Изобретение относится к трубному производству и может быть использовано на станах периодической прокатки труб.
Известен дорн с постоянной конусностью (αт), которую определяют с учетом температурного расширения дорна в процессе прокатки и абсолютной величины всего поля допуска на толщину стенки прокатываемой трубы, определяющего продольную разностенность труб (dSт) [1].
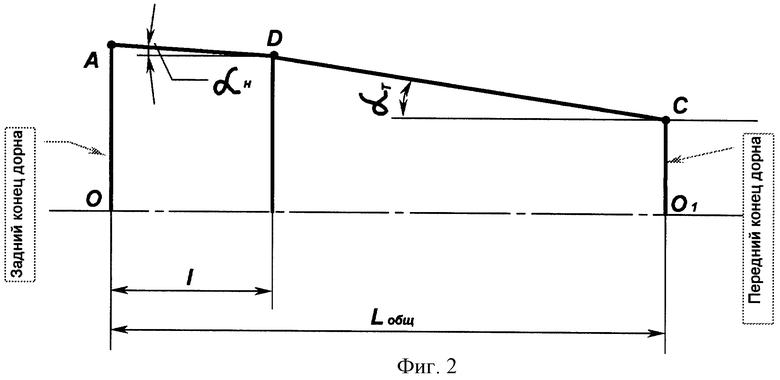
На фиг. 1 схематически показаны:
ABB1 - образующая дорна с профилем по [1];
dSт - продольная разностенность при прокатке трубы на дорне с профилем по [1];
αт - конусность участка дорна с профилем по [1].
Основным недостатком дорна с таким профилем, рассчитанного на все поле допуска по толщине стенки, является получение на нем значительного количества труб с толщиной стенки вне поля допуска.
Известен дорн с переменным профилем, включающим с заднего конца до середины конусный участок и остальную часть в виде цилиндра [2].
Недостаток дорна с таким профилем заключается в том, что после проката на нем некоторого количества труб возникают значительные трудности из-за резкого ухудшения схода трубы с дорна в процессе прокатки и извлечения его из трубы по ее окончании. Это происходит вследствие локального износа дорна, расположенного в месте его наибольшего нагрева от прокатываемой гильзы-заготовки.
Протяженность участка износа составляет более 1 метра, а глубина износа превышает конусный перепад на этой длине, т.е. образуется достаточно протяженный участок с обратной конусностью (gh), что и вызывает названные трудности. При прокатке тонкостенных труб этот недостаток усугубляется тем, что осевые нагрузки, действующие на трубу при ее сдвиге с дорна, часто превышают продольную устойчивость труб и вызывают их смятие ("гармошка").
На фиг. 1 схематически изображены:
АВС - образующая дорна с профилем по [2];
egh - линия износа дорна;
gh - участок дорна с обратной конусностью.
Технический результат достигается за счет повышения качества труб путем уменьшения продольной разностенности, уменьшения расхода металла, снижения простоев агрегатов и увеличения срока службы инструмента при изготовлении труб методом периодической прокатки с использованием дорна, профиль которого выполнен с переменной конусностью, меньшей на участке со стороны заднего конца дорна.
Решение этой задачи достигается тем, что в известной конструкции дорна для производства труб на станах периодической прокатки с постоянной конусностью рабочей поверхности [1] часть ее со стороны заднего конца выполнена с конусностью меньшей, чем со стороны переднего конца. При этом конусность дорна со стороны заднего конца αн составляет до 0,7 αт и находится в обратной зависимости от толщины стенки прокатываемой трубы. Длина участка дорна с меньшей конусностью (фиг. 2) составляет l = (0,2-0,6)Lобщ и находится в прямой зависимости от толщины стенки прокатываемой трубы.
На фиг. 2 схематически изображены:
ADC - образующая дорна с новым профилем;
αн - конусность участка с профилем меньшей конусности;
l - длина участка дорна с меньшей конусностью;
Lобщ - общая длина рабочего участка дорна.
При определении длины участка дорна с уменьшенной конусностью учитывают продольную устойчивость прокатываемых труб. При большей продольной устойчивости труб длина участка с уменьшенной конусностью может достигать максимума, а при меньшей продольной устойчивости труб - минимума.
Использование изобретения позволит повысить качество труб за счет уменьшения их продольной разностенности, уменьшить расход металла, снизить простои агрегатов, увеличить срок службы инструмента при изготовлении труб методом периодической прокатки.
