиг.2, этап прогрева и проверки занимает 5,5 ч. Длительность этого этапа прогрева или предварительного нагрева можно сократить предлагаемым в изобретении способом, который позволяет решить эту задачу без характерного для всех установок для коксования, которые работают без предлагаемого в изобретении предварительного нагрева наружной поверхности коксовых барабанов, возникновения в барабане повышенных тепловых напряжений.
Показанный на фиг. 3 коксовый барабан 10 имеет нижнюю коническую часть 34, которая снизу закрывается съемной заглушкой 36. Между цилиндрической обечайкой барабана и его нижней конической частью 34 расположен переходной участок или участок 44 перегиба. Как показано на фиг.3 и 6, к обечайке барабана рядом с местом ее соединения с участком 44 перегиба приварена выполненная в виде юбки несущая барабан подставка 38, соединение которой с барабаном иногда называют соединением по касательной линии.
В показанном на фиг.5 варианте участок 44 перегиба вварен в барабан между его цилиндрической обечайкой и нижней конической частью 34. Несущая подставка 38 приварена сварным швом 22 к участку 44 перегиба барабана, что иногда называют соединением перегиба барабана и несущей подставки.
Показанный на фиг.4 вариант выполнения несущей подставки является наиболее широко распространенным, и в этом варианте подставка имеет расположенные в ряд вертикальные пальцы 40, которые образованы узкими идущими от верхнего края подставки прорезями и имеют скругленные верхние края 46 арочной формы, которые приварены к обечайке барабана. Во избежание концентрации и снижения напряжений, возникающих у нижних концов прорезей подставки, эти концы обычно выполняют скругленными. В тех случаях, когда паровой кожух 48 частично закрывает расположенные в верхней части подставки прорези, как показано на фиг.4, во избежание утечки используемой для нагрева барабана жидкости целесообразно все прорези подставки заполнить соответствующим уплотнительным материалом.
При любом по конструктивному исполнению типе соединения подставки с барабаном в первый момент, когда прогрев барабана только начинается, место соединения подставки с обечайкой барабана имеет относительно низкую температуру. Обычно для прогрева барабана используют часть паров, образующихся в соседнем работающем барабане, которые частично отбирают из верхней части работающего барабана и сверху подают в недавно опорожненный барабан. Эти пары имеют очень высокую температуру и быстро нагревают внутреннюю поверхность барабана. Внешняя поверхность барабана, в частности зона сварного соединения барабана с несущей подставкой, не успевает прогреваться настолько же интенсивно, как и внутренняя поверхность барабана. Из-за теплового удара, который происходит при подаче в нижнюю часть барабана горячих исходных подвергающихся коксованию нефтепродуктов, в стенке барабана возникают высокие тепловые напряжения. Такой тепловой удар, сопровождающийся возникновением больших тепловых напряжений, представляет собой потенциальную опасность, которая может привести к разрушению узла соединения барабана с несущей подставкой.
Для иллюстрации предлагаемого в изобретении способа ниже со ссылками на фиг. 1 и 3 рассмотрен цикл коксования, в который включен этап предварительного подогрева наружной поверхности барабана.
Горячий исходный коксующийся материал из печи 54 подается в нижнюю часть коксового барабана 10. Во время подачи в барабан 10 исходного сырья через другой коксовый барабан 12, заполненный коксом, прокачивается водяной пар низкого давления, который, проходя через слой находящегося в барабане кокса, извлекает из него остатки летучих углеводородов. При этом водяной пар одновременно отбирает из слоя кокса и некоторую часть содержащегося в нем тепла. По окончании этапа прокачки пара через кокс последний подвергается резкому охлаждению охлаждающей водой, которой заполняется барабан. После того, как весь слой кокса окажется покрытым охлаждающей водой, открывается дренажная магистраль и вся вода из барабана сливается. После этого открывается верхняя крышка барабана и снимается закрывающая его снизу заглушка. В оставшемся в барабане слое кокса сверху вниз сверлится технологическое отверстие, в которое затем опускается вращающийся струйный эрозионный бур высокого давления, выходящие из которого в горизонтальной плоскости струи воды режут находящийся в зоне их действия кокс. Отделяемые при этом от слоя кокса куски падают вниз через открытое после снятия заглушки разгрузочное отверстие барабана. После полного измельчения резкой всего образовавшегося в коксовом барабане слоя кокса и его извлечения из барабана последний закрывают сверху и проверяют на герметичность путем подачи в него водяного пара. Из верхней части разгружаемого от кокса барабана отбирается часть образующегося в нем горячего пара, который подается в очищаемый барабан и нагревает его до определенной предварительно заданной температуры. После этого магистраль, идущая от печи 54, переключается и горячий исходный материал подается в очищенный к этому моменту коксовый барабан.
Основная идея настоящего изобретения заключается в нагревании внешней поверхности коксового барабана в месте его соединения с несущей подставкой в процессе и/или до прокачки через него горячих, используемых для его предварительного нагрева паров и до подачи в барабан горячих исходных коксующихся нефтепродуктов. Предпочтительно процесс нагрева внешней поверхности барабана начинать после того, как во время удаления из него кокса струйный бур опустится ниже плоскости соединения барабана с несущей подставкой. Нагрев внешней поверхности барабана создает условия для того, чтобы температура внешней поверхности барабана на участке его соединения с несущей подставкой максимально приблизилась к температуре внутренней поверхности предварительно прогреваемого изнутри барабана, что позволяет раньше начать подачу в барабан исходных горячих коксующихся нефтепродуктов, не опасаясь возможного разрушения барабана из-за высоких тепловых напряжений, возникающих в барабане, и прежде всего в месте расположения сварных швов, которыми барабан приварен к подставке, в том случае, когда температура этих швов намного меньше температуры внутренней поверхности предварительно прогретого изнутри барабана. Предварительный нагрев внешней поверхности барабана позволяет сократить время, необходимое для предварительного прогрева барабана, и уменьшить тем самым общую продолжительность рабочего цикла и повысить за счет этого производительность установки для коксования.
Рассмотренные выше предпочтительные варианты лишь иллюстрируют изобретение и ни в коей мере не ограничивают его объем, определяемый формулой изобретения.


Изобретение предназначено для коксования. Описан способ, позволяющий снизить время цикла установки для замедленного коксования за счет нагрева до начала заполнения коксового барабана исходным горячим коксующимся материалом участка его внешней поверхности, расположенного рядом с местом крепления обечайки барабана к выполненной в виде юбки его несущей подставке. Такой нагрев внешней поверхности барабана позволяет уменьшить тепловые напряжения, возникающие в сварных швах, которыми к барабану приварена его подставка. 3 с. и 4 з.п. ф-лы, 6 ил.
| US 4040946 A, 09.08.1977 | |||
| Коксовая печь | 1976 |
|
SU687103A1 |
| Непрерывно действующая установка для ступенчатого коксования | 1937 |
|
SU61735A1 |