БИБЛИОГРАФИЧЕСКИЕ ДАННЫЕ
1. П.Т. Емельяненко. Пильгерстаны. ОНТИ, НКТП. ДНТВУ. 1937, с. 124-130.
2. Ю. М. Матвеев, Я.Д. Ваткин. Калибровка инструмента трубных станов. - М.: Металлургия, 1970, c. 166-171.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДОРН ДЛЯ ПРОИЗВОДСТВА ТРУБ НА ПИЛИГРИМОВЫХ СТАНАХ | 2006 |
|
RU2329107C1 |
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2150342C1 |
| СПОСОБ ХОЛОДНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 1994 |
|
RU2054980C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2133161C1 |
| СОСТАВНОЙ ДОРН ДЛЯ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2527589C2 |
| Ручей валка для пилигримовой прокатки труб | 1980 |
|
SU904815A1 |
| ВАЛОК СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2013 |
|
RU2554246C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ИЗ ХЛАДОСТОЙКИХ И КОРРОЗИОННО-СТОЙКИХ МАРОК СТАЛИ | 2012 |
|
RU2516887C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ | 2005 |
|
RU2294250C2 |
| СПОСОБ ПРОШИВКИ ЗАГОТОВОК И СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ В ГИЛЬЗЫ-ЗАГОТОВКИ И ПРОШИВКИ-РАСКАТКИ ГИЛЬЗ-ЗАГОТОВОК В ГИЛЬЗЫ | 2013 |
|
RU2553323C1 |
Использование: изобретение относится к трубному производству и может быть использовано на станах периодической прокатки труб. Сущность: дорн для производства труб имеет выполненный с переменной конусностью профиль, при этом конусность дорна со стороны заднего конца αн составляет до 0,7 αт и находится в обратной зависимости от толщины стенки прокатываемой трубы, длина участка дорна с меньшей конусностью составляет l=(0,3- 0,5) Lобщ и находится в прямой зависимости от толщины прокатываемой трубы, где αн - конусность участка с профилем меньшей конусности; αт - конусность участка дорна с профилем большей конусности; l - длина участка дорна с меньшей конусностью; Lобщ - общая длина рабочего участка дорна. Изобретение обеспечивает повышение точности труб за счет уменьшения их продольной разностенности и уменьшения расхода металла. 2 ил.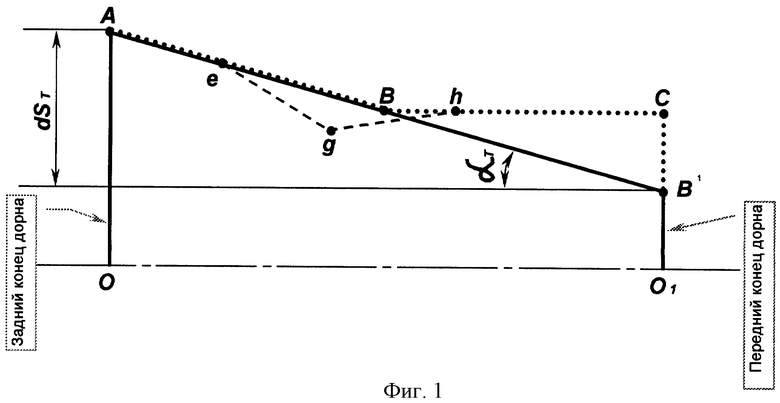
Дорн для производства труб на станах периодической прокатки, имеющий переменный профиль, отличающийся тем, что профиль выполнен с переменной конусностью, при этом конусность дорна со стороны заднего конца αн составляет до 0,7 αт и находится в обратной зависимости от толщины стенки прокатываемой трубы, и длина участка дорна с меньшей конусностью составляет l = (0,3÷0,5) Lобщ и находится в прямой зависимости от толщины прокатываемой трубы, где:
αн - конусность участка с профилем меньшей конусности;
αт - конусность участка дорна с профилем большей конусности;
l - длина участка дорна с меньшей конусностью;
Lобщ - общая длина рабочего участка дорна.
| МАТВЕЕВ Ю.М., ВАТКИН | |||
| Я.Л | |||
| Калибровка инструмента трубных станов | |||
| - М.: Металлургия, 1970, с | |||
| Рельсовый башмак | 1921 |
|
SU166A1 |
| Технологический инструмент пилигримового стана | 1981 |
|
SU1011287A1 |
| SU 1189521 А, 07.11.1985 | |||
| Деформирующий инструмент пилигримового стана | 1987 |
|
SU1477489A1 |

